ფასი 5 კაპიკი.
სახელმწიფო სტანდარტი
სსრკ კავშირი
ტექნიკური პირობები
GOST 14952-75
ოფიციალური გამოცემა
სსრკ სტანდარტების სახელმწიფო კომიტეტი
UDC 621.951.43:006.354 ჯგუფი G23
სსრკ კავშირის სახელმწიფო სტანდარტი
კომბინირებული ცენტრის წვრთნები
სპეციფიკაციები
კომბინირებული ცენტრის წვრთნები.
GOST 14952-69
სსრკ მინისტრთა საბჭოს სტანდარტების სახელმწიფო კომიტეტის 1975 წლის 25 სექტემბრის M 2483 დადგენილებით დადგინდა შემოღების თარიღი.
დამოწმებულია 1986 წელს. სსრკ სახელმწიფო სტანდარტის 1986 წლის 19 დეკემბრის No4285 დადგენილებით მოქმედების ვადა გაუგრძელდა.
სტანდარტის შეუსრულებლობა ისჯება კანონით
ეს სტანდარტი ვრცელდება კომბინირებულზე ცენტრის წვრთნებიცენტრის ხვრელების დასამუშავებლად GOST 14034-74 მიხედვით.
სტანდარტი ითვალისწინებს საერთაშორისო სტანდარტების ISO 2541-72 და ISO 866-75 მოთხოვნებს.
1. ტიპები და ზომები
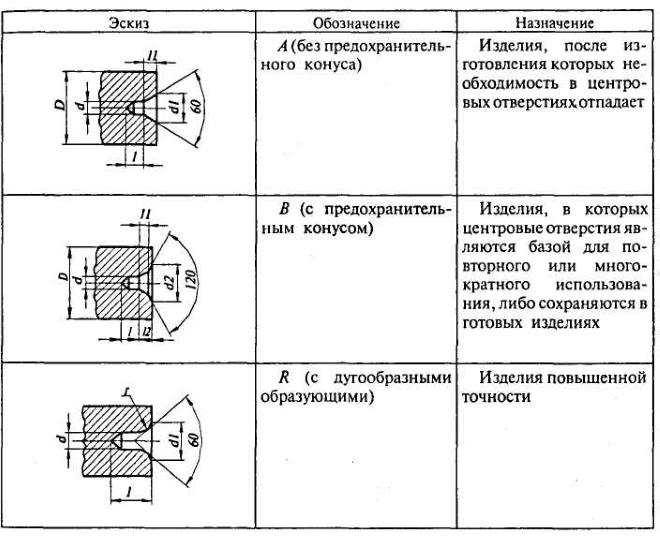
1.1. კომბინირებული ცენტრის საბურღი უნდა იყოს დამზადებული ოთხი ტიპის:
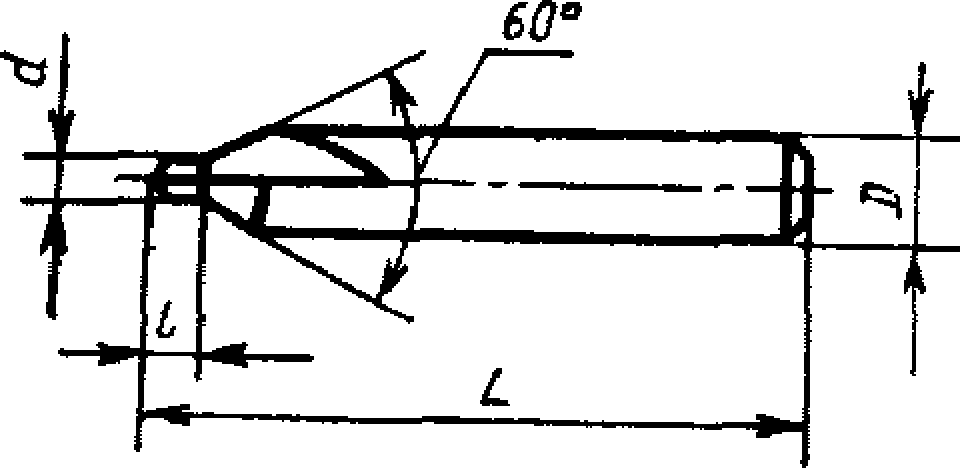
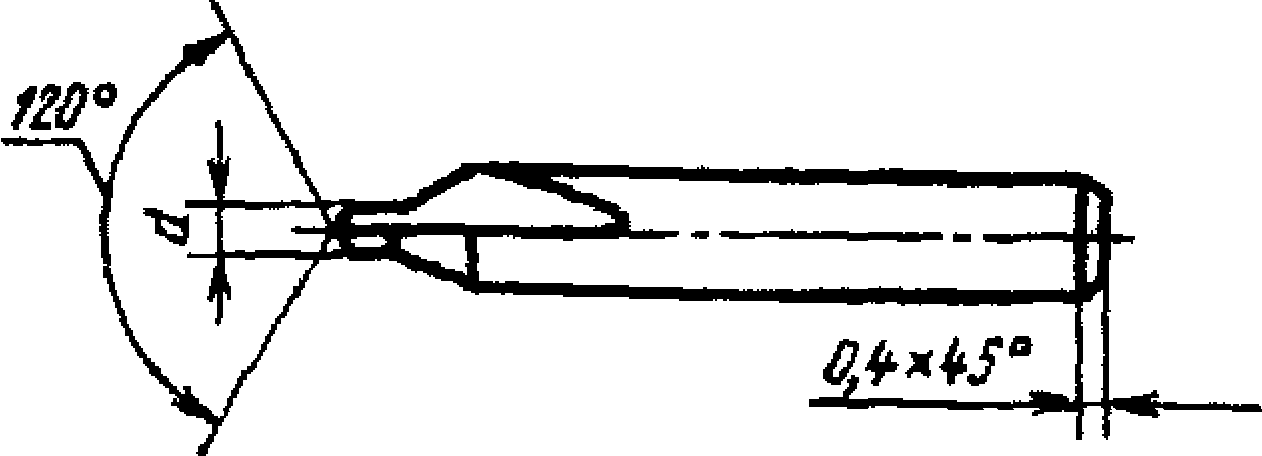
A - 60°-იანი ხვრელების ცენტრირების საბურღი უსაფრთხოების კონუსის გარეშე;
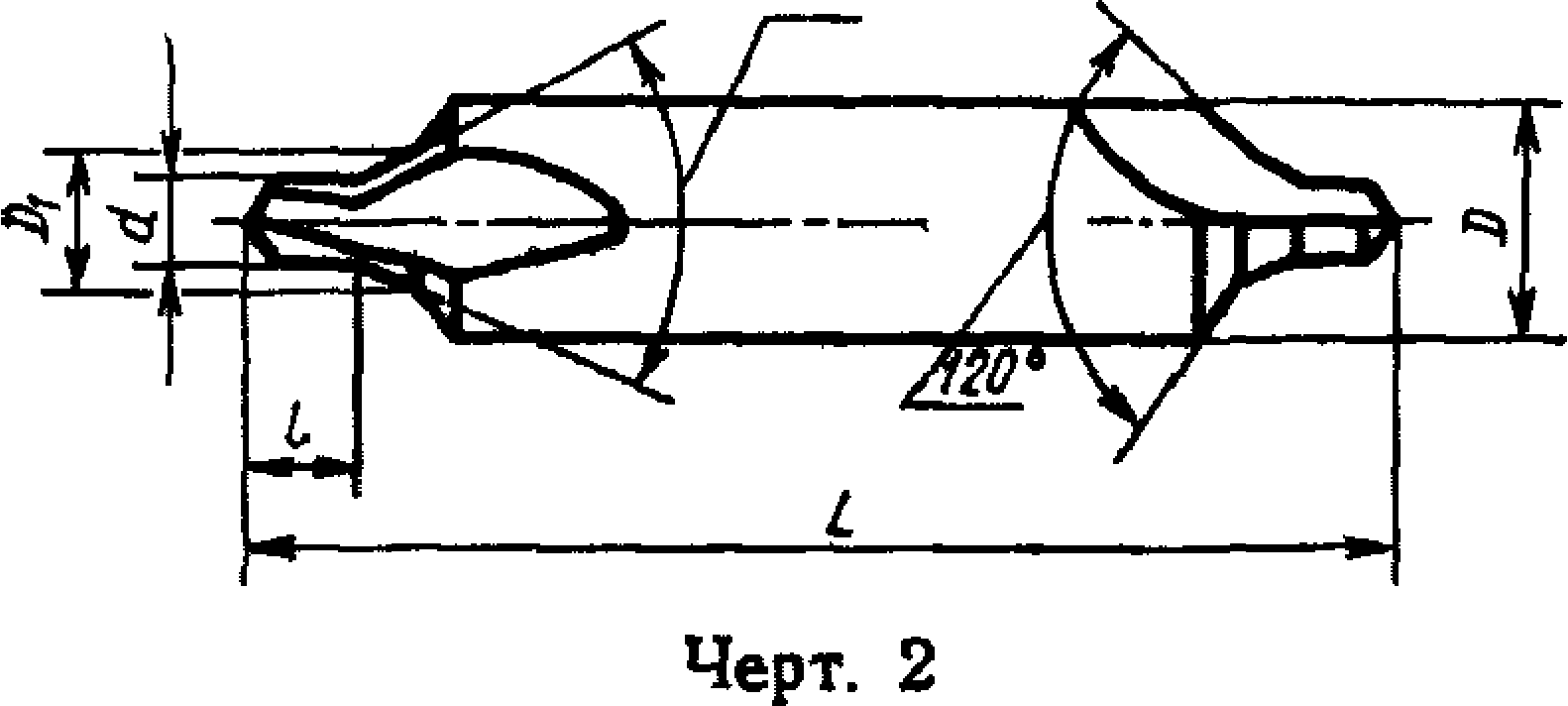
B - საბურღი ცენტრალური ხვრელების 60° უსაფრთხოების კონუსით 120°;
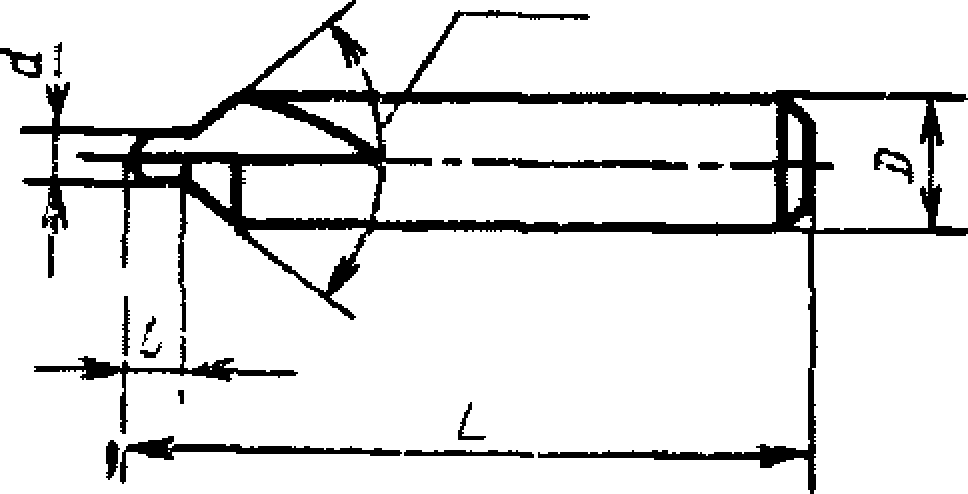
C - საბურღი 75° ცენტრის ხვრელების გარეშე უსაფრთხოების კონუსის გარეშე;
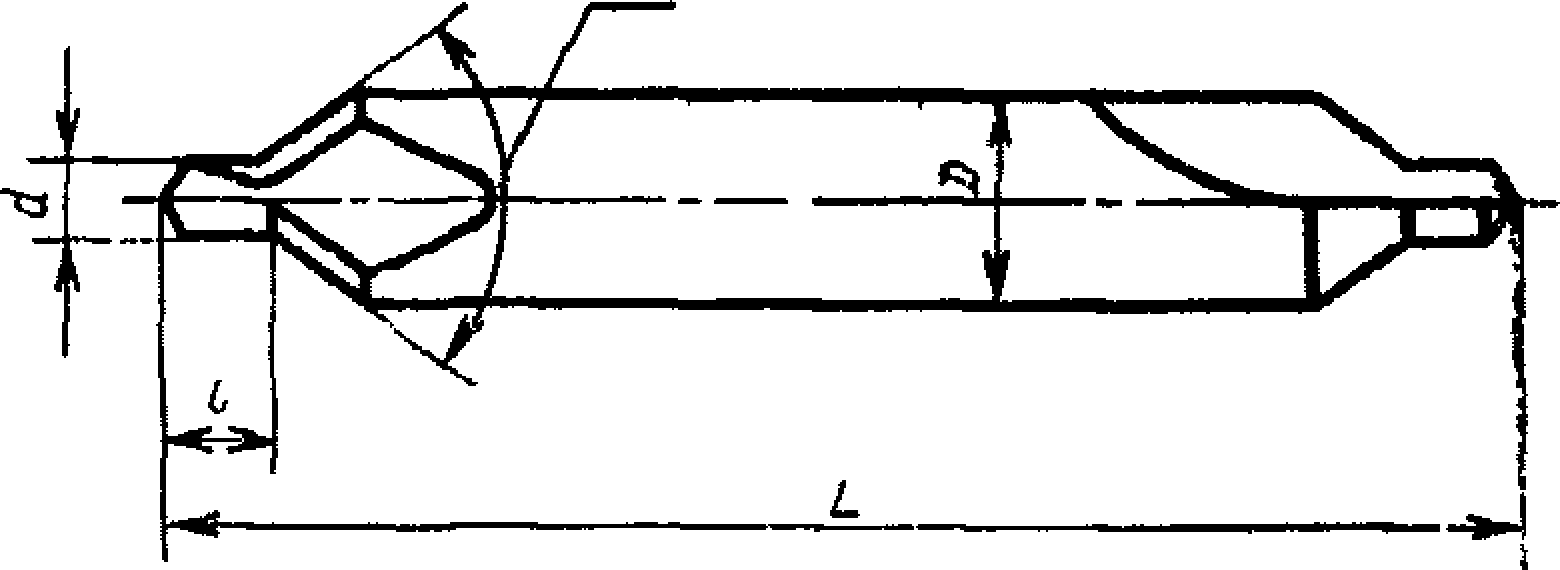
R - საბურღი ცენტრალური ხვრელების თაღოვანი გენერატრიქსით. თითოეული ტიპის საბურღი უნდა იყოს დამზადებული 2 ვერსიით, რომლებიც განისაზღვრება ზედაპირის უხეშობის პარამეტრებით.
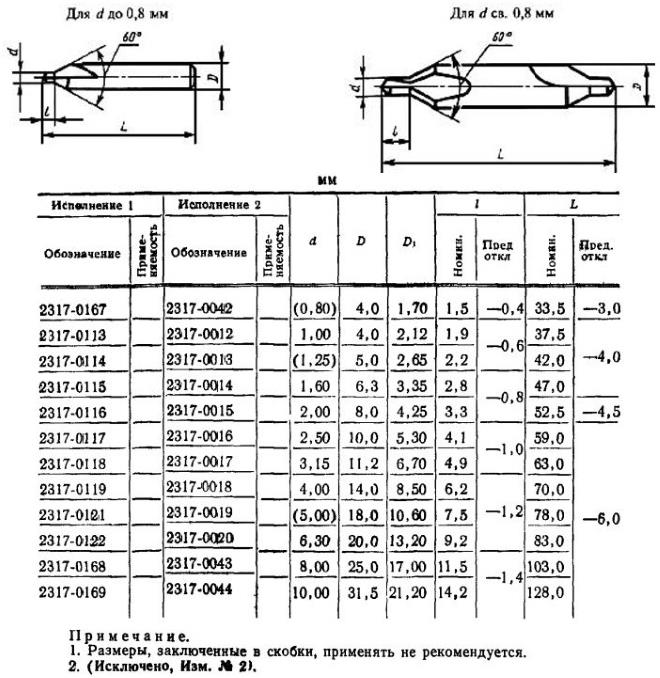
1.2. საბურღი ზომები უნდა შეესაბამებოდეს ნახაზში მითითებულს. 1-4 და ცხრილში. 1-4.
ოფიციალური პუბლიკაცია რეპროდუქცია აკრძალულია
* ხელახალი გამოცემა (1987 წლის სექტემბერი) შესწორებებით No1, 2, დამტკიცებული 1981 წლის ნოემბერში, 1986 წლის დეკემბერში (IUS 1-^-82, 3-87)
@ სტანდარტების გამომცემლობა, 1987 წ
დ 0,8 მმ-მდე დ წმ. 0,8 მმ
|
ვერსია 1 |
ვერსია 2 | ||||||||
|
Დანიშნულება |
Დანიშნულება | ||||||||
Შენიშვნა.
2. (ამოღებულია, შესწორება No2).
მაგალითი სიმბოლოსაბურღი ტიპი A, დიამეტრი d= 1.0 მმ, ვერსია 1:
საბურღი 2317-0101 GOST 14952-75 იგივე, ვერსია 2:
საბურღი 2317-0001 GOST 14952-75
|
ვერსია 1 |
ვერსია 2 | |||||||||
|
Დანიშნულება |
Დანიშნულება |
უმუშევრობა | ||||||||
Შენიშვნა.
1. ფრჩხილებში ჩასმული ზომები არ არის რეკომენდებული.
2. (გამორიცხულია, ცვლილება L
სიმბოლოს მაგალითი B ტიპის საბურღი, დიამეტრი d=l.0 მმ, ვერსია 1:
საბურღი 2317-0113 GOST 14952-75 იგივე, ვერსია 2:
საბურღი 2317-0012 GOST 14952-75
d-0 P-სთვის 8 მმ
იყიდება დ წმ. 0,8 მმ
ცხრილი 3
|
ვერსია 1 |
ვერსია 2 | ||||||||
|
Დანიშნულება |
Დანიშნულება | ||||||||
შენიშვნები: (გამორიცხულია, შესწორება No2).
სიმბოლოს მაგალითი C ტიპის საბურღი, დიამეტრი d=l.0 მმ, ვერსია 1:
საბურღი 2317-0124 GOST 14952-75
იგივე, შესრულება 2:
საბურღი 2317-0022 GOST 14952-75
დ 0,8 მმ-მდე
იყიდება დ წმ. 0,8 მმ
GOST 14952-75 C 5 ცხრილი 4
|
ვერსია 1 |
ვერსია 2 | |||||||||
|
Დანიშნულება |
ხელმისაწვდომობა |
Დანიშნულება |
უმუშევრობა | |||||||
Შენიშვნა. ფრჩხილებში ჩასმული ზომები არ არის რეკომენდებული.
R ტიპის საბურღი სიმბოლოს მაგალითი, დიამეტრი d-1.0 მმ, ვერსია 1:
საბურღი 2317-0129 GOST 14952-75
იგივე, შესრულება 2:
საბურღი 2317-0027 GOST 14952-75
1.1, 1.2. (შეცვლილი გამოცემა. შესწორება No2).
1.3. საბურღი დიზაინის ზომები და გეომეტრიული პარამეტრები მითითებულია რეკომენდებულ განაცხადში.
2. ტექნიკური მოთხოვნები
2.1. საბურღი უნდა იყოს დამზადებული მაღალსიჩქარიანი ფოლადისგან - GOST 19265-73 შესაბამისად.
2.2. ცენტრირების საბურღი სამუშაო ნაწილის სიმტკიცე უნდა იყოს:
3,15 მმ-მდე დიამეტრის ბურღებისთვის - 63...65 HRC 0;
3,15 მმ-ზე მეტი დიამეტრის ბურღებისთვის - 63...66 HRC 0.
ჩქაროსნული ფოლადისგან დამზადებული ბურღების სამუშაო ნაწილის სიმტკიცე 3% ან მეტი ვანადიუმის შემცველობით და 5% ან მეტი კობალტის შემცველობით უნდა იყოს უფრო მაღალი 1-2 HRC ერთეულით 3.
2.3. საბურღი ზედაპირის უხეშობის პარამეტრები GOST 2789-73-ის მიხედვით არ უნდა აღემატებოდეს ცხრილში მითითებულ მნიშვნელობებს. 5.
ცხრილი 5
2.2, 2.3. (შეცვლილი გამოცემა, შესწორება No2).
2.4. ბზარები, ნაპრალები, უხეში ლაქები და დაბინდული ფერები დაუშვებელია ცენტრირების ბურღების ზედაპირებზე (გარდა ღარებისა, სადაც ბორბლის გასვლის ადგილას დაშვებულია შეფერილი ფერები).
2.5. კომბინირებული წვრთნების ზომებში მაქსიმალური გადახრები არ უნდა აღემატებოდეს:
საბურღი ბიტის დიამეტრი:
|
დიამეტრი | |||||||
დამჭერი ცილინდრული ნაწილის დიამეტრი... b9; კონუსის კუთხეები 60° და 75°... მინუს 30";
კონუსის კუთხე 120°... ±1°.
შენიშვნა საბურღი ნაწილის ნომინალური დიამეტრის ზომები უნდა გაიზომოს ჭრის ნაწილის დასაწყისში.
2.6. A, B და C ტიპის ბურღვებს უნდა ჰქონდეთ დიამეტრის შემცირება საბურღი ნაწილზე თაღისკენ (უკუ კონუსური) 0,05-0,10 მმ სიგრძის 10 მმ-ზე.
2.7. კომბინირებული ბურღების ბირთვის გასქელება შუბისკენ 5 მმ სიგრძით უნდა იყოს:
3,15მმ-მდე დიამეტრის ბურღებისთვის......0,40მმ
» » » წმ. 3,15მმ......0,25მმ
2.8. საბურღი ნაწილის დამხმარე კიდეების რადიალური გადინების ტოლერანტობა დამჭერი ნაწილის ღერძთან შედარებით არ უნდა იყოს:
3,15 მმ-მდე დიამეტრის ბურღებისთვის... 0,03 მმ » * » ქ. 3,15მმ...0,04მმ
2.9. ღერძული გადინების ტოლერანტობა, შემოწმებული საჭრელი კიდეების ცენტრში, არ უნდა იყოს მეტი:
6,0 მმ-მდე დიამეტრის ბურღებისთვის... 0,10 მმ » * > ქ. 6.0 მმ-დან 10.0 მმ-მდე. ..0.13 მმ
» » » წმ. 10,0 მმ... 0,15 მმ
6 მმ-მდე დიამეტრის ბურღვებისთვის, საბურღი ნაწილის ბოლო გადინების ტოლერანტობის ნაცვლად, ნებადართულია შემოწმება:
საბურღი წვერზე კუთხის ნახევარში განსხვავება, რომელიც არ უნდა იყოს 1°30"-ზე მეტი;
სიმეტრიის ტოლერანტობა განივი კიდის რადიუსის გამოხატულებაში საბურღი სამაგრის ნაწილის ღერძთან მიმართებაში:
3.15 მმ-მდე დიამეტრის ბურღებისთვის. . . . , . , 0,05 მმ
» > » წმ. 3,15 მმ......0,10 მმ
(შეცვლილი გამოცემა, შესწორება No2).
2.10. ერთი საბურღი ბუმბულის სიგანეში განსხვავება არ უნდა იყოს:
3,15მმ-მდე დიამეტრის ბურღებისთვის......0,07მმ
» » » წმ. 3,15 მმ......0,10 მმ
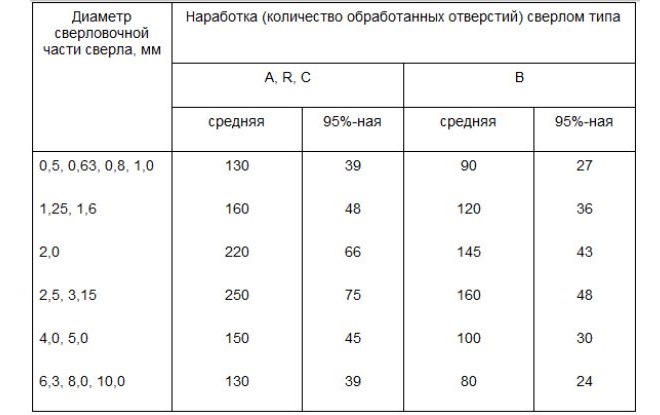
2.11. ჩავარდნამდე საშუალო დროის მნიშვნელობები და დადგენილი უშეცდომოდ მუშაობის დრო ფოლადისგან დამზადებული R6M5 ვერსია 2 განყოფილებაში მითითებულ სატესტო პირობებში. 4, არ უნდა იყოს ცხრილში მოცემულზე ნაკლები. 6.
ცხრილი 6
Შენიშვნა. 1 ვერსიის წვრთნებისთვის, საშუალო და მითითებული მომსახურების ვადის კორექტირების ფაქტორი არის 1.3.
2.12. 3,15 მმ-მდე დიამეტრის ცენტრირების ბურღების წარუმატებლობის კრიტერიუმია მსხვრევა, ხოლო 4 მმ-დან და ზემოთ - აცვიათ Az-ის მიღწევა უკანა ზედაპირის გასწვრივ ცხრილის შესაბამისად. 7.
2.11, 2.12. (დამატებით შეტანილი, შესწორება No2).
3. მიღების წესები
3.1. საბურღი მიღების წესები - GOST 23726-79-ის მიხედვით.
(შეცვლილი გამოცემა, შესწორება No1).
3.2. პერიოდული ტესტები, მათ შორის მარცხის საშუალო დრო, უნდა ჩატარდეს სამ წელიწადში ერთხელ მინიმუმ 5 წვრთნით.
ტესტები დადგენილი უშეცდომოდ მუშაობის დროს უნდა ჩატარდეს წელიწადში ორჯერ მინიმუმ 5 წვრთნით.
(შეცვლილი გამოცემა, შესწორება No1,2).
3.3-3.7. (გამორიცხულია, შესწორება No1),
4. ტესტის მეთოდები
4.1. წვრთნების ტესტირება უნდა ჩატარდეს საბურღი, ცენტრირებისა და ბრუნვის მანქანებზე დამხმარე ხელსაწყოების გამოყენებით, რომლებიც უნდა აკმაყოფილებდეს მათთვის დადგენილ სიზუსტისა და სიმტკიცის სტანდარტებს.
4.2. წვრთნები უნდა შემოწმდეს 45 კლასის ფოლადისგან დამზადებულ ნიმუშებზე GOST 1050-74 შესაბამისად 187-207 HB სიხისტე.
4.3. გამძლეობის ტესტები ტარდება B ტიპის, ასევე A, R ან C ტიპის ბურღებზე 0,5 დიამეტრით; 1.6; 2.0; 2.5; 4.0; 10.0 მმ ცხრილში მითითებულ რეჟიმებზე. 8.
4.3.1. წარუმატებლობამდე საშუალო დროის და დადგენილი წარუმატებლობის დროის მისაღები მნიშვნელობები არ უნდა იყოს ცხრილში მითითებულზე ნაკლები. 9.
4.4. შესრულების ტესტების შემდეგ, ბურღების საჭრელი კიდეები არ უნდა იყოს დაჭედილი, საბურღი უნდა იყოს შესაფერისი შემდგომი მუშაობისთვის.
4.5. საჭრელ სითხედ გამოიყენება ემულსოლის 5%-იანი (წონის მიხედვით) ხსნარი წყალში დინების სიჩქარით მინიმუმ 5 ლ/წთ.
ცხრილი 8
|
საბურღი ნაწილის დიამეტრი წვრთნები, მმ |
კვება, მმ/ბრუნი, ტიპებისთვის |
ბურღვის სიღრმე, მმ, ტიპებისთვის |
სიჩქარე |
დამუშავებული ხვრელების რაოდენობა |
||
|
შესრულების ტესტები |
||||||
|
ცხრილი 9 |
||||||
|
საბურღი ტიპის მუშაობის დროის მისაღები მნიშვნელობები |
||||||
|
საბურღი ნაწილის დიამეტრი | ||||||
|
წვრთნები, მმ | ||||||
|
0,5, 0,63, 0,8, 1,0 1,25, 1,6 2.0 2,5, 3,15 4,0, 5,0 6,3, 8,0, 10,0 | ||||||
4.6. წვრთნების სიმტკიცე იზომება GOST 9013-59 მიხედვით.
4.7. კონტროლი გარეგნობახორციელდება ვიზუალურად.
4.8. საბურღი ზედაპირის უხეშობის პარამეტრები უნდა შემოწმდეს უხეშობის ნიმუშებთან შედარებით GOST 9378-75 ან სტანდარტული ხელსაწყოებით, რომელთა ზედაპირის უხეშობის პარამეტრების მნიშვნელობები არ აღემატება 2.3 პუნქტში მითითებულს.
შედარება ხორციელდება ვიზუალურად გამადიდებელი შუშის გამოყენებით LP-2-4 x GOST 25706-83 შესაბამისად.
4.9. საბურღი პარამეტრების მონიტორინგისას გამოყენებული უნდა იყოს კონტროლის მეთოდები და საშუალებები, რომელთა შეცდომა არ უნდა იყოს მეტი: ხაზოვანი ზომების გაზომვისას - GOST 8.051-81-ში მითითებული მნიშვნელობები;
კუთხეების გაზომვისას - ტოლერანტობის მნიშვნელობის 35% იმისთვის, რაც შესამოწმებელია
ზედაპირების ფორმისა და ადგილმდებარეობის შემოწმებისას - შესამოწმებელი პარამეტრის ტოლერანტობის მნიშვნელობის 25%.
წმ. 4. (შეცვლილი გამოცემა, შესწორება M 2).
5. მარკირება, შეფუთვა, ტრანსპორტირება და შენახვა
5.1. თითოეული საბურღი მკაფიოდ უნდა იყოს მონიშნული:
ა) საბურღი ნაწილის დიამეტრი;
ბ) მწარმოებლის სასაქონლო ნიშანი?
გ) საბურღი აღნიშვნა;
დ) ფოლადის კლასი.
შენიშვნები:
1. 10 მმ-ზე მეტი დიამეტრის D ბურღებისთვის დასაშვებია ბურღის აღნიშვნის ბოლო ოთხი ციფრის მონიშვნა; 10 მმ-ზე ნაკლები დიამეტრის მქონე ბურღვებისთვის აღნიშვნა არ შეიძლება იყოს მონიშნული.
I. ფოლადის კლასის R6M5, R6AMB შეიძლება არ იყოს მარკირებული.
3. ფოლადის კლასის ნაცვლად ნებადართულია ვოლფრამის 3%-მდე შემცველობის მქონე ფოლადისთვის ასოების „HS“ აღნიშვნა, 6% და მეტი ვოლფრამის შემცველობის მქონე ფოლადისთვის ასო „HS“, ასოები „ HSCo” კობალტის შემცველი ფოლადისთვის, ფოლადის კლასის ia ეტიკეტების მითითებით.
(შეცვლილი გამოცემა, შესწორება No2).
5.2. VU-1 წვრთნების შიდა შეფუთვა შეესაბამება GOST 9.014-78.
5.3. შეფუთვის, ეტიკეტირების, ტრანსპორტირებისა და შენახვის სხვა მოთხოვნები შეესაბამება GOST 18088-83.
5.2, 5.3. (შეცვლილი გამოცემა, შესწორება No2).
წმ. 6. (ამოღებულია, შესწორება No2).
ერთად და
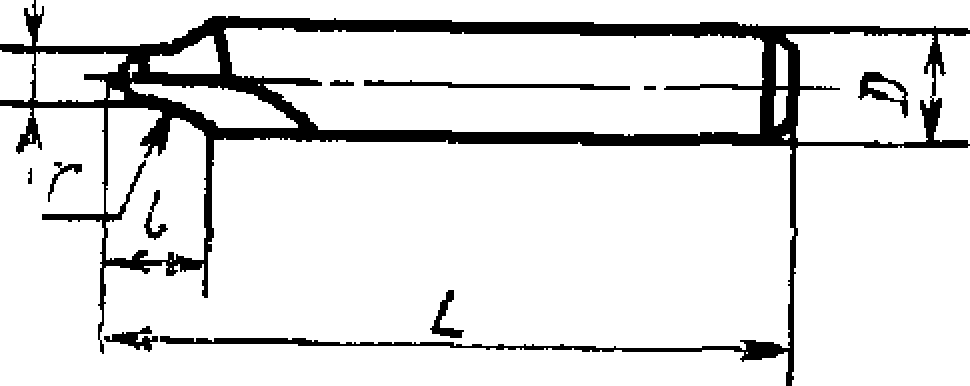
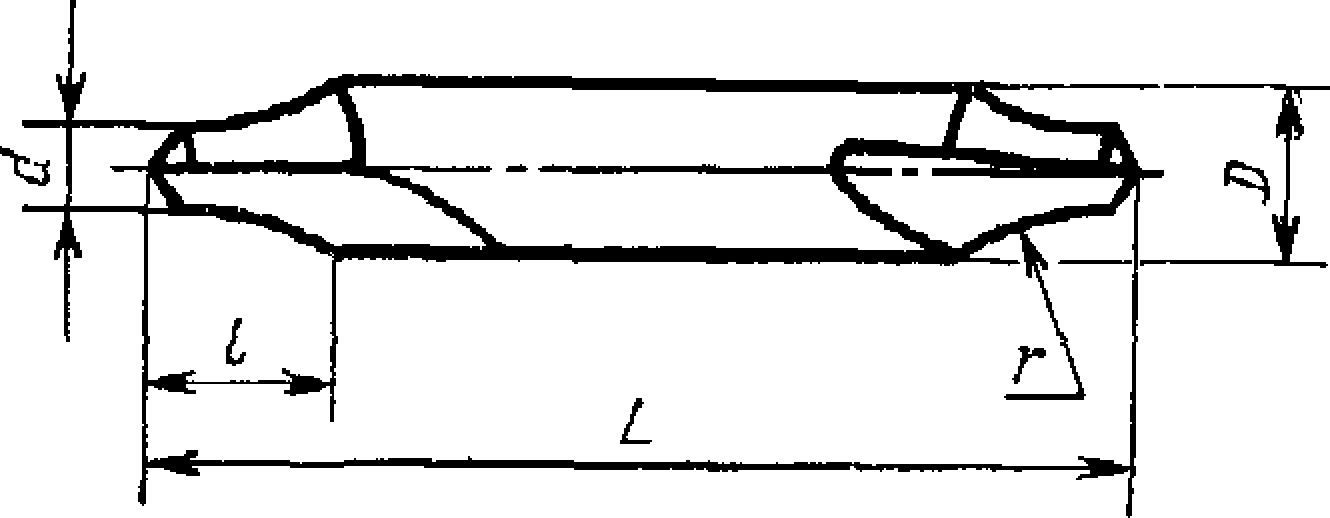
წვრთნების დიზაინი, ზომები და გეომეტრიული პარამეტრები მითითებულია ნახ. I-4 და მაგიდა. 1-4.
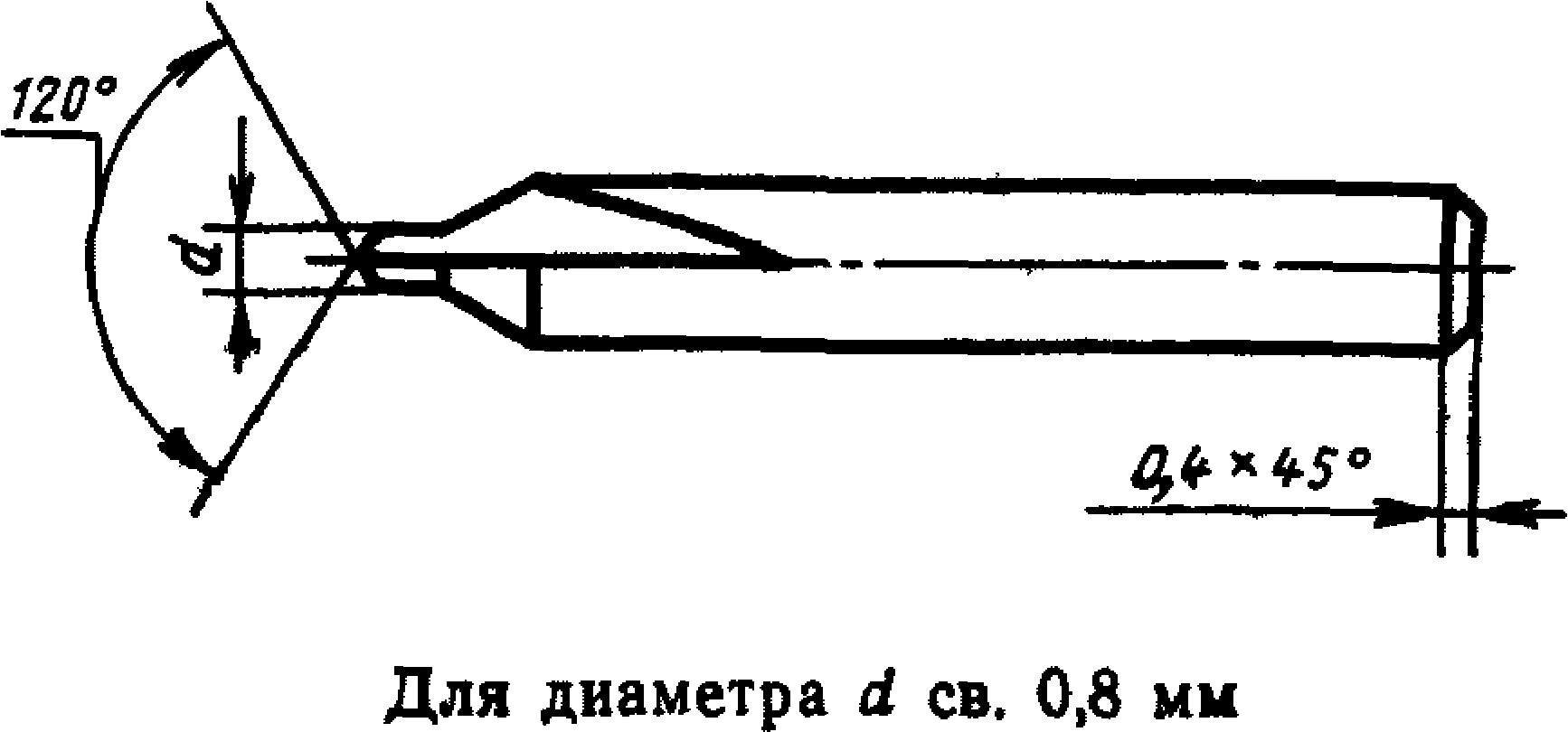
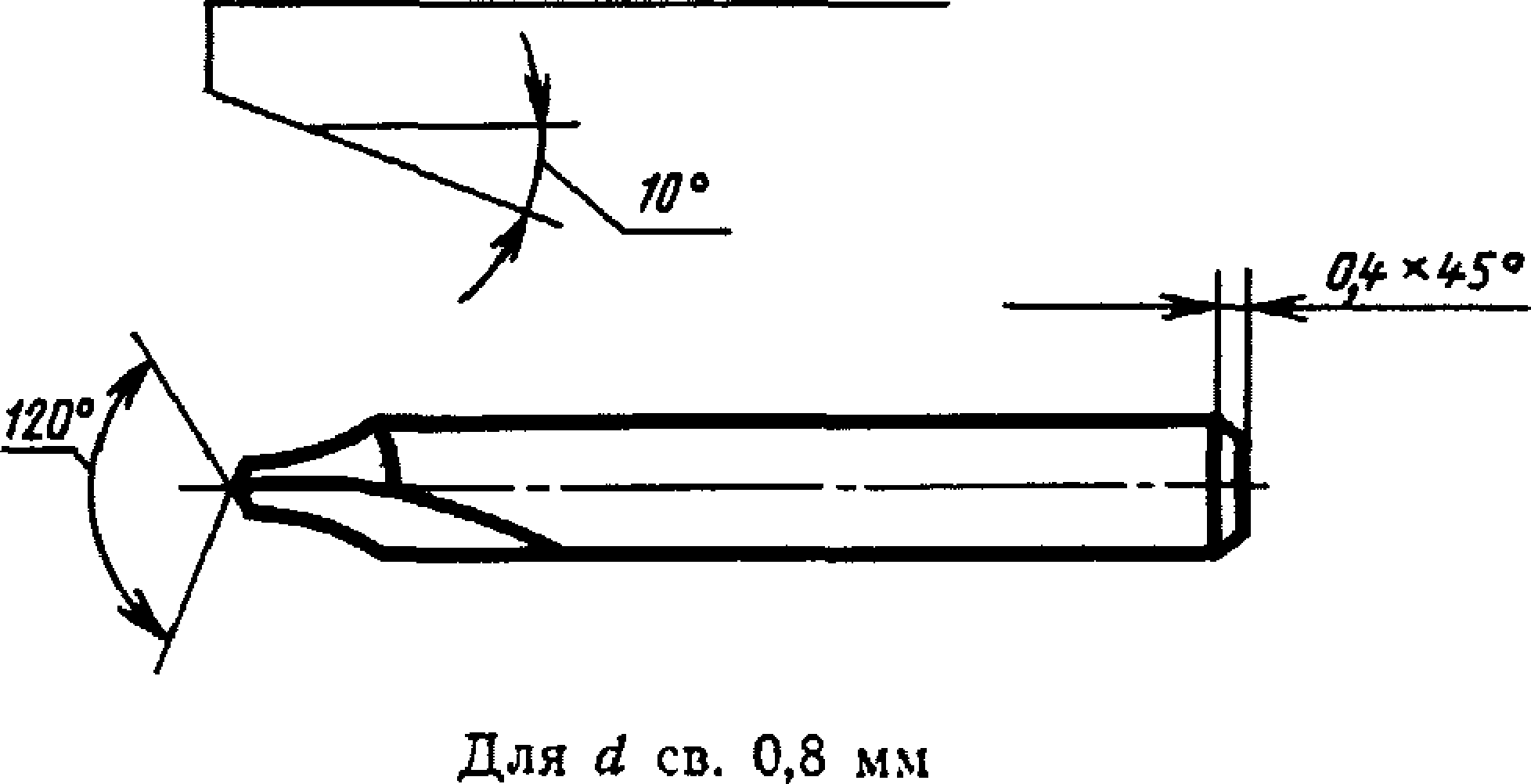
ფორმა 1. ირიბი ფლეიტის საბურღი
დიამეტრისთვის d 0,8 მმ-მდე
დიამეტრებისთვის d წმ. 0,8 მმ
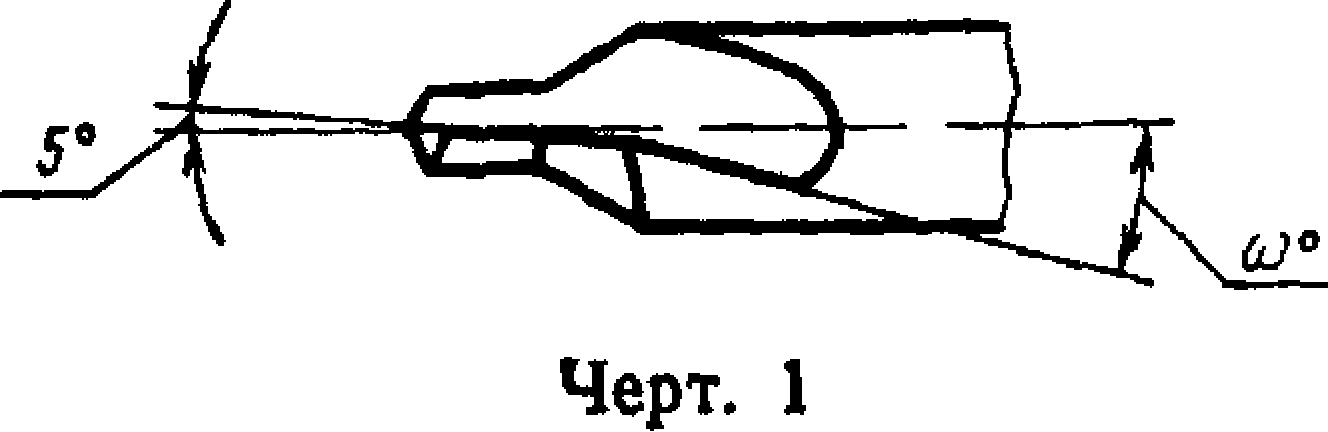
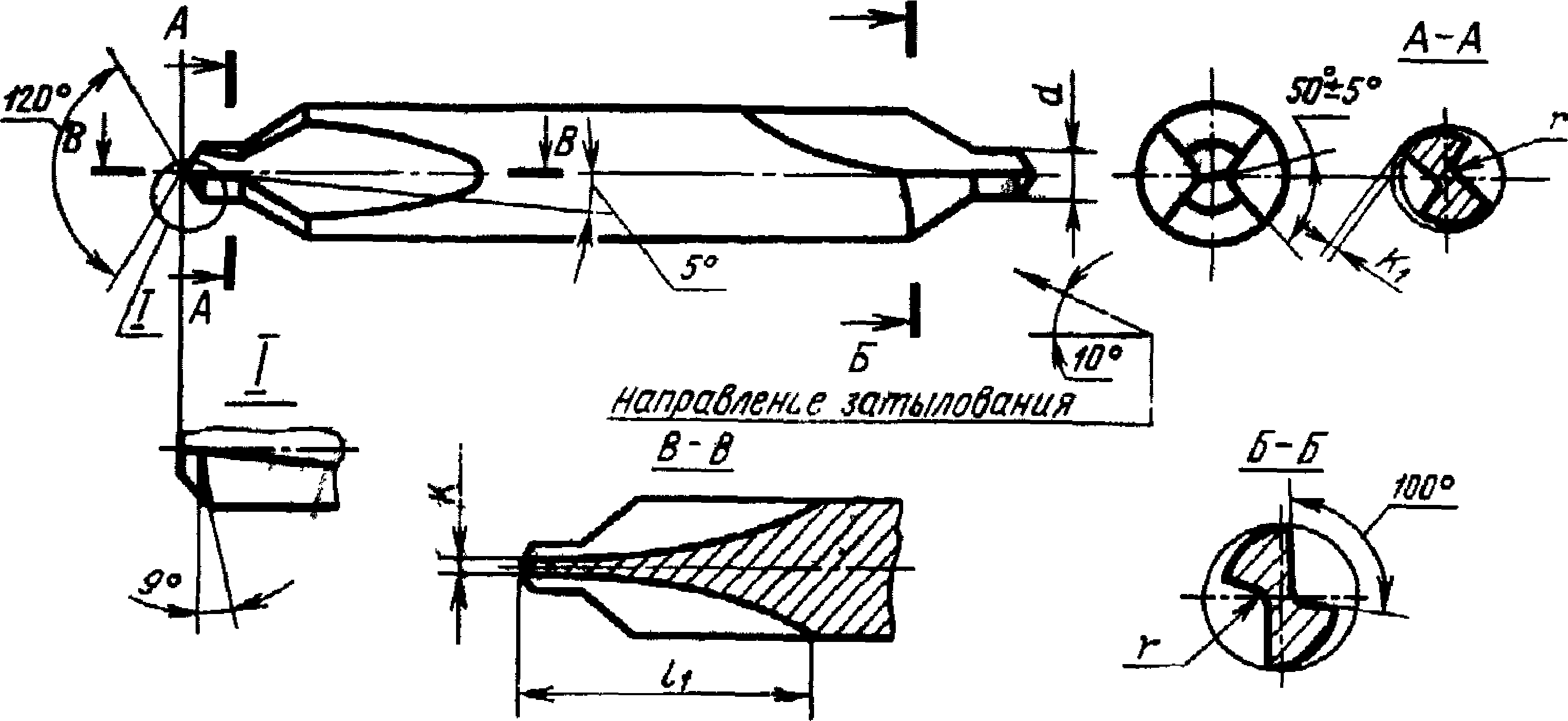
ფორმა. 1. ირიბი ფლეიტის საბურღი
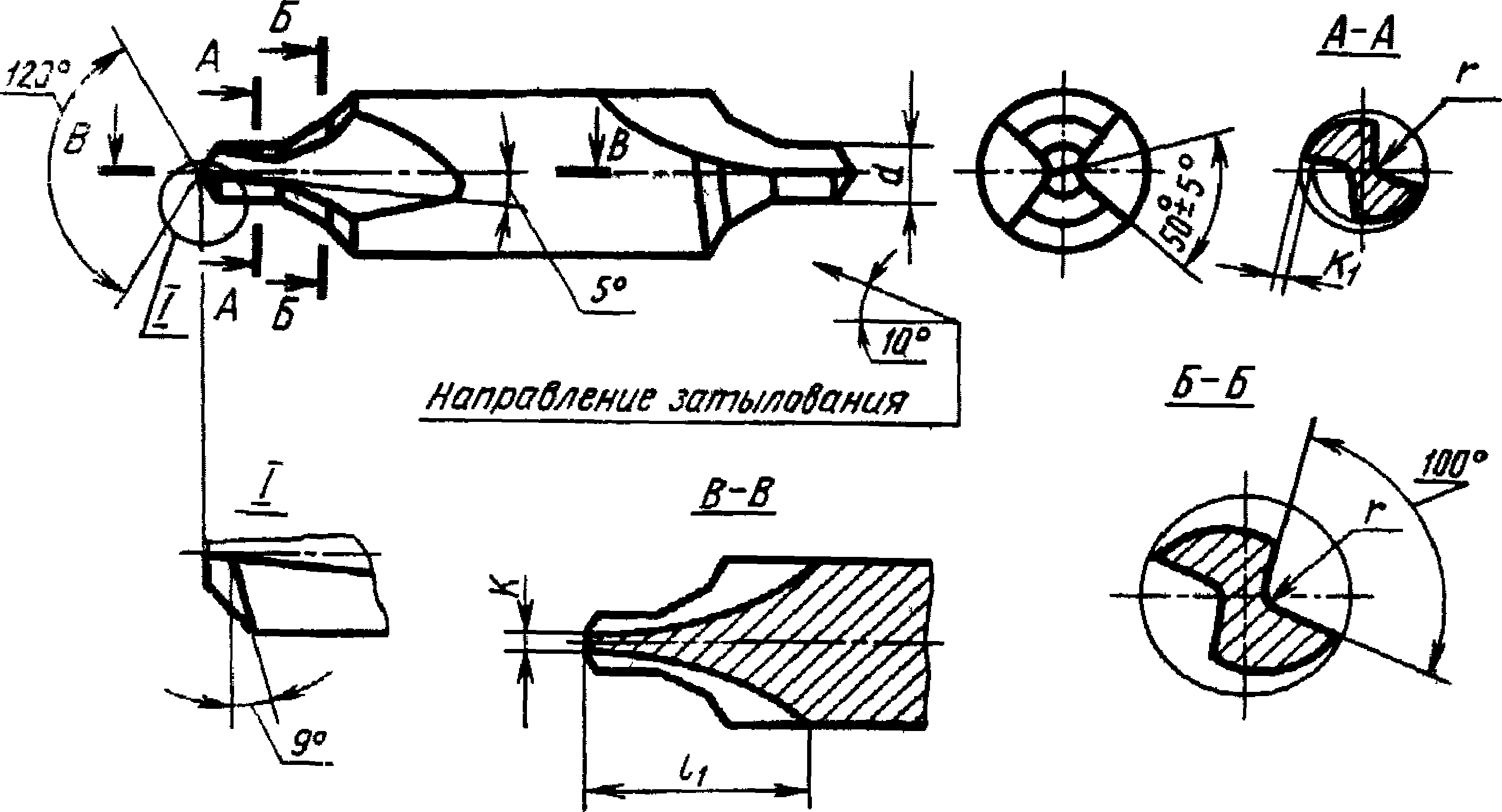
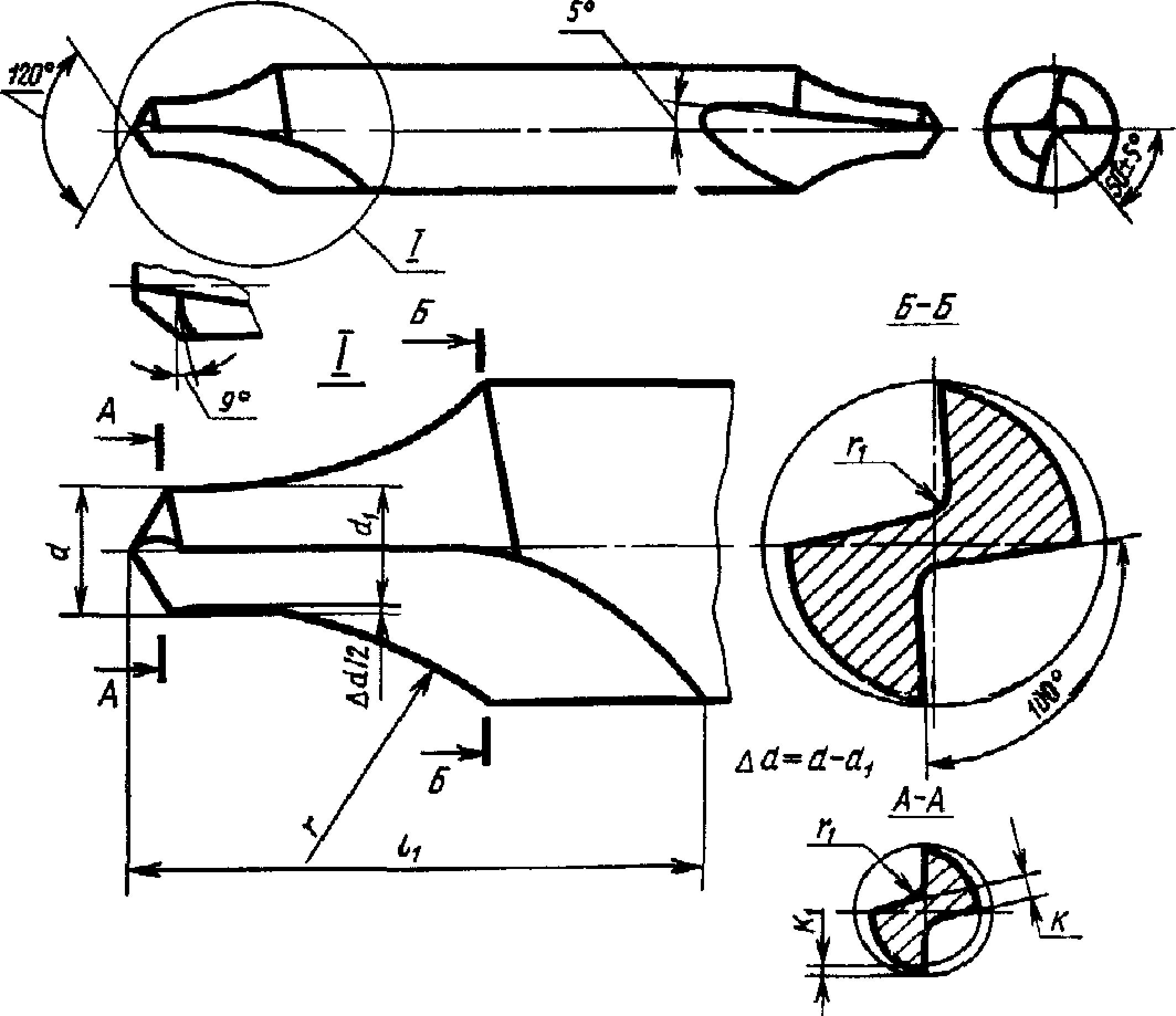
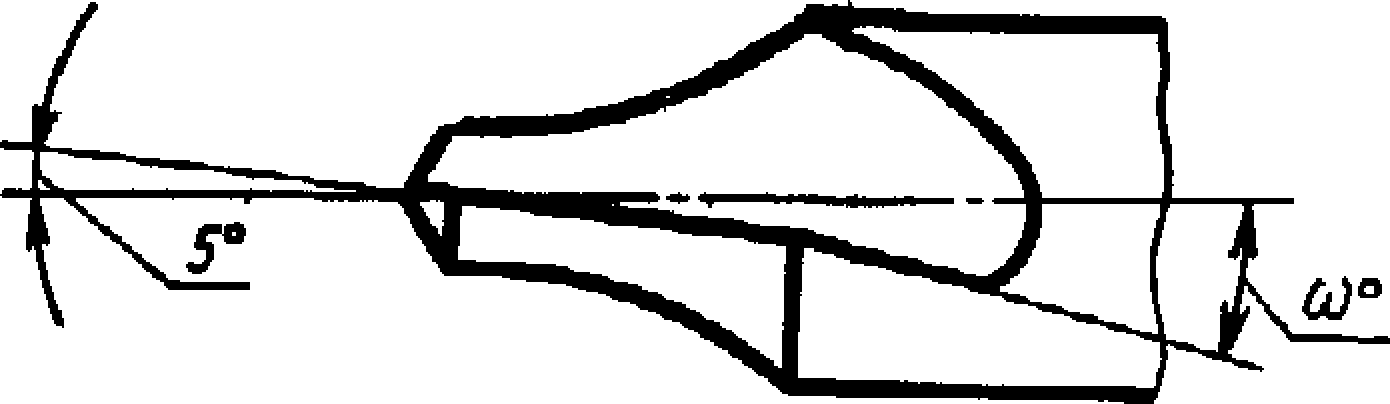
ფორმა 2. ბურღები ხვეული ფლეიტით
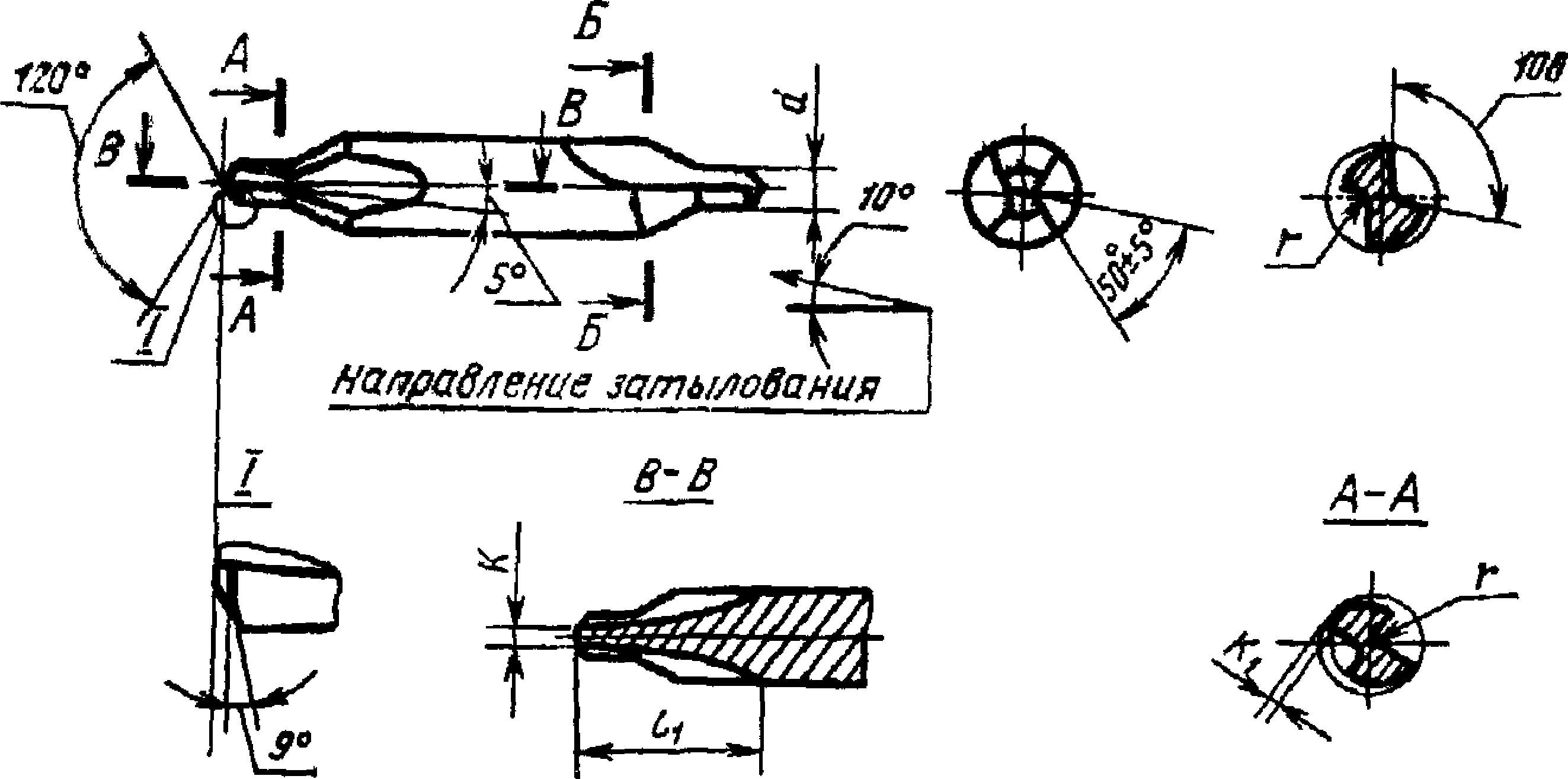
Შენიშვნა. 100°-ის კუთხე და r რადიუსი მოცემულია ღარის დახრილობის პერპენდიკულარულ მონაკვეთში.
დიამეტრისთვის d «0.8 მმ
ცხრილი 3
ფორმა 1. ირიბი ფლეიტის საბურღი
თხრის მიმართულება ^ la ^ მმ-მდე
ფორმა 2. ბურღები ხვეული ფლეიტით
Შენიშვნა. 100°-ის კუთხე და r რადიუსი მოცემულია ღარის დახრილობის პერპენდიკულარულ მონაკვეთში.
ცხრილი 4
შეცვლა Mk 3 GOST 14952-75 კომბინირებული ცენტრირების წვრთნები. სპეციფიკაციები
დამტკიცდა და ძალაში შევიდა სსრკ პროდუქტის ხარისხის მართვისა და სტანდარტების სახელმწიფო კომიტეტის 1990 წლის 28 მაისს Jfc 1324 დადგენილებით.
შესავლის თარიღი 01.01.01
შესავალი ნაწილი. მეორე პუნქტი უნდა წაიშალოს.
(გაგრძელება, გვ. 134)
პუნქტი 1.1. მეხუთე აბზაცი. გამორიცხეთ დიდება: "განისაზღვრება ზედაპირის უხეშობის პარამეტრებით."
2.5 პუნქტი ახალი რედაქციით ჩამოყალიბდეს: „2.5. კომბინირებული წვრთნების ზომებში მაქსიმალური გადახრები არ უნდა აღემატებოდეს:
საბურღი ბიტის დიამეტრი. , „. . კ 12
დამჭერი ცილინდრული ნაწილის დიამეტრი. . h9
(გაგრძელება 135 გვერდზე)
კონუსის კუთხეები 60 r და 75° ........-30"
კონუსის კუთხე 120°......... ±1°.
Შენიშვნა. საბურღი ნაწილის ნომინალური დიამეტრის ზომები უნდა გაიზომოს ჭრის ნაწილის დასაწყისში“.
პუნქტები 2.11, 4.3.1. სიტყვა „დაინსტალირებული“ ჩანაცვლება „96%-ით“; ცხრილი 6. 9. სიტყვა: „დაინსტალირებული“ ჩაანაცვლეთ „95%-ით“ (4-ჯერ). მე-2 ნაწილს დაემატოს პუნქტები - 2.13, 2.14: „2.13. თითოეული საბურღი მკაფიოდ უნდა იყოს მონიშნული:
საბურღი ნაწილის დიამეტრი; მწარმოებლის სავაჭრო ნიშანი; საბურღი აღნიშვნა (ბოლო ოთხი ციფრი); ფოლადის კლასი.
შენიშვნები:
1. W მმ-ზე ნაკლები დიამეტრის D ბურღებზე დასაშვებია ბურღის აღნიშვნის არ მონიშვნა.
(გაგრძელება 136 გვერდზე)
2. დასაშვებია ფოლადის კლასების R6LK5, R6AM5 მარკირება.
3. დაშვებულია ჩქაროსნული ფოლადის ხარისხის ნაცვლად მარკირება ასოებით HSS, კობალტის შემცველი ფოლადის კლასებისთვის - ასოებით HSSC 0>, ხოლო ხარისხი ახლა მხოლოდ ეტიკეტებზეა მითითებული.
2.14. სატრანსპორტო და სამომხმარებლო კონტეინერების შეფუთვა, მარკირება - GOST 18088-83-ის შესაბამისად.“
პუნქტი 3.2. მეორე პუნქტი უნდა იყოს მითითებული ახალ გამოცემაში: „ტესტები 95% უშეცდომოდ მუშაობის დროზე უნდა ჩატარდეს წელიწადში ერთხელ მინიმუმ 5 წვრთნაზე“.
მე-5 ნაწილი ახალ რედაქციაში შეიტანება:
<5. Транспортирование и хранение
წვრთნების ტრანსპორტირება და შენახვა - GOST 18088-83-ის მიხედვით.
(IUS 8 1990)
მიტანილია სანაპიროზე სროლის გალერეა 6000
რედაქტორი V. S. Babkina ტექნიკური რედაქტორი M. I. Maksimova კორექტორი L. S. Chernousova
12.08.S7 ქვე. ღუმელში 11/10/87 1.25 ელ. პ.ლ. 1.25 ელ, კრ.-ოთ. 0.92 აკადემიური გამოცემა ლ.
ფასი 5 კაპიკი.
ღირსების სამკერდე ორდენი * სტანდარტების გამომცემლობა, 123840, მოსკოვი, GSP, Novopresnensky per. .3 ტიპი. "მოსკოვის პრინტერი*. მოსკოვი, ლიალინის შესახვევი, 6. ზაქ. 1194 წ
ცენტრის საბურღი მიეკუთვნება კომბინირებული ტიპის ხელსაწყოების კატეგორიას: ის შეიძლება გამოყენებულ იქნას ხვრელების შესაქმნელად სხვადასხვა მასალისგან დამზადებულ ნაწილებში (თუჯი, ჩვეულებრივი და შენადნობი ფოლადები, ლითონ-კერამიკული შენადნობები ბრინჯაოსა და რკინის საფუძველზე). ასეთი წვრთნების დახმარებით, როგორც მათი სახელი გულისხმობს, იქმნება ხვრელები სამუშაო ნაწილების შემდგომი დამუშავებისთვის, როდესაც ისინი ფიქსირდება ცენტრებში.
წარმოება და ძირითადი პარამეტრები
საბურღი, რომელსაც ცენტრალური საბურღი ეწოდება, არის პროფესიონალური ხელსაწყო, რომელსაც ძირითადად იყენებენ მსხვილი და საშუალო ზომის საწარმოები, რომლებსაც აქვთ ლათმები და საღარავი მანქანები თავიანთ არსენალში. მისი წარმოება რეგულირდება ისეთი დოკუმენტით, როგორიცაა GOST 14952-75. ცენტრირების ბურღების გამოყენებით კეთდება ხვრელები, რომელთა ღერძი პერპენდიკულარულია სამუშაო ნაწილის ზედაპირზე.
უნდა აღინიშნოს, რომ არცერთი სხვა ლითონის დამუშავების ხელსაწყო არ იძლევა საშუალებას მიაღწიოს ასეთ სიზუსტეს ხვრელების ფორმირებაში, ისევე როგორც მათი მაღალი ხარისხი.

ცენტრალური ბურღის გამოყენებით ხვრელების გაკეთებისას, დამუშავების დროს შეცდომების დაგროვების ალბათობა ნულამდე მცირდება. ბევრი სხვა ტიპის საბურღი არ იძლევა საშუალებას, რომ წვრთნები აწარმოონ ხვრელები, რომელთა ზომები და მდებარეობა მკაცრად შეესაბამება ნახაზს. GOST 14952-75 განსაზღვრავს ამ ტიპის საბურღი დიამეტრის ფართო სპექტრს: 0,5-დან 10 მმ-მდე. ეს მარეგულირებელი დოკუმენტი ასევე განსაზღვრავს ცენტრირების სავარჯიშოების 4 ძირითად ტიპს:
- ა - ცენტრირების ხვრელების ფორმირებისთვის, რომელთა გვერდების კონუსურია 60 გრადუსი (ასეთ ბურღვებს არ აქვთ საჭრელი ზედაპირი, რომელიც ქმნის ე.წ. უსაფრთხოების კონუსს);
- B – სამუშაო ნაწილზე უსაფრთხოების კონუსით ცენტრირების ხვრელების გასაკეთებლად (მისი გვერდების ბრუნვის კუთხე 120 გრადუსია);
- C – 75 გრადუსიანი ბრუნვის კუთხით დამცავი კონუსის გარეშე ცენტრირების ხვრელების შექმნა;
- R – ცენტრირების ხვრელების ფორმირებისთვის, რომელთა ფორმირების ზედაპირებს აქვთ რკალისებური კონფიგურაცია.
ზემოთ წარმოდგენილი თითოეული კატეგორიის წვრთნები ხელმისაწვდომია ორ ვერსიაში: ძირითადი საჭრელი წვერის დიამეტრით მილიმეტრის რვა მეათედამდე (პირველი ტიპი) და რვა მეათედზე მეტი მილიმეტრით (მეორე ტიპი). პირველი ტიპის ცენტრირების ხელსაწყოს გამოყენებისას, ჩამოყალიბებული ცენტრის ხვრელის კედლების უხეშობა ნაკლებია, ვიდრე რვა მეათედი მილიმეტრის წვერის დიამეტრის მქონე ხელსაწყოს გამოყენებისას. ამრიგად, ამა თუ იმ ტიპის საბურღი არჩევანი ძირითადად გავლენას ახდენს წარმოქმნილი ხვრელის კედლების უხეშობის ხარისხის მოთხოვნებით.
თქვენ შეგიძლიათ განსაზღვროთ, თუ რა ტიპის ხელსაწყო გიჭირავთ ხელში მისი მარკირებით, რომლის წესებიც დადგენილია GOST 14952-75-ით. ამრიგად, ცენტრირების საბურღი მარკირება იგივე გეომეტრიული პარამეტრებით, მაგრამ სხვადასხვა ტიპის, ასე გამოიყურება:
- "A" კატეგორიის წვრთნები, რომელთა დიამეტრი არის 1 მმ: შესრულების პირველი ტიპი - 2317-0101, მეორე ტიპი - 2317-0001.
- "B" კატეგორიის წვრთნები, რომელთა დიამეტრი ასევე არის 1 მმ: პირველი ტიპი - 2317-0113, მეორე - 2317-0012.
- კატეგორიის "C" ხელსაწყო დიამეტრით 1 მმ: პირველი ტიპი - 2317-0124, მეორე - 2317-0022.
- იგივე დიამეტრის "R" კატეგორიის წვრთნები: პირველი ტიპი - 2317-0129, მეორე - 2317-0027.

სხვადასხვა ტიპის ცენტრირების წვრთნების ყველა გეომეტრიული პარამეტრი განისაზღვრება GOST 14952-75, რომელშიც ისინი წარმოდგენილია შესაბამის ცხრილებში.
პირველადი მოთხოვნები
საბურღი, რომელიც შექმნილია ცენტრირების ხვრელების შესაქმნელად, მზადდება. მარეგულირებელი დოკუმენტის მოთხოვნების შესაბამისად, ამ მასალამ უნდა უზრუნველყოს შემდეგი სიხისტის პარამეტრები დიამეტრის მქონე ხელსაწყოს სამუშაო ნაწილისთვის:
- 3,15 მმ-ზე ნაკლები – 63–65 HRC;
- 3,15 მმ-ზე მეტი – 63–66 HRC.
ცენტრირების ტიპის საბურღი დიამეტრს შეიძლება ჰქონდეს გადახრები, რომელთა ზღვრული მნიშვნელობები ასევე მითითებულია მარეგულირებელ დოკუმენტში:
- 5 მმ-ზე მეტი დიამეტრის ხელსაწყოებისთვის – +0,15 მმ;
- 2,5–5 მმ – +0,12 მმ;
- 0,8–2,5 მმ – +0,1 მმ;
- 0,8 მმ-მდე – +0,05 მმ.
მარეგულირებელი დოკუმენტი ასევე ჩამოთვლის მოთხოვნებს ცენტრირების ტიპს მიკუთვნებული ბურღების ზედაპირის მდგომარეობის შესახებ: მასზე არ უნდა იყოს ბზარები, ნაკაწრები, შეფერილი ფერები ან უხეში ლაქები. მიღებულია, რომ დაბინდული ფერები შეიძლება იყოს ღარების მიდამოში - იქ, სადაც გამოდის სახეხი ბორბალი.
სტანდარტში ასევე მითითებულია ცენტრის ხელსაწყოს გაუმართაობის კრიტერიუმები, რომელიც 3.15 მმ-მდე დიამეტრის ბურღვებისთვის ხდება მათი გატეხვის შემთხვევაში, ხოლო 4 მმ-ზე მეტი დიამეტრის ხელსაწყოსთვის - მისი ცვეთის შემთხვევაში. უკანა ზედაპირი შესაბამის ცხრილებში მითითებული რაოდენობით.
ბუმბულის სიგანეში განსხვავება უნდა იყოს შემდეგი საზღვრებში დიამეტრის ბურღვებისთვის:
- 3,15 მმ-მდე - არაუმეტეს შვიდასი მილიმეტრისა;
- 3,15 მმ-ზე მეტი - არაუმეტეს მმ-ის მეათედი.
Ხარისხის კონტროლი
საბურღი, რომელიც გამოიყენება ცენტრირების ხვრელების გასაკეთებლად, ისევე როგორც ცენტრირების საჭრელები, არის პროფესიონალური იარაღები, ამიტომ ისინი ძალიან პასუხისმგებლიანი მიდგომით აკვირდებიან მათ ტექნიკურ მახასიათებლებს.
ცენტრირების ხელსაწყოების ხარისხის კონტროლის ერთ-ერთი ყველაზე მნიშვნელოვანი ეტაპია მათი შესრულების ტესტირება, რომელიც ტარდება 45 ფოლადისგან დამზადებულ სპეციალურ ნიმუშებზე, რომელთა სიმტკიცე 187-დან 207 ერთეულამდეა HB მასშტაბით. ტესტირების დროს, ტესტირებადი ცენტრის საბურღი ადარებენ იმას, თუ როგორ იქცევა სხვა ინსტრუმენტი მსგავს პირობებში, რომლის სიხისტე და სიზუსტის პარამეტრები ზუსტად არის განსაზღვრული.
ლითონის დამუშავებისას მისი შემოწმების შემდეგ, ცენტრალიზებულ ბურღს არ უნდა ჰქონდეს ჭრის ადგილები მის საჭრელ ნაწილზე. ტესტერები აფასებენ შესაძლებელია თუ არა მისი გამოყენება შემდგომი დამუშავებისთვის. ასეთი კონტროლისთვის გამოყენებული საშუალებებია გამადიდებელი შუშა და საზომი ხელსაწყო, რომელიც აუცილებელია შესამოწმებელი ბურღის გეომეტრიული პარამეტრების ნახაზზე მითითებულ მნიშვნელობასთან შესადარებლად. ცენტრირების ხელსაწყოს გეომეტრიული პარამეტრების შემოწმებისას სტანდარტი (GOST 8.051-81) იძლევა შემდეგი შეცდომების დაშვებას.
- 25%-იანი გადახრა ნახაზში მითითებული ტოლერანტობიდან დასაშვებია ხელსაწყოს ზედაპირების შედარებითი პოზიციისა და ხაზოვანი გეომეტრიული პარამეტრებისთვის.
- წვრთნების კუთხური პარამეტრებისთვის დასაშვებია 35%-იანი გადახრა მითითებული ტოლერანტობიდან.
ინსტრუმენტის გეომეტრიული პარამეტრების შემოწმების სქემა ასევე წარმოდგენილია ზემოხსენებულ GOST-ში. ცენტრის საბურღი სიხისტეზე ტესტირების წესები, ასევე საზომი ხელსაწყოების გამოყენების რეკომენდაციები მითითებულია GOST 9013-59-ში.
ხელსაწყო, რომელიც გამოიყენება ცენტრირების ხვრელების გასაკეთებლად, ასევე მოწმდება ზედაპირის უხეშობაზე, რისთვისაც იგი შედარებულია სხვა ბურღთან - საცნობარო ბურღთან. მოთხოვნები ხელსაწყოს ზედაპირის უხეშობის მნიშვნელობის შესახებ დადგენილია შესაბამის სტანდარტში (9378-75).
როგორც დამუშავების პროცესში, ცენტრირების ხელსაწყოს ტესტირებისას უნდა იქნას გამოყენებული გამაგრილებელი საპოხი, რომელიც არის 5%-იანი ემულსოლის წყალხსნარი.
ხუთ ან მეტ ინსტრუმენტზე ჩატარებული დაგეგმილი ტესტები ტარდება შემდეგი სიხშირით:
- შეამოწმეთ უპრობლემოდ მუშაობა - წელიწადში ორჯერ;
- შეამოწმეთ საშუალო დრო მარცხამდე - სამ წელიწადში ერთხელ.
გამოიყენეთ სახლში
იმისდა მიუხედავად, რომ ცენტრირების წვრთნები პროფესიონალურია, ბევრმა სახლის ხელოსანმა იპოვა მათი წარმატებული გამოყენება. ასეთი წვრთნები ძალიან პოპულარულია რადიომოყვარულებში, რომლებსაც ხშირად უწევთ ბეჭდური მიკროსქემის დაფებზე მცირე დიამეტრის ხვრელების გაბურღვა. მათი დიზაინის თავისებურებების გამო მაღალი სიხისტის ქონა, ასეთ სიტუაციებში ცენტრირების ტიპის საბურღი უფრო სასურველია, ვიდრე სტანდარტული მცირე დიამეტრის საბურღი ხელსაწყო.

სახლში ძირითადად გამოიყენება ცენტრირების ტიპის წვრთნები, რომელთა დიამეტრი მილიმეტრის ხუთიდან რვა მეათედამდეა. ეს აიხსნება იმით, რომ ეს არის ხელსაწყო მცირე დიამეტრის საჭრელი ნაწილით, რომელიც ყველაზე ეფექტურად წყვეტს ბევრ ყოველდღიურ პრობლემას.
ერთ-ერთი ოპერაცია, რომელიც წარმატებით შეიძლება შესრულდეს ცენტრირების ხელსაწყოს გამოყენებით, არის ხრახნების ან ხრახნების გაბურღვა, რომელთა ამოღებაც შეუძლებელია ჩვეულებრივი ხრახნიანი საშუალებით. ცენტრირების ხელსაწყოს გამოყენებით, ასეთი დაუმორჩილებელი შესაკრავების თავები უბრალოდ გაბურღულია, რის შემდეგაც მათი ადვილად ამოღება შესაძლებელია. ამ პრობლემის გადაჭრის უმარტივესი გზაა ხრახნის ან ხრახნის თავის გაბურღვა, რომელსაც აქვს ფილიპსის ტიპის ხრახნები. თუ ჩვენ ვსაუბრობთ თავზე, რომელსაც აქვს სლოტები სწორი ხრახნისთვის, მაშინ ის ჯერ უნდა იყოს მონიშნული საბურღი ზუსტი ადგილმდებარეობის მითითებით.

ნებისმიერი სახლის ხელოსნისთვის რთული არ იქნება ნებისმიერი დიამეტრის ცენტრირების ხელსაწყოს შეძენა. დღესდღეობით უფასო გასაყიდად ხელმისაწვდომია საბურღების დიდი ასორტიმენტი, როგორც შიდა, ასევე უცხოური ბრენდების ჩათვლით.
თუ ვსაუბრობთ სახლის ხელოსნების პრეფერენციებზე, მაშინ, მიმოხილვებისა და რეკომენდაციების მიხედვით ვიმსჯელებთ, მათ შორის ძალიან პოპულარულია ცნობილი Dormer ბრენდის ქვეშ წარმოებული ცენტრის წვრთნები. ეს ხელსაწყო გამოირჩევა მაღალი ხარისხის დამუშავებით, რაც შეიძლება მისი ფოტოდანაც კი ვიმსჯელოთ, ის საიმედო და გამძლეა გამოყენებაში.

ცენტრირების ხელსაწყო TM Dormer დამზადებულია მაღალსიჩქარიანი ფოლადისგან და ექვემდებარება სპეციალურ თერმულ დამუშავებას მზა პროდუქტის მაღალი სიხისტის უზრუნველსაყოფად. ასეთი ტექნოლოგიური მანიპულაციების შედეგად მიიღება ინსტრუმენტი, რომელიც ადვილად ბურღავს ძალიან მძიმე ლითონებს, მათ შორის უჟანგავი ფოლადის.
მწარმოებელი ამატებს კობალტს ლითონს, საიდანაც მზადდება Dormer-ის ცენტრირების საბურღი, რაც საშუალებას აძლევს საჭრელ ხელსაწყოს შეინარჩუნოს თავდაპირველი სიმტკიცე დამუშავების მაღალ ტემპერატურაზეც კი. ამ ბრენდის პროდუქციის აცვიათ წინააღმდეგობაც იმსახურებს ქებას.
კომბინირებული ცენტრირების საბურღი გამოიყენება ცენტრალიზებული ხვრელების შესაქმნელად სამუშაო ნაწილებში, რომლებიც დამზადებულნი არიან სხვადასხვა ტიპის თუჯისგან, არალეგირებული, შენადნობი ფოლადისგან და ბრინჯაოსა და რკინის საფუძველზე.
1
ასეთი საბურღი ჩვეულებრივ განიხილება პროფესიონალური დონის იარაღად იმის გამო, რომ მას ძირითადად იყენებენ სხვადასხვა სამრეწველო საწარმოები და მსხვილი კერძო საამქროები, რომლებიც აღჭურვილია საღეჭი და მბრუნავი მანქანებით. ეს ხელსაწყო უზრუნველყოფს სამუშაო ნაწილზე გაბურღული ხვრელის აბსოლუტურ პერპენდიკულარულობას მათ ზედაპირთან შედარებით.
არც ერთი სხვა ტიპის საბურღი ან სხვა მოწყობილობა არ შეუძლია უზრუნველყოს დამუშავებული ხვრელის ასეთი მაღალი ხარისხი და სიზუსტე.
გარდა ამისა, ამ პროდუქტის ბურღვისთვის გამოყენებისას, შეცდომებისა და უზუსტობების დაგროვების ალბათობა ნულამდე მცირდება (ბევრი სხვა ვერ დაიკვეხნის ამით). GOST-ის მიხედვით, ცენტრირების საბურღი, რომლის ნახაზი შეგიძლიათ იხილოთ იმავე სახელმწიფო სტანდარტში 14952, რომელიც დამტკიცებულია 1975 წელს, იწარმოება დიამეტრით 0,5-დან 10 მმ-მდე. არსებობს ოთხი ტიპის CA:
- A და B: 60 გრადუსიანი ხვრელებისთვის უსაფრთხოების კონუსით და მის გარეშე;
- C: 75 გრადუსიანი ხვრელებისთვის (მათ არ აქვთ უსაფრთხოების კონუსი);
- R: რკალის ფორმის გენერატრიქსის მქონე ხვრელებს.
დამუშავებული ზედაპირის უხეშობის მოთხოვნებიდან გამომდინარე, ყველა ამ ტიპის ხელსაწყო იწარმოება ორ ვერსიაში.პირველი დიზაინის პროდუქტები უზრუნველყოფს ხვრელის უფრო მცირე უხეშობას, ხოლო მეორე დიზაინის პროდუქტები უფრო დიდს. თქვენ შეგიძლიათ განასხვავოთ ისინი მათი ნიშნებით. მაგალითად, თუ ჩვენ თვალწინ დავინახავთ ბურღს წარწერით 2317–0001, შეგვიძლია გავიგოთ, რომ მისი დიამეტრი 1 მმ-ია და იგი დამზადებულია მეორე დიზაინით. დაახლოებით იგივე აღნიშვნა 2317–0101 მოგვითხრობს იგივე დიამეტრის ხელსაწყოს პირველ ვერსიაზე. ორივე ეს სავარჯიშო მიეკუთვნება A ჯგუფს.

B ჯგუფის 1 მმ დიამეტრის ბურღვები აღინიშნება შემდეგნაირად - 2317-00-12 (მეორე ვერსია) და 2317-0113 (პირველი ვერსია), ჯგუფები C - 2317-0022 და 2317-0124, ჯგუფები R - 2317-0027 და 2317-0129 . ყველა მათგანი დამზადებულია გეომეტრიული ზომებითა და დიზაინის პარამეტრებით, რომლებიც რეკომენდებულია ადრე მითითებული GOST-ის მიერ.
2
აღწერილი ხელსაწყოს წარმოებისთვის გამოიყენება იგი, რომელსაც შეუძლია უზრუნველყოს მათი სამუშაო ფართობის შემდეგი სიხისტის ინდიკატორები (HRC):
- 63–66 CS-სთვის 3,15 მმ-ზე მეტი დიამეტრით;
- 63–65 CS-სთვის 3,15 მმ-ზე ნაკლები.
ამავდროულად, ფოლადისგან დამზადებულ ბურღვებს, რომლებიც შეიცავს ხუთ პროცენტ კობალტს და 3 პროცენტ ვანადიუმს, უნდა ჰქონდეს კიდევ უფრო დიდი სიმტკიცე (მინიმუმ 1 HRC).

ცენტრის ხელსაწყოს დიამეტრის დასაშვები გადახრები ხელსაწყოსთვის დიამეტრით:
- 5 მმ-დან: +0,15 მმ;
- 2,5–5 მმ: +0,12 მმ;
- 0,8–2,5 მმ: +0,10 მმ;
- 0,8 მმ-მდე: +0,05 მმ.
საბურღი ხელსაწყოს ზედაპირი არ უნდა იყოს უხეში ლაქები, ბზარები, ლაქები და ნაკაწრები. 4 მმ-ზე მეტი დიამეტრის ბურღის წარუმატებლობის კრიტერიუმია მისი ცვეთა, 4 მმ-მდე - მსხვრევა.

ერთ ცენტრში, ხელსაწყოს ბუმბულის სიგანეში განსხვავება უნდა იყოს არაუმეტეს:
- 0,1 მმ 3,15 მმ და მეტი ბურღებისთვის;
- 0.07 მმ 3.15 მმ-მდე საბურღი.
3
ხელსაწყოს ფუნქციონირების ტესტირება ტარდება 45 ფოლადისგან დამზადებულ ნიმუშებზე, რომლებსაც აქვთ სიხისტე 187-დან 207 HB-მდე, ლათებზე, ცენტრირებისა და საბურღი მანქანებზე. ამ შემთხვევაში, სავალდებულოა დამატებითი ხელსაწყოს გამოყენება მკაფიოდ განსაზღვრული სიხისტისა და სიზუსტის მაჩვენებლებით.
მზა პროდუქტის შემოწმების შემდეგ დაუშვებელია მის საჭრელ კიდეებზე დაჭრა. სხვა სიტყვებით რომ ვთქვათ, ტესტირების შემდეგ შესაძლებელი უნდა იყოს ხელსაწყოს დანიშნულებისამებრ გამოყენება. ბურღის გარეგნობა ფასდება ვიზუალურად, სიმტკიცე ფასდება სახელმწიფო სტანდარტის მიხედვით 9013–59.

ინსტრუმენტის ხარისხის ვიზუალური შეფასება ნიშნავს მის საფუძვლიან შემოწმებას გამადიდებელი შუშის გამოყენებით 2-4-ჯერ გადიდებით. და საბურღი პარამეტრები განისაზღვრება სპეციალური საშუალებებისა და კონტროლის პრინციპების გამოყენებით შემდეგი შეცდომით:
- ზედაპირების მდებარეობისა და ფორმის კონტროლისას გამოკვლეული პარამეტრის ტოლერანტობის მნიშვნელობის 25%;
- ტოლერანტობის მნიშვნელობის 35% კუთხის ინდიკატორის დადგენისას.
პროდუქტის ხაზოვანი ზომები ფასდება GOST 8.051-81-ში მითითებული მოთხოვნებისა და რეკომენდებული სქემის მიხედვით.
ხელსაწყოების ზედაპირის უხეშობა ფასდება სტანდარტულ ინსტრუმენტებთან ან 1975 წლის 9378 სახელმწიფო სტანდარტში მითითებულ უხეშობის მაჩვენებლებთან შედარებით.
ჩვენ მიერ აღწერილი საბურღი ინსტრუმენტი გამოიყენება არა მხოლოდ სამრეწველო საწარმოებში, არამედ სახლის ხელოსნების მიერ. ყველაზე ხშირად მას იყენებენ რადიომოყვარულები, რაც მათ საშუალებას აძლევს გაბურღონ სხვადასხვა ზომის ხვრელები ბეჭდურ მიკროსქემებში. ბევრად უფრო მოსახერხებელია ასეთ ბურღთან მუშაობა, ვიდრე ჩვეულებრივი, რადგან ცენტრირების ხელსაწყო ბევრჯერ უფრო ხისტია თავისი მახასიათებლებით.
ნათელია, რომ სახლში ადამიანს არ სჭირდება CA-ების მთელი სპექტრი. დიდი დიამეტრი რჩება სრულიად გამოუცხადებელი. როგორც წესი, მოყვარულები იყენებენ 0.6, 0.5 და 0.8 მმ დიამეტრის წვრთნებს. ახლა მათი ყიდვა არ არის რთული;

ასევე, მცირე დიამეტრის წვრთნები შეიძლება იყოს გამოსადეგი იმ სიტუაციაში, როდესაც რომელიმე "ჯიუტი" ხრახნი ან ხრახნი კონკრეტულ სტრუქტურაში აბსოლუტურად არ სურს ამოღება. ასეთი პრობლემის მოგვარება არ არის რთული, თუ იყენებთ ცენტრირების საბურღი ხელსაწყოს. მისი დახმარებით თქვენ უნდა გაბურღოთ "ჯიუტი" შესაკრავის თავი. დამიჯერეთ, ამ მარტივი ოპერაციის შემდეგ ის ადვილად დაემორჩილება თქვენს ძალისხმევას.

აღწერილი ტექნიკა საუკეთესოდ შეეფერება ხრახნებსა და ხრახნებს ფილიპსის ტიპის ხრახნისთვის (მათ თავს ცენტრში აქვს ჩაღრმავება, რაც შესაძლებელს ხდის ბურღის მოძრაობის მიმართულების რაც შეიძლება ზუსტად განსაზღვრას). თუმცა, თქვენ ასევე შეგიძლიათ გაბურღოთ კავშირები ბრტყელი ხრახნიანი გამოყენებით. მაგრამ ბურღვის წინ ისინი წინასწარ უნდა იყოს გახეხილი.
5
რუსი სახლის ხელოსნები დიდი სიამოვნებით იყენებენ Dormer 0,5 მმ-იანი ცენტრირების საბურღს (ან უფრო დიდი დიამეტრის ხელსაწყოებს), რაც მათ საშუალებას აძლევს ადვილად გაბურღონ უჟანგავი ფოლადი და მისგან დამზადებული პროდუქტები. ეს ინსტრუმენტი დამზადებულია მაღალი ხარისხის მაღალსიჩქარიანი ფოლადისაგან. შემდეგ კი მას ექვემდებარება სპეციალური ტიპის თერმული დამუშავება, რომელიც უზრუნველყოფს მზა პროდუქტს გაზრდილ სიმტკიცეს.

Dormer-ის ბრენდის საბურღი ინარჩუნებს მითითებულ სიმტკიცეს ლითონის დამუშავების ამაღლებულ ტემპერატურაზე, რასაც ხელს უწყობს კობალტი, რომელიც წარმოადგენს პროდუქტების დასამზადებლად გამოყენებული ფოლადის ნაწილს. ასევე მნიშვნელოვანია, რომ კომპანიის პროდუქცია ხასიათდება უნიკალური აცვიათ წინააღმდეგობით. ექსპერტები ასევე აღნიშნავენ ხვრელების ადგილმდებარეობის მაღალ სიზუსტეს, რომელიც მიღებულია Dormer-ის პროდუქტების თვითცენტრირების უნარის გამო.
ცენტრირების წვრთნები მიეკუთვნება უამრავ პროფესიონალურ იარაღს, რადგან ისინი უმეტეს შემთხვევაში გამოიყენება სამრეწველო სექტორში. ამ მოწყობილობებსა და ჩვეულებრივ მოწყობილობებს შორის მთავარი განსხვავება არის გაბურღული ხვრელის სიზუსტე. შეიტყვეთ, როგორ მუშაობს ცენტრირების საბურღი და სად გამოიყენება ისინი ახლა.
დიზაინის მახასიათებლები
გარეგნულად, ეს ინსტრუმენტი არის პატარა, მოკლე საბურღი ძალიან სქელი ფუძით. უფრო მეტიც, მისი დიამეტრი შეიძლება იყოს 2-3-ჯერ მეტი მექანიზმის სამუშაო წვერის სიგანეზე. ამ დიზაინის წყალობით, ცენტრირების საბურღი (GOST ამის დასტურია) აქვს ძალიან მაღალი სიმტკიცე, ამიტომ ხვრელის გაბურღვისას თითქმის შეუძლებელია სხვაგვარად მოხრა ან დეფორმაცია.
როგორ მუშაობს ეს ინსტრუმენტი?
პირველ რიგში, პატარა წვერი აკეთებს მცირე დიამეტრის ხვრელს. როგორც წესი, იგი იქმნება ხელსაწყოს რამდენიმე ბრუნვის შემდეგ (არაუმეტეს 2-3 წამი). ამის შემდეგ, იგივე პატარა ხვრელი ფართოვდება ბურღის სქელი კონუსური ნაწილის საჭრელი კიდით. აღსანიშნავია, რომ ამ მექანიზმის ფუნქციონირება უზრუნველყოფს ჩაღრმავების ზუსტ პერპენდიკულარულობას დამუშავებულ მასალასთან და მის ზედაპირზე. 
განაცხადი
ცენტრირების საბურღი გამოიყენება როგორც ლითონის, ასევე ხის ზედაპირების ბურღვისთვის. ამასთან, "პასპორტის მიხედვით", ანუ მისი დანიშნულებისამებრ, ეს ინსტრუმენტი უნდა იქნას გამოყენებული მხოლოდ ფოლადის მასალების დასამუშავებლად. თუმცა, ამან ხელი არ შეუშალა ჩვენს მშენებლებს, რომ გამოეყენებინათ იგი, როგორც ხის კონტრასენტი, მაგალითად, როდესაც საჭიროა შემომავალი ხრახნის თავისთვის ხვრელის გაღრმავება. სითბოს მდგრადი და მაღალი სიმტკიცის კონსტრუქციის წყალობით, ისინი აბსოლუტურად არ ცდებიან მსგავსი ობიექტებისა და მასალების დამუშავების შემდეგ.
რაც შეეხება მათ დანიშნულებას, ეს ხელსაწყოები ფართოდ გამოიყენება საბურღი, საბურღი და გარდამტეხი მანქანებზე ხვრელების გასაბურღად. გარდა ამისა, ცენტრის საბურღი ასევე შეიძლება გამოყენებულ იქნას სახლში. რადიომოყვარულებსაც მოსწონთ ასეთი მოწყობილობების გამოყენება. ხვრელების გასაკეთებლად ასეთი წვრთნები უფრო საჭიროა, ვიდრე ოდესმე, და რადგანაც გამოყენებულ მოწყობილობებს აქვთ მაღალი სიმტკიცე (ეს განისაზღვრება არა მხოლოდ მათი შემადგენლობით, არამედ სპეციალური გეომეტრიითაც, რაზეც ცოტა ადრე ვისაუბრეთ), ეს ძალიან მარტივია და მოსახერხებელია მათთან მუშაობა.
მასალა
ეს მოწყობილობები ყველაზე ხშირად მოიცავს R6M5 სერიის ხელსაწყოების ფოლადს. გარდა ამისა, ცენტრის საბურღი შეიძლება გაკეთდეს HSS ლითონისგან. მაგრამ P9 სერიის ფოლადისგან დამზადებული ხელსაწყოები, რომელსაც აქვს ვოლფრამის მაღალი შემცველობა, განსაკუთრებით ფასდება წარმოებაში. ამის გამო პროდუქტი კიდევ უფრო გამძლე და საიმედო ხდება. 
ფასი
ცენტრირების წვრთნების ღირებულება პირდაპირ დამოკიდებულია მათ ზომაზე. მაგალითად, ყველაზე პატარა 1 მმ-იანი მოწყობილობები თითო ერთეულზე დაახლოებით 15 რუბლი ღირს. 6,3 მილიმეტრი დიამეტრის ყველაზე დიდი წვრთნები დაახლოებით ასი რუბლი ღირს.
სსრკ კავშირის სახელმწიფო სტანდარტი
ცენტრირების წვრთნები
კომბინირებული
ტექნიკური პირობები
GOST 14952-75
სსრკ სტანდარტების სახელმწიფო კომიტეტი
მოსკოვი
სსრკ კავშირის სახელმწიფო სტანდარტი
სსრკ მინისტრთა საბჭოს სტანდარტების სახელმწიფო კომიტეტის 1975 წლის 25 სექტემბრის No2483 დადგენილებით შემოღების თარიღი დადგინდა.
01.01.77-დან
დამოწმებულია 1986 წელს. სსრკ სახელმწიფო სტანდარტის 1986 წლის 19 დეკემბრის No4285 დადგენილებით მოქმედების ვადა გაუგრძელდა.
01.01.92-მდე
სტანდარტის შეუსრულებლობა ისჯება კანონით
* ხელახალი გამოცემა (1987 წლის სექტემბერი) ცვლილებებით No. 1, 2, დამტკიცებული 1981 წლის ნოემბერში, 1986 წლის დეკემბერში (IUS 1-82, 3-87)
ეს სტანდარტი ვრცელდება ცენტრალური ხვრელების დასამუშავებლად კომბინირებული ცენტრირების ბურღვებზე GOST 14034-74-ის შესაბამისად.
(შეცვლილი გამოცემა, შესწორება No1,).
1. ტიპები და ზომები
1.1. კომბინირებული ცენტრის საბურღი უნდა იყოს დამზადებული ოთხი ტიპის:
A - 60°-იანი ხვრელების ცენტრირების საბურღი უსაფრთხოების კონუსის გარეშე;
B - საბურღი ცენტრალური ხვრელების 60° უსაფრთხოების კონუსით 120°;
C - საბურღი 75° ცენტრის ხვრელების გარეშე უსაფრთხოების კონუსის გარეშე;
R - საბურღი ცენტრალური ხვრელების თაღოვანი გენერატრიქსით. თითოეული ტიპის საბურღი უნდა იყოს დამზადებული 2 ვერსიით.
1.2. საბურღი ზომები უნდა შეესაბამებოდეს ნახაზში მითითებულს. - და მაგიდაზე. - .
ტიპი A
ამისთვის დ 0,8 მმ-მდე
ცხრილი 1
|
ვერსია 2 |
დ |
დ |
ლ |
ლ |
Დანიშნულება |
გამოყენებადობა |
Დანიშნულება |
გამოყენებადობა |
ნომ. |
წინა გამორთულია |
ნომ. |
წინა გამორთულია |
2317-0164 |
2317-0038 |
(0,50) |
3,15 |
1,0 |
0,2 |
21,0 |
2,0 |
2317-0165 |
2317-0039 |
(0,63) |
1,2 |
0,3 |
2317-0166 |
2317-0041 |
(0,80) |
1,5 |
0,4 |
2317-0101 |
2317-0001 |
1,00 |
1,9 |
0,6 |
33,5 |
4,0 |
2317-0102 |
2317-0002 |
(1,25) |
2,2 |
2317-0108 |
2317-0003 |
1,60 |
4,00 |
2,8 |
0,8 |
37,5 |
2317-0104 |
2317-0004 |
2,00 |
5,00 |
3,3 |
42,0 |
2317-0105 |
2317-0005 |
2,50 |
6,30 |
4,1 |
1,0 |
47,0 |
2317-0106 |
2317-0006 |
3,15 |
8,00 |
4,9 |
52,0 |
2317-0107 |
2317-0007 |
4,00 |
10,00 |
6,2 |
1,2 |
59,0 |
6,0 |
2317-0108 |
2317-0008 |
5,00 |
12,50 |
7,5 |
66,0 |
2317-0109 |
2317-0009 |
6,30 |
16,00 |
9,2 |
74,0 |
2317-0111 |
2317-0010 |
8,00 |
20,00 |
11,5 |
1,4 |
83,0 |
2317-0112 |
2317-0011 |
10,00 |
25,00 |
14,2 |
103,0 |
შენიშვნა ე.
2. (ამოღებულია, შესწორება No2).
სიმბოლოს მაგალითისაბურღი ტიპი A, დიამეტრი დ= 1.0 მმ, ვერსია 1:
საბურღი 2317-0101 GOST 14952-75
იგივე, შესრულება 2:
საბურღი 2317-0001 GOST 14952-75
ტიპი B
ცხრილი 2
|
ვერსია 1 |
ვერსია 2 |
დ |
დ |
დ 1 |
ლ |
ლ |
Დანიშნულება |
გამოყენებადობა |
Დანიშნულება |
გამოყენებადობა |
ნომ. |
წინა გამორთულია |
ნომ. |
წინა გამორთულია |
2317-0167 |
2317-0042 |
(0,80) |
4,0 |
1,70 |
1,5 |
0,4 |
33,5 |
3,0 |
2317-0113 |
2317-0012 |
1,00 |
4,0 |
2,12 |
1,9 |
0,6 |
37,5 |
4,0 |
2317-0114 |
2317-0013 |
(1,25) |
5,0 |
2,65 |
2,2 |
42,0 |
2317-0115 |
2317-0014 |
1,60 |
6,3 |
3,35 |
2,8 |
0,8 |
47,0 |
2317-0116 |
2317-0015 |
2,00 |
8,0 |
4,25 |
3,3 |
52,5 |
4,5 |
2317-0117 |
2317-0016 |
2,50 |
10,0 |
5,30 |
4,1 |
1,0 |
59,0 |
6,0 |
2317-0118 |
2317-0017 |
3,15 |
11,2 |
6,70 |
4,9 |
63,0 |
2317-0119 |
2317-0018 |
4,00 |
14,0 |
8,50 |
6,2 |
1,2 |
70,0 |
2317-0121 |
2317-0019 |
(5,00) |
18,0 |
10,60 |
7,5 |
78,0 |
2317-0122 |
2317-0020 |
6,30 |
20,0 |
13,20 |
9,2 |
83,0 |
2317-0168 |
2317-0043 |
8,00 |
25,0 |
17,00 |
11,5 |
1,4 |
103,0 |
2317-0169 |
2317-0044 |
10,00 |
31,5 |
21,20 |
14,2 |
128,0 |
შენიშვნა ე.
1. ფრჩხილებში ჩასმული ზომები არ არის რეკომენდებული.
2. (ამოღებულია, შესწორება No2).
სიმბოლოს მაგალითისაბურღი ტიპი B, დიამეტრი დ= 1.0 მმ, ვერსია 1:
საბურღი 2317-0113 GOST 14952-75
იგივე, შესრულება 2:
საბურღი 2317-0012 GOST 14952-75
ტიპი C
ამისთვის დ= 0,8 მმ
ამისთვის დწმ. 0,8 მმ
ცხრილი 3
|
ვერსია 1 |
ვერსია 2 |
დ |
დ |
ლ |
ლ |
Დანიშნულება |
გამოყენებადობა |
Დანიშნულება |
გამოყენებადობა |
ნომ. |
წინა გამორთულია |
ნომ. |
წინა გამორთულია |
2317-0123 |
2317-0021 |
0,8 |
3,15 |
1,5 |
0,4 |
21,0 |
2,0 |
2317-0124 |
2317-0022 |
1,0 |
1,9 |
0,6 |
33,5 |
4,0 |
2317-0125 |
2317-0023 |
1,6 |
4,00 |
2,8 |
0,8 |
37,5 |
2317-0126 |
2317-0024 |
2,0 |
5,00 |
3,3 |
42,0 |
2317-0127 |
2317-0025 |
2,5 |
6,30 |
4,1 |
1,0 |
47,0 |
შენიშვნები ᲛᲔ: (გამორიცხულია, შესწორება No2).
სიმბოლოს მაგალითისაბურღი ტიპი C, დიამეტრი დ= 1.0 მმ, ვერსია 1:
საბურღი 2317-0124 GOST 14952-75
იგივე, შესრულება 2:
საბურღი 2317-0022 GOST 14952-75
ტიპი R
ამისთვის დწმ. 0,8 მმ
ცხრილი 4
|
ვერსია 2 |
დ |
დ |
ლ |
ლ |
რ |
Დანიშნულება |
გამოყენებადობა |
Დანიშნულება |
გამოყენებადობა |
ნომ. |
წინა გამორთულია |
ნომ. |
წინა გამორთულია |
2317-0171 |
2317-0045 |
(0,50) |
3,15 |
21,0 |
2,0 |
2,00 |
1,6 |
0,3 |
2317-0172 |
2317-0046 |
(0,63) |
2,40 |
2,0 |
0,4 |
2317-0128 |
2317-0026 |
(0,80) |
3,00 |
2,5 |
0,5 |
2317-0129 |
2317-0027 |
1,00 |
33,5 |
4,0 |
3,15 |
0,65 |
2317-0130 |
2317-0028 |
(1,25) |
3,35 |
4,0 |
0,85 |
2317-0131 |
2317-0029 |
1,60 |
4,00 |
37,5 |
4,25 |
5,0 |
1,0 |
2317-0132 |
2317-0030 |
2,00 |
5,00 |
42,0 |
5,30 |
6,3 |
1,3 |
2317-0133 |
2317-0031 |
2,50 |
6,30 |
47,0 |
6,70 |
8,0 |
1,7 |
2317-0134 |
2317-0032 |
3,15 |
8,00 |
52,0 |
8,50 |
10,0 |
2,0 |
2317-0135 |
2317-0033 |
4,00 |
10,00 |
59,0 |
6,0 |
10,60 |
12,5 |
2,5 |
2317-0136 |
2317-0034 |
(5,00) |
12,50 |
66,0 |
13,20 |
16,0 |
3,5 |
2317-0137 |
2317-0035 |
6,30 |
16,00 |
74,0 |
17,00 |
20,0 |
4,0 |
2317-0138 |
2317-0036 |
(8,00) |
20,00 |
83,0 |
21,20 |
25,0 |
5,0 |
2317-0139 |
2317-0037 |
10,00 |
25,00 |
103,0 |
26,50 |
31,5 |
6,5 |
შენიშვნები ე. ფრჩხილებში ჩასმული ზომები არ არის რეკომენდებული.
სიმბოლოს მაგალითიწვრთნები ტიპი R, დიამეტრი დ= 1.0 მმ, ვერსია 1:
საბურღი 2317-0129 GOST 14952-75
იგივე, შესრულება 2:
საბურღი 2317-0027 GOST 14952-75
1.1, 1.2.
1.3. საბურღი დიზაინის ზომები და გეომეტრიული პარამეტრები მითითებულია რეკომენდებულ განაცხადში.
2. ტექნიკური მოთხოვნები
2.1. საბურღი უნდა იყოს დამზადებული მაღალსიჩქარიანი ფოლადისგან - GOST 19265-73 შესაბამისად.
2.2. ცენტრირების საბურღი სამუშაო ნაწილის სიმტკიცე უნდა იყოს:
3.15 მმ-მდე დიამეტრის საბურღი - 63 ... 65 HRC e;
3.15 მმ-ზე მეტი დიამეტრის ბურღებისთვის - 63 ... 66 HRC ე.
3% ან მეტი ვანადიუმის შემცველობით და 5% ან მეტი კობალტის შემცველობით მაღალსიჩქარიანი ფოლადისგან დამზადებული ბურღების სამუშაო ნაწილის სიმტკიცე უნდა იყოს 1-2 HRC ერთეულით მეტი.
ცხრილი 5
|
უხეშობის პარამეტრების მიხედვით GOST 2789-73 |
ვერსია 1 |
ვერსია 2 |
რა |
რზ |
რა |
რზ |
საბურღი სახე და ფლეიტის ზედაპირი |
6,3 |
10,0 |
საბურღი და ჩაძირვის ნაწილის უკანა ზედაპირი |
3,2 |
6,3 |
დამჭერი ცილინდრული ნაწილის ზედაპირი |
0,63 |
1,25 |
2.2, 2.3. (შეცვლილი გამოცემა, შესწორება No2).
2.4. ბზარები, ნაპრალები, უხეში ლაქები და დაბინდული ფერები დაუშვებელია ცენტრირების ბურღების ზედაპირებზე (გარდა ღარებისა, სადაც ბორბლის გასვლის ადგილას დაშვებულია შეფერილი ფერები).
2.5. კომბინირებული წვრთნების ზომებში მაქსიმალური გადახრები არ უნდა აღემატებოდეს:
საბურღი ნაწილის დიამეტრი ..................................................... .........k12
დამჭერი ცილინდრული ნაწილის დიამეტრი................................... h9
კონუსის კუთხეები 60° და 75°................................... .... ................................ -30¢
კონუსის კუთხე 120°................................................ ..................................... ±1°.
შენიშვნები ე. საბურღი ნაწილის ნომინალური დიამეტრის ზომები უნდა გაიზომოს ჭრის ნაწილის დასაწყისში.
2.6. A, B და C ტიპის ბურღვებს უნდა ჰქონდეთ დიამეტრის შემცირება ბურღვის ნაწილზე საყრდენისკენ (უკუ კონუსური) 0,05 - 0,10 მმ სიგრძის 10 მმ-ზე.
(შეცვლილი გამოცემა, შესწორება No2).
2.7. კომბინირებული ბურღების ბირთვის გასქელება შუბისკენ 5 მმ სიგრძით უნდა იყოს:
3.15 მმ დიამეტრის ბურღებისთვის................................. .......... .......... 0,40 მმ
» » » წმ. 3.15 მმ..................................................... ............. 0,25 მმ
2.8. საბურღი ნაწილის დამხმარე კიდეების რადიალური გადინების ტოლერანტობა დამჭერი ნაწილის ღერძთან შედარებით არ უნდა იყოს:
3.15 მმ დიამეტრის ბურღებისთვის................................. .......... .......... 0,03 მმ
» » » წმ. 3.15 მმ..................................................... ............. 0,04 მმ
2.9. ღერძული გადინების ტოლერანტობა, შემოწმებული საჭრელი კიდეების ცენტრში, არ უნდა იყოს მეტი:
6.0 მმ-მდე დიამეტრის ბურღებისთვის... 0.10 მმ
» » » წმ. 6,0 მმ-დან 10,0 მმ-მდე... 0,13 მმ
» » » წმ. 10,0 მმ... 0,15 მმ
6 მმ-მდე დიამეტრის ბურღვებისთვის, საბურღი ნაწილის ბოლო გადინების ტოლერანტობის ნაცვლად, ნებადართულია შემოწმება:
განსხვავება ბურღის წვერზე მდებარე კუთხის ნახევარს შორის, რომელიც არ უნდა იყოს 1° 30¢-ზე მეტი;
სიმეტრიის ტოლერანტობა განივი კიდის რადიუსის გამოხატულებაში საბურღი სამაგრის ნაწილის ღერძთან მიმართებაში:
3.15 მმ დიამეტრის ბურღებისთვის................................. .......... .......... 0,05 მმ
» » » წმ. 3.15 მმ..................................................... ............. 0,10 მმ
(შეცვლილი გამოცემა, შესწორება No2).
2.10. ერთი საბურღი ბუმბულის სიგანეში განსხვავება არ უნდა იყოს:
3.15 მმ დიამეტრის ბურღებისთვის................................. .......... .......... 0,07 მმ
» » » წმ. 3.15 მმ..................................................... ............. 0,10 მმ
2.11. ჩავარდნამდე საშუალო დროის მნიშვნელობები და 95% უშეცდომოდ მუშაობის დრო ფოლადისგან დამზადებული R6M5 ვერსია 2 განყოფილებაში მითითებულ სატესტო პირობებში. , არ უნდა იყოს ცხრილში მოცემულებზე ნაკლები. .
ცხრილი 6
|
მუშაობის დრო (დამუშავებული ხვრელების რაოდენობა) საბურღი ტიპის |
A, B, C |
IN |
საშუალო |
95% |
საშუალო |
95% |
0,5, 0,63, 0,8, 1,0 |
130 |
39 |
90 |
27 |
1,25, 1,6 |
160 |
48 |
120 |
36 |
2,0 |
220 |
66 |
145 |
43 |
2,5, 3,15 |
250 |
75 |
160 |
48 |
4,0, 5,0 |
150 |
45 |
100 |
30 |
6,3, 8,0, 10,0 |
130 |
39 |
80 |
24 |
შენიშვნები ე 1-ლი ვერსიის წვრთნებისთვის, კორექტირების კოეფიციენტი საშუალო და დადგენილი მომსახურების პერიოდისთვის არის 1.3.
(შეცვლილი გამოცემა, შესწორება No3).
2.12. 3,15 მმ-მდე დიამეტრის ცენტრირების ბურღების წარუმატებლობის კრიტერიუმია მსხვრევა, ხოლო 4 მმ-დან და ზემოთ - ცვეთა. თ 3 უკანა ზედაპირის გასწვრივ ცხრილის შესაბამისად. .
ცხრილი 7
2.11, 2.12. (დამატებით შეტანილი, შესწორება No2).
2.13. თითოეული საბურღი მკაფიოდ უნდა იყოს მონიშნული:
საბურღი ნაწილის დიამეტრი;
მწარმოებლის სავაჭრო ნიშანი;
საბურღი აღნიშვნა (ბოლო ოთხი ციფრი);
ფოლადის კლასი.
შენიშვნები:
1. ბურღებზე დიამეტრითდ10 მმ-ზე ნაკლები, დასაშვებია არ მონიშნოთ საბურღი აღნიშვნა.
2. ნებადართულია R6M5 ფოლადის მარკირება;
3. ჩქაროსნული ფოლადის კლასის აღნიშვნის ნაცვლად დასაშვებია ასოების მონიშვნაჰ.ს.ს. , კობალტის შემცველი ფოლადის კლასებისთვის - ასო HSSC 0 , მაშინ როდესაც ბრენდის მითითება დაიწყო მხოლოდ ეტიკეტებზე.
2.14. სატრანსპორტო და სამომხმარებლო კონტეინერების შეფუთვა, მარკირება - GOST 18088-83 შესაბამისად.
2.13, 2.14. (დამატებით შეტანილი, შესწორება No3).
3. მიღების წესები
3.1. საბურღი მიღების წესები - GOST 23726-79-ის მიხედვით.
(შეცვლილი გამოცემა, შესწორება No1).
3.2. პერიოდული ტესტები, მათ შორის მარცხის საშუალო დრო, უნდა ჩატარდეს სამ წელიწადში ერთხელ მინიმუმ 5 წვრთნით.
ტესტები 95%-ით უშეცდომოდ მუშაობისთვის უნდა ჩატარდეს წელიწადში ერთხელ მინიმუმ 5 წვრთნით.
(შეცვლილი გამოცემა, შესწორება No1, 2,).
3.3 - 3.7. (გამორიცხულია, შესწორება No1).
4. ტესტის მეთოდები
4.1. წვრთნების ტესტირება უნდა ჩატარდეს საბურღი, ცენტრირებისა და ბრუნვის მანქანებზე დამხმარე ხელსაწყოების გამოყენებით, რომლებიც უნდა აკმაყოფილებდეს მათთვის დადგენილ სიზუსტისა და სიმტკიცის სტანდარტებს.
4.2. წვრთნები უნდა შემოწმდეს 45 კლასის ფოლადისგან დამზადებულ ნიმუშებზე GOST 1050-88 შესაბამისად 187 - 207 HB სიმტკიცე.
(შეცვლილი გამოცემა, რევ. No.).
4.3. გამძლეობის ტესტები ტარდება B ტიპის, ასევე A, R ან C ტიპის ბურღებზე 0,5 დიამეტრით; 1.6; 2.0; 2.5; 4.0; 10.0 მმ ცხრილში მითითებულ რეჟიმებზე. .
4.3.1. წარუმატებლობამდე საშუალო დროის და 95% წარუმატებლობის დროის მისაღები მნიშვნელობები არ უნდა იყოს ცხრილში მითითებულზე ნაკლები. .
(შეცვლილი გამოცემა, რევ. No.).
4.4. შესრულების ტესტების შემდეგ, ბურღების საჭრელ კიდეებზე არ უნდა იყოს დაჭედილი, საბურღი უნდა იყოს შესაფერისი შემდგომი მუშაობისთვის.
4.5. საჭრელ სითხედ გამოიყენება ემულსოლის 5%-იანი (წონის მიხედვით) ხსნარი წყალში დინების სიჩქარით მინიმუმ 5 ლ/წთ.
ცხრილი 8
|
კვება, მმ/ბრუნი, ტიპებისთვის |
ბურღვის სიღრმე, მმ, ტიპებისთვის |
ჭრის სიჩქარე, მ/წთ |
შესრულების ტესტების დროს დამუშავებული ხვრელების რაოდენობა |
A, B, C |
A, C, R |
IN |
0,50 |
0,01 |
0,02 |
1,3 |
8 ... 10 |
13 |
0,63 |
1,5 |
0,80 |
1,9 |
2,1 |
1,00 |
2,3 |
2,6 |
1,40 |
0,02 |
2,8 |
3,2 |
25 |
1,60 |
3,5 |
4,0 |
2,00 |
0,04 |
4,4 |
5,0 |
2,50 |
0,07 |
5,5 |
6,3 |
11 ... 13 |
30 |
3,15 |
7,0 |
8,0 |
4,00 |
0,08 |
8,9 |
10,1 |
24 |
5,00 |
0,10 |
11,2 |
12,7 |
14 |
6,30 |
0,12 |
14,0 |
15,4 |
18 |
8,00 |
17,9 |
19,5 |
15 |
10,00 |
22,5 |
24,5 |
ცხრილი 9