ნაწილი 2 (ძირითადი ცნებები, შიდა მოხრის რადიუსი)
ასე რომ, პირველ რიგში, მოდით განვსაზღვროთ ძირითადი ცნებები. დახრის პროცესის აღწერისას ჩვენ გამოვიყენებთ შემდეგს:
ძალიან მნიშვნელოვანი კონცეფცია - შიდა მოხრის რადიუსი. მნიშვნელოვანია გვესმოდეს, რომ ეს მნიშვნელობა უნდა იყოს გარკვეული მნიშვნელობების ფარგლებში. თქვენ უნდა მიჰყვეთ მათ! ავიღოთ, მაგალითად, კონკრეტული მაგალითი - სამუშაო ნაწილის დაჭერა 180 გრადუსამდე. რატომღაც, სწორედ ჩვენს ქვეყანაში ცდილობენ ეს თაროები ნულამდე მიიყვანონ და წნევა მშვენივრად გაასწორონ. სასაცილო ის არის, რომ ეს ითვლება ხარისხის სტანდარტად პროდუქციის მიღებისას. სინამდვილეში, საპირისპიროა, „ბრტყელი დაწნეხვა“ სხვა არაფერია, თუ არა დახრის ტექნოლოგიის უხეში დარღვევის შედეგი, რომლის დროსაც შიდა რადიუსი უკიდურესად მცირეა. გთხოვთ, ყველაფერი გააკეთოთ სწორად და უთხარით თქვენს მომხმარებლებს ამის შესახებ. 180 გრადუსამდე დამაგრება უნდა იყოს ან ასეთი (დახურული დაჭერა):

ამ შემთხვევაში, თქვენ უნდა დააჭიროთ სამუშაო ნაწილს „თქვენსკენ“ დაჭერამდე.
ან ასე (გახსენით პრესა):

უბრალოდ შეიყვანეთ წინასწარ ჩატვირთვის შესაბამისი მნიშვნელობა მანქანის მართვის განყოფილებაში.
მაგრამ დავუბრუნდეთ თეორიას...
მინიმალური მოსახვევის რადიუსი ( ).
თუ მოხრის რადიუსი ამ მნიშვნელობაზე ნაკლებია (განსაკუთრებით გაზრდილი სიმტკიცის მქონე მასალებისთვის), მაშინ გარე (გაჭიმული) ზედაპირი იძენს "ფორთოხლის ქერქის" სტრუქტურას. ამ სახის ძლიერი მარცვლების შემთხვევაში, ლითონი შეიძლება გაიბზაროს ან მთლიანად გატყდეს. ნებისმიერ შემთხვევაში, ნებისმიერი ლითონის საფარი მოსახვევში მნიშვნელოვნად დაზიანდება და სამუშაო ნაწილი არ გაუძლებს დროს.
მინიმალური რადიუსი დამოკიდებულია მექანიკური საკუთრებამასალა (ლითონის შედარებით გახანგრძლივება ან შედარებითი შეკუმშვა), მოღუნვის კუთხე, მოღუნვის ხაზის მიმართულება მოძრავი მიმართულების მიმართ (მოძრავი ხაზის გასწვრივ მინიმალური შიდა რადიუსი ყოველთვის მეტია, ყველა დანარჩენი თანაბარია).
პოვნის ფორმულები :
დიახ, არსებობს რამდენიმე ასეთი ფორმულა. ისინი უფრო რთული ხდება რაც უფრო მეტი ფაქტორი ვცდილობთ გავითვალისწინოთ გამოთვლებში. მე ყველაზე მეტად ავირჩიე მარტივი პარამეტრები, რომელიც შეიძლება სწრაფად გამოითვალოს ცხრილის ერთი მნიშვნელობის ჩასმით.
1. შედარებითი შევიწროებით

სად ს = ლითონის სისქე, = ლითონის შედარებითი შეკუმშვა (პროცენტებში)
აქ ძალიან მნიშვნელოვანია იმის გაგება, რომ ფრჩხილებში მოცემული მნიშვნელობა უნდა იყოს > 0. ამიტომ, როდესაც< 50 (то есть, для менее эластичных сталей) – мы домножаем толщину металла на результат выражения в скобках. При >50 (უფრო ელასტიური ფოლადები) არ ვითვალისწინებთ ფრჩხილებში გამოსახულებას და მინიმალური რადიუსიტოლი იქნება ლითონის სისქის:
2. შედარებითი დრეკადობით

სად ს = ლითონის სისქე, ψ = ფარდობითი დრეკადობა (ფარდობითი ერთეულებით)
ასევე, უნდა აღინიშნოს, რომ ყურადღებით გამოთვალეთ მინიმალური ღირებულებებიჩვენ, სავარაუდოდ, არ მოგვიწევს კუთხის გამოყენება. და მანქანა არ მოგვცემს საშუალებას შევინარჩუნოთ მინიმალური რადიუსები, გარდა მოსახვევებისა 180 გრადუსამდე (გახსოვდეთ, ეს უკვე აღვნიშნე). ჩათვალეთ, რომ მე მივაწოდე ფორმულები მხოლოდ პროცესის უკეთ გასაგებად. ახლა გასაგებია, რომ შიდა რადიუსი, მინიმუმ, ლითონის სისქის ტოლი უნდა იყოს. მთავარია ეს ყოველთვის გვახსოვდეს.
გარდა ამისა, არსებობს ცხრილები შედარებით მინიმალური რადიუსების მითითებული მნიშვნელობებით (იხ ინფორმაცია).
მაქსიმალური მოსახვევის რადიუსი ().
თუ მოხრის რადიუსი მნიშვნელობაზე მეტია Rmax , ლითონის ზამბარის გამო მოხრის კონტროლი ძალიან რთული იქნება. რაც უფრო მცირეა ლითონის სისქე, მით ნაკლები ზამბარა გამოჩნდება. თუ ჩვენ გვაქვს დიდი რადიუსი, მაშინ ის უნდა იყოს ამ ნაწილისთვის მისაღები მნიშვნელობების ფარგლებში.
ლითონის პლასტიკური დეფორმაციის საჭირო დონის მისაღწევად, მაქსიმალური მოსახვევის კუთხე უნდა იყოს:
სად ს = ლითონის სისქე, = ელასტიურობის დაჭიმვის მოდული, T = მოსავლიანობის სიძლიერე.
Გაგრძელება იქნება…
ინფორმაციის მომზადებისას გამოვიყენე: 1. Machinery's Handbook 28th Edition. Industrialpress, 2008; 2. Malov A. N. „ცივი ჭედვის ტექნოლოგია“, 1969 წ.
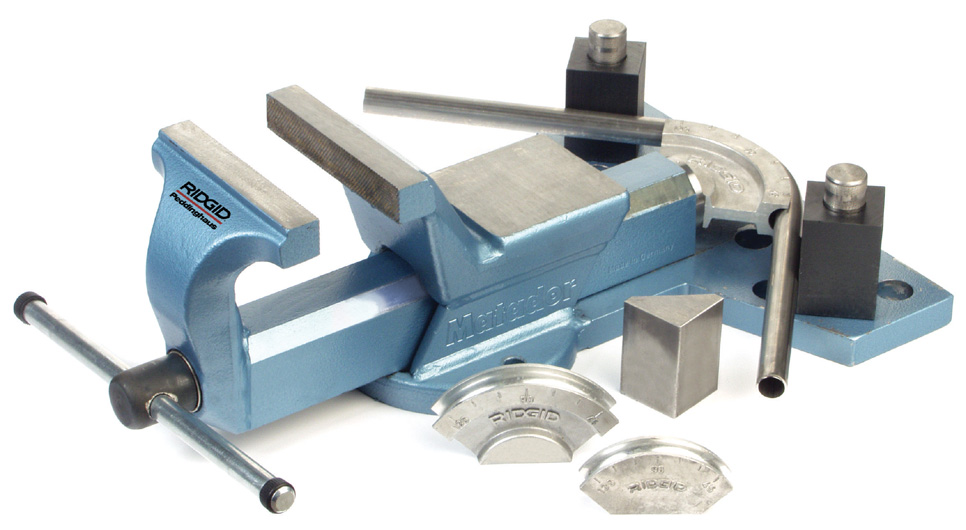
მილი ისეთი შეუცვლელი გამოგონებაა, რომ მის გარეშე ძნელი წარმოსადგენია ადამიანის ცხოვრების ერთი სფერო მაინც. მილსადენების გაყვანისას ყოველთვის არ არის შესაძლებელი შემოიფარგლოთ მხოლოდ სწორი მონაკვეთებით: ამ შემთხვევაში საჭირო მოსახვევებისა და მოხვევების მისაღებად გამოიყენება სპეციალური მოწყობილობები და მეთოდები.
სტანდარტებისა და მოწყობილობების მრავალფეროვნება
როგორც მოგეხსენებათ, თითოეულ მილს აქვს თავისი მოღუნვის სტანდარტები. მილების დახრის რადიუსი პირდაპირ დამოკიდებულია იმაზე, თუ რისგან არის დამზადებული მილი და რა დიამეტრი აქვს მას. ძირითადად სამშენებლო ინდუსტრიაში გამოიყენება პროდუქტები ბრუნვითა და ღუნვით.
ეს კეთდება სპეციალური ხელსაწყოების - მილების დამჭერების დახმარებით: ისინი შეიძლება იყოს ხელით, ჰიდრავლიკური, ელექტრომექანიკური, სიბრტყე-პარალელური ფირფიტებით და ფოლადის ზამბარებით.
მილების მოღუნვის რადიუსი მექანიკური მილის გამხვევებით
ამ მოწყობილობების გამოყენებით, მცირე დიამეტრის სამუშაო ნაწილები მოხრილია. ეს ძირითადად ეხება უჟანგავი მილებს და ფერადი ლითონის პროდუქტებს. მექანიკური მილის გამწოვები ასე მუშაობენ: სამუშაო ნაწილი ჩასმულია ერთ ბოლოზე სპეციალურ სამაგრში, რის შემდეგაც ხდება ბრუნვები სახელურით.
ამ პროცედურის დროს მილი გადის ლილვაკებს შორის, სადაც მას ენიჭება სასურველი კუთხე.

მნიშვნელოვანია ამ ტიპის სამუშაოების მკაცრად კოორდინაცია GOST სტანდარტების რეკომენდაციებთან, რაც მიუთითებს ფერადი ლითონისა და უჟანგავი ფოლადისგან დამზადებული მილების მინიმალური მოსახვევის რადიუსის პარამეტრებზე:
- 20 მმ-ზე ნაკლები დიამეტრისთვის - 2.5D-დან.
- 20 მმ-ზე მეტი დიამეტრისთვის - მინიმუმ 3.5D.
ასო "D" მიუთითებს მილის გარე დიამეტრზე.
ჰიდრავლიკური მილების გამხვევები - მოხრის რადიუსი
ეს მანქანები ჩვეულებრივ გამოიყენება თხელი მილების მოსახვევად. სპეციალური ჰიდრავლიკური ცილინდრი შესაძლებელს ხდის მნიშვნელოვნად შეამციროს გამოყენებული ფიზიკური ძალა.
მოსახვევის ადგილის დადგენის შემდეგ, მილის ერთი ბოლო უნდა იყოს ჩასმული მილის გამხვევში. მექანიზმის დიზაინში არსებული ბერკეტი ემსახურება მთარგმნელობითი მოძრაობების შესრულებას. ამ შემთხვევაში, წინაპირობაა მილის მინიმალური მოხრის რადიუსის დაცვა.
ელექტრომექანიკური მილების გამხვევები
ყველაზე ხშირად, ისინი გამოიყენება სხვადასხვა ჯვრის მონაკვეთის მილების მოსახვევად. მთავარი განსხვავება ელექტრომექანიკური მილის გამხვევსა და ამ ტიპის სხვა მანქანებს შორის არის მოხრის რადიუსის მაღალი სიზუსტე და ადამიანის ძალისხმევის საჭიროების სრული არარსებობა.
ამ მოწყობილობების ღირებულება საკმაოდ მაღალია, ამიტომ ისინი ძირითადად პროფესიონალური გამოყენებისთვისაა განკუთვნილი. ელექტრომექანიკური მილების დამჭერების გამოყენებით, შეგიძლიათ მნიშვნელოვანი დიამეტრის მილები მოხაროთ: ამ შემთხვევაში შეზღუდვა მხოლოდ თავად აპარატის ზომაა. ფოლადის მილების ამ გზით მოხრისას მნიშვნელოვანია მკაცრად დაიცვან შესაბამისი სტანდარტები. ამ მიზნით, არსებობს სპეციალური ურთიერთშემცვლელი შაბლონები ზომის ფართო სპექტრში.
სიბრტყე-პარალელური ფირფიტები
არის სიტუაციები, როდესაც საჭიროა მილის სწრაფი მოხრა, მაგრამ მილის გამხვევი არ არის ხელმისაწვდომი. ამ სიტუაციაში ერთ-ერთი ვარიანტია სიბრტყე-პარალელური ფირფიტების გამოყენება, რომლებსაც აქვთ ჩვეულებრივი ბლანკების გარეგნობა. ლითონის ფურცლები გამოიყენება მათი წარმოებისთვის. ჭრის დროს აღებულია იმ რადიუსების მაჩვენებლები, რომლებიც აუცილებელია მოსახვევისთვის.

სიბრტყე პარალელურ ფირფიტებთან მუშაობა ასე მუშაობს:
- მილის კიდეები უნდა იყოს დამაგრებული დამჭერით.
- მოხარეთ დამაგრებული სამუშაო ნაწილი სასურველ რადიუსამდე.
- ამოიღეთ მზა პროდუქტი მექანიზმიდან.
ეს მოხრილი მეთოდი ყველაზე პრიმიტიულია, მაგრამ მისი საიმედოობა საკმაოდ მნიშვნელოვანია. ერთადერთი ნაკლი ის არის, რომ ამ გზით შეგიძლიათ მოხაროთ მილები, რომლებიც არც თუ ისე გრძელია.
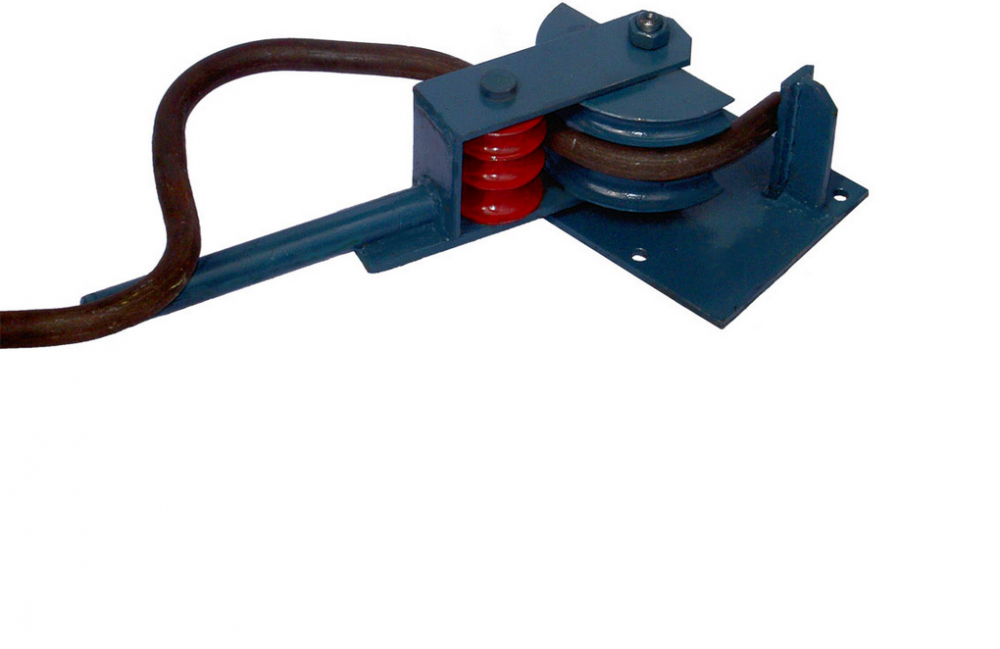
ფოლადის ზამბარა
ფოლადის ზამბარის გამოყენებით რბილი, დრეკადი ლითონისგან დამზადებული მილის ბლანკები იღუნება. ასეთ პროდუქტებთან მუშაობამ შეიძლება დააზიანოს მილები ან შეამციროს შიდა დიამეტრი.
ასეთი დეფექტები მნიშვნელოვნად ამცირებს მილების გამტარუნარიანობას. პროცედურა თავისთავად საკმაოდ მარტივია და შედგება მილის შიგნით ზამბარის ჩაძირვისგან. ამ გზით მიიღწევა სპილენძის, სპილენძისა და მეტალოპლასტმასისგან დამზადებული მილების მაქსიმალური და მინიმალური მოღუნვის რადიუსი.
როგორ დავხაროთ მილი აპარატის გარეშე
იმ სიტუაციებში, როდესაც ძალიან გადაუდებელია მილის მოხრა სპეციალური აღჭურვილობის გარეშე, შეგიძლიათ გამოიყენოთ ერთ-ერთი ტრადიციული მეთოდი.

ამ შემთხვევაში, ძალიან მნიშვნელოვანია, რომ არ გააკეთოთ ზედმეტი ძალისხმევა, წინააღმდეგ შემთხვევაში ეს სავსეა ძალიან სამწუხარო შედეგებით.
ფოლადის მილები
ფოლადი ძალიან გამძლე მასალები, ამიტომ მისი დახრის პროცესი სავსეა მასალის დაზიანებით. ამის თავიდან ასაცილებლად სჯობს ლითონი ჩირაღდნით გავაცხელოთ, სანამ ის ალისფერი არ გახდება.

ამ შემთხვევაში მისი მოხრა ძალიან მარტივად ხდება. ფოლადის მილის მცირე მოღუნვის რადიუსის მისაღებად, ზოგჯერ საკმარისია ძლიერი დარტყმა დარტყმით მოხრილ ადგილას. მასალის სიმტკიცე საშუალებას აძლევს მას გაუძლოს ასეთ ზემოქმედებას ტკივილის გარეშე.
სპილენძის მილები
მიუხედავად იმისა, რომ ჩვეულებრივ არ არის პრობლემები ფოლადის პროდუქტების მოხრის დროს, სპილენძის მილები შეიძლება გასკდეს ან დაზიანდეს მოხრის პროცესის დროს. Ერთ - ერთი ყველაზე მარტივი გზებიასეთი ფენომენებისგან თავის დასაცავად - გამოიყენეთ მარტივი ქვიშა. პროცედურის დაწყებამდე მას ასხამენ მილში.

ქვიშა მშრალი უნდა იყოს. შემდეგი, სანთურის გამოყენებით, მოსახვევის ადგილი თბება. გათბობის ოპტიმალური ტემპერატურის შესამოწმებლად, უბრალოდ მიიტანეთ ქაღალდი მილთან: თუ ის ანათებს, სანთურა შეიძლება გამორთოთ. საჭირო მოსახვევის რადიუსი სპილენძის მილიმოიხსნება თანდათან - უეცარი მოძრაობები ამ შემთხვევაში ზედმეტი იქნება. ეს არის სიზუსტე, რომელიც საშუალებას მოგცემთ თავიდან აიცილოთ არასასურველი ცრემლები მასალაში.
ალუმინის მილები
ალუმინის მილები იღუნება ისევე, როგორც სპილენძის პროდუქტები, რადგან ამ ლითონების მოქნილობის ხარისხი ძალიან ჰგავს. ქვიშის გარდა, ალუმინის შემთხვევაში, შეგიძლიათ გამოიყენოთ მილის შიგნით გაყინული წყალი. ბუნებრივია, ამ მეთოდის განხორციელება შესაძლებელია მხოლოდ ცივ ამინდში.

ამისათვის თქვენ უნდა შეაერთოთ მილის ერთი ბოლო ჩოპერით, რათა მასში წყალი ჩაასხათ. ამის შემდეგ, წყლით სავსე პროდუქტი ექვემდებარება სიცივეს, სანამ სითხე მთლიანად არ გაიყინება. შემდგომი პროცედურა ტარდება ზუსტად ისე, როგორც ქვიშის შემთხვევაში.
ლითონის პლასტმასის მილები
ამ ტიპის პროდუქტი ძალიან სწრაფად გახდა ფართოდ გავრცელებული ადამიანის საქმიანობის სხვადასხვა სფეროში. ეს აიხსნება ლითონის პლასტმასის მილების საიმედოობით, პრაქტიკულობით, დაბალი ღირებულებით და სიმარტივით.
ამ ტიპის პროდუქტების მოხრა ხდება მარტივი ხელით მეთოდით, ან ზემოთ განხილული მეთოდის გამოყენებით ლითონის ზამბარით. მილის მოსახვევის რადიუსის გაანგარიშებამდე მნიშვნელოვანია გავითვალისწინოთ ის პირობა, რომ მეტალოპლასტმასის მილს 2 სმ-ზე 15 გრადუსზე მეტი არ შეუძლია.
თუ ეს წესი დაირღვა, პროდუქტი უბრალოდ გაფუჭდება მრავალი დაზიანების გამო.
პლასტმასის მილები
პლასტმასის მოხრა საკმაოდ რთული პროცედურაა, რადგან ყოველთვის არის მასალის დაზიანების საფრთხე და კედლის სისქის შემცირება. უფრო ოპტიმალური გამოსავალია სპეციალური მბრუნავი ადაპტერის შეძენა. თუ რაიმე მიზეზით შეუძლებელია კვადრატის გამოყენება, მოხრის პროცედურა პლასტმასის მილიხორციელდება თმის საშრობით.

ოპტიმალური ტემპერატურის პირობებიამ შემთხვევაში 140 გრადუსია. მოსახვევი ადგილის დათბობა უნდა მოხდეს ნელა გადახურების თავიდან ასაცილებლად. ფაქტია, რომ 175 გრადუს ტემპერატურაზე, პლასტმასი ჩვეულებრივ იწყებს დნობას.
მას შემდეგ, რაც პროდუქტი მოიპოვებს აუცილებელ პლასტიურობას, ის ფრთხილად იღუნება. იმისათვის, რომ გარე კედლების სისქე არ შეიცვალოს, იგი დაფარულია პლასტმასის პატარა ნაჭრებით და ასევე თბება. ამ გზით ისინი შედუღებამდე ხდება და მუხლზე არსებული უბანი იღებს დამატებით დაცვას გარღვევისგან.
შედეგები
მილსადენები ბევრად უფრო კომფორტულს და ეფექტურს ხდის ადამიანების ცხოვრებას და ეს ეხება როგორც საყოფაცხოვრებო, ისე სამრეწველო სფეროს. სხვადასხვა კომუნიკაციების მოწყობისას, თითქმის შეუძლებელია მოტრიალებისა და მოსახვევების თავიდან აცილება, რომელთა ორგანიზებისთვის გამოიყენება სხვადასხვა მოწყობილობები და მეთოდები. მილების მოხრის პროცესში სხვადასხვა მასალებიძალზე მნიშვნელოვანია, რომ თავიდან იქნას აცილებული აჩქარება, მკაცრად დაიცვან მილების მოხრის წესები.
დღესდღეობით, ლითონის კონსტრუქციების წარმოებაში, მილების რადიალური მოხრა გამოიყენება შედუღებისა და ხრახნიანი შეჯვარების ალტერნატივად. იგი კეთდება სპეციალური ხელსაწყოების გამოყენებით.
ყველაზე ხშირად საჭიროა მრგვალი და პროფილის მილების მოხრა.
მოხრის დროს წარმოქმნილი სტრესის გამო:
- მილის კედელი გადაჭიმულია გამოყენებული ძალის გარე გასწვრივ;
- შეკუმშული მიერ შიგნით;
- ასევე იქმნება ნეიტრალური ღერძი, რომელზედაც მასალის მდგომარეობა არ იცვლება.
მრგვალი, კვადრატული და მართკუთხა მონაკვეთების ქცევა, განადგურების სახეები
მილის კედლების სისქე მოსახვევის გარე ნაწილზე უფრო მცირე ხდება იმის გამო, რომ როდესაც სტრესები წარმოიქმნება, ჩნდება დაძაბულობის მომენტი:
- გარე კედელი, რომელიც თხელი გახდა, მიდრეკილია მილის მედიანური ღერძისკენ. ეს იწვევს მისი ჯვრის მონაკვეთის დეფორმაციას.
- როდესაც პროდუქტის დაჭიმვის სიმტკიცე გადააჭარბებს, ის იშლება მოხრის გარე სიბრტყის გასწვრივ.
მილის კედლების სისქე მოსახვევის შიგნით უფრო დიდი ხდება კომპრესიული სტრესის გამოჩენის გამო. როდესაც პროდუქტის კომპრესიული ძალა აღემატება, ის კარგავს ადგილობრივ სიმტკიცეს. ეს იწვევს მრუდი მილის შიდა სიბრტყეზე ღრმა ნაკეცების წარმოქმნას.
როგორ იქცევა კვადრატული და მართკუთხა პროფილები:
- მათი მილის კედლები ექვემდებარება მაქსიმალურ კომპრესიულ და დაჭიმულ სტრესს, როგორც გარე, ისე შიდა მოსახვევ სიბრტყეზე.
- მასალას აქვს დეფორმაციის გაზრდილი მიდრეკილება, მასტერს უჭირს მისი კონტროლი.
- მოსახვევის შიგნით არსებული პროფილის მასალა მიდრეკილია ვერტიკალურად მიმართული გაფართოებისკენ. ამავდროულად, იგი ჰორიზონტალურად მიედინება პროდუქტის ბოლოს. ეს სტრესი აწვება ვერტიკალურად განლაგებულ მილის კედლებს. ამ შემთხვევაში, კვადრატული ჯვარი მონაკვეთი დეფორმირებულია. იგი იღებს ტრაპეციულ კონფიგურაციას.
- მართკუთხა და კვადრატული ჯვარი სექციები კარგად არ გადააქვთ დამჭერი ძალები მოსახვევ და დამჭერ ყბებს შორის.
- დახრის დასაწყისში პროფილი ბლოკის გასწვრივ სრიალებს. ამავდროულად, მას შეუძლია მისი გახეხვა, რაც იწვევს აღჭურვილობის ცვეთას.
მრგვალი განივი კვეთის მქონე მასალის ქცევა, როდესაც ის მოხრილდება:
- მასალა ნაკლებად დეფორმირებულია ადგილებში უმაღლესი ძაბვა. მაქსიმალური შეკუმშვის/გაჭიმვის ადგილები განლაგებულია კვეთის ტანგენტის ცენტრის ხაზის გასწვრივ.
- მრგვალი ფორმა საშუალებას აძლევს ლითონს თანაბრად მიედინება ყველა მიმართულებით მოხრის დროს. ამის წყალობით, მასტერს უფრო ადვილია მასალის დეფორმაციის პროცესების კონტროლი.
- მრგვალი განივი კვეთის გამო, მილი კარგად გადააქვს ძალებს მოსახვევსა და დამჭერ ბლოკებს შორის.
- დახრისას მრგვალი მილებირადიუსის გასწვრივ, ისინი პრაქტიკულად არ სრიალებენ ხელსაწყოში.
როგორ გამოვთვალოთ მინიმალური დასაშვები რადიუსი
მილის დახრის მინიმალური რადიუსი, რომლის დროსაც ჩნდება დეფორმაციის კრიტიკული ხარისხი, განსაზღვრავს თანაფარდობას:
- Rmin ნიშნავს პროდუქტის მოსახვევის მინიმალურ რადიუსს;
- S მიუთითებს მილსადენის სისქეზე (მმ).
მაშასადამე, რადიუსი შუა მილის ღერძის გასწვრივ უდრის: R=Rmin+0,5∙Dn. აქ Dn ნიშნავს მრგვალი ღეროს ნომინალურ დიამეტრს.
მინიმალური მოსახვევის რადიუსის სწორად გაანგარიშების წინაპირობაა თანაფარდობის გათვალისწინება:
- Kt ნიშნავს პროდუქტების სიმკვრივის კოეფიციენტს;
- D მიუთითებს მილების გარე დიამეტრზე.
ამრიგად, მინიმალური დასაშვები მოხრის რადიუსის გამოთვლის უნივერსალური ფორმულა არის:
R=20∙Kt∙D+0.5∙Dn.
როდესაც მითითებული რადიუსი აღემატება ზემოაღნიშნული ფორმულიდან მიღებულ მნიშვნელობას, მაშინ ცივი მილის მოხრის მეთოდი. თუ ის ნაკლებია გამოთვლილ მნიშვნელობაზე, მასალა წინასწარ უნდა გაცხელდეს. წინააღმდეგ შემთხვევაში, მისი კედლები დახრისას დეფორმირდება.
აუცილებელია გავითვალისწინოთ შემთხვევა, როდესაც თხელი კედლის პარამეტრი არის 0.03<Кт< 0,2
- მაშინ ღრუ ღეროს მინიმალური დასაშვები მოსახვევის რადიუსი, სპეციალური ხელსაწყოს გამოყენების გარეშე, უნდა იყოს: R ≥9,25∙((0,2-Kt)∙0,5).
- როდესაც მინიმალური მოსახვევის რადიუსი ნაკლებია გამოთვლილ მნიშვნელობაზე, მაშინ მანდრილის გამოყენება სავალდებულოა.
მილების მოხრის რადიუსის კორექტირება დატვირთვის მოხსნის შემდეგ, ზამბარის (გასწორების ინერციის) გათვალისწინებით, გამოითვლება ფორმულით:
- დო ნიშნავს მანდრილის მონაკვეთს;
- Ki არის ელასტიური დეფორმაციის კოეფიციენტი კონკრეტული მასალისთვის (საცნობარო წიგნის მიხედვით).
- 4 სმ-მდე გადასასვლელით ფოლადის ან სპილენძის მილის ელასტიური დეფორმაციის სავარაუდო გაანგარიშებისთვის, მიღებულია კოეფიციენტის მნიშვნელობა 1.02.
- 4 სმ-ზე მეტი შიდა დიამეტრის მქონე ანალოგებისთვის ეს მაჩვენებელი უდრის 1.014-ს.
ზუსტად რომ იცოდეთ რა კუთხით უნდა იყოს მოხრილი მასალა, მილის ბრუნვის რადიუსის გათვალისწინებით, გამოიყენება ფორმულა:
- ∆c არის მედიანური ღერძის ბრუნვის კუთხე;
- Ki არის წყაროს კოეფიციენტი საცნობარო წიგნის მიხედვით.
როდესაც სასურველი რადიუსი 2-3-ჯერ მეტია ღრუ ღეროს კვეთაზე, იღებენ ზამბარის კოეფიციენტს 40-60.
Უყურე ვიდეოს
რადიუსის გასწვრივ მილების მოხრის მეთოდები
რადიუსის გასწვრივ მილების მოხრის რამდენიმე მეთოდი არსებობს.
 მექანიკური მილების დამჭერების გამოყენება.მოხრილი მილების ინდივიდუალურად წარმოებისას გამოიყენება ხელის ხელსაწყოები. ამ შემთხვევაში, მასალა შეიძლება გაცხელდეს ან ცივად დამუშავდეს. მოწყობილობები არის მანდრილი, რომელიც აღჭურვილია მოძრავი როლიკებით, რომელიც ახვევს მასალას. მათი მუშაობის პრინციპი ემყარება ღეროს შეკუმშვას. სამუშაოების დაწყებამდე მხედველობაში მიიღება მრგვალი ან კვადრატული მილის შემობრუნების რადიუსი.
მექანიკური მილების დამჭერების გამოყენება.მოხრილი მილების ინდივიდუალურად წარმოებისას გამოიყენება ხელის ხელსაწყოები. ამ შემთხვევაში, მასალა შეიძლება გაცხელდეს ან ცივად დამუშავდეს. მოწყობილობები არის მანდრილი, რომელიც აღჭურვილია მოძრავი როლიკებით, რომელიც ახვევს მასალას. მათი მუშაობის პრინციპი ემყარება ღეროს შეკუმშვას. სამუშაოების დაწყებამდე მხედველობაში მიიღება მრგვალი ან კვადრატული მილის შემობრუნების რადიუსი.
შეგიძლიათ პირდაპირ სამშენებლო მოედანზე იმუშაოთ სხვადასხვა დიზაინის მობილური მოწყობილობების გამოყენებით.
უმარტივესი ბერკეტი მოწყობილობები. გრძელი მკლავის წყალობით, მასალა იხრება ადამიანის ძალის დახმარებით. ბერკეტის მოწყობილობები შესაძლებელს ხდის მილების მოხრას 180 გრადუსამდე კუთხით. იმ პირობით, რომ ეს არის მოქნილი მასალა (უჟანგავი ფოლადი, სპილენძი, ალუმინი), რომლის დიამეტრი 20 მმ-მდეა.
არბალეტის მილების გამხვევებს უფრო რთული დიზაინი აქვთ. მათში მილი იდება ორ საყრდენზე, რომლებიც ბრუნავს მისი ღერძის გარშემო. მოსახვევი მოდული, მოძრავი ღეროსთან ერთად, აჭერს საყრდენებს შორის მდებარე ღეროს მონაკვეთს.
არბალეტის მოწყობილობებში შესაძლებელია 10 სმ-მდე განივი ღეროების დახრილობა 90 გრადუსამდე კუთხით.
ღეროები, რომლებიც დააჭერენ სამუშაო ნაწილს, შეიძლება იყოს:
- ხრახნიანი მექანიკური;
- ჰიდრავლიკური, აღჭურვილია მექანიკური ამძრავით;
- ჰიდრავლიკური, აღჭურვილია ელექტროძრავით.
ელექტრო მოწყობილობები ყველაზე პროდუქტიულია. მათში სამუშაო ნაწილის მოხრა ხორციელდება მოსახსნელ მოდულებზე, რომლებსაც აქვთ სხვადასხვა რადიუსი. პროდუქტი იღუნება სასურველი კუთხით მბრუნავი მანდრილის გამოყენებით. თუ სამშენებლო მოედანს არ აქვს ელექტროენერგიის მიწოდება, მოწყობილობა შეიძლება ბატარეით მუშაობდეს.
ასეთი ხელსაწყოს დახმარებით, სამუშაო ნაწილები შეიძლება მოხრილი იყოს 180 გრადუსამდე კუთხით.
წნეხის გამოყენებით კვერში მოხრა
ბლანკების მოხრა არაუმეტეს 70 სანტიმეტრით შეიძლება გაკეთდეს შტამპის გამოყენებით. ამ შემთხვევაში გამოიყენება ჰიდრავლიკური ან მექანიკური პრესები. ეს მეთოდი იძლევა რთული ფორმის სტრუქტურული ელემენტების წარმოების საშუალებას.
ბლანკების დაჭერა ყველაზე ძვირადღირებული მეთოდია. თუმცა, მისი პროდუქტიულობა ყველაზე მაღალია. ეს მეთოდი საშუალებას გვაძლევს ვაწარმოოთ პროდუქციის ფართო ასორტიმენტი.
მილების მოსახვევი დანადგარები
მილების მოხრა სამრეწველო მასშტაბით ხორციელდება მანქანების გამოყენებით.
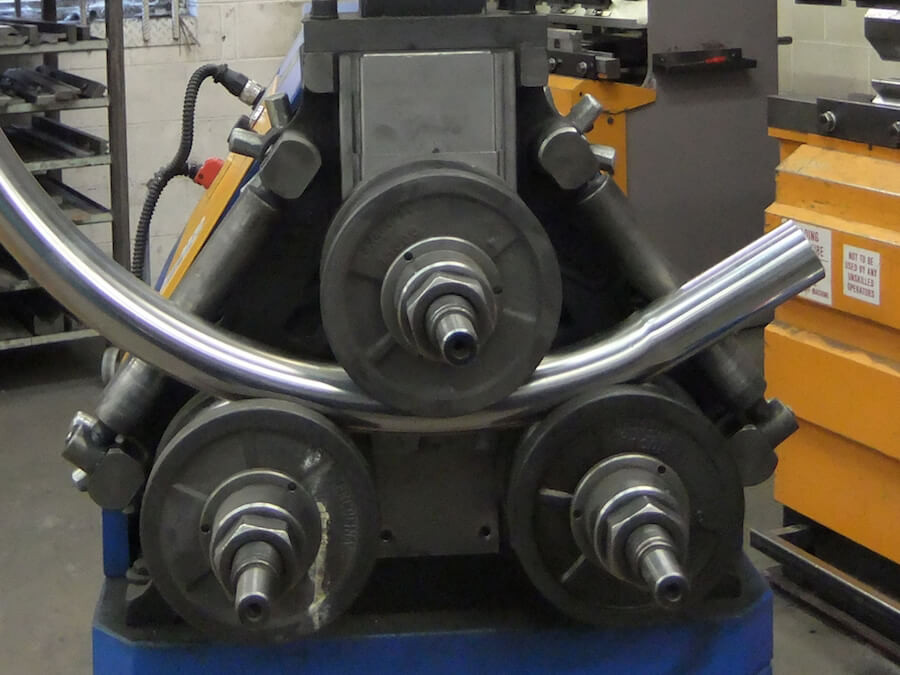
მოხრა მოხვევით.ყველაზე გავრცელებული მანქანებია ის მანქანები, რომლებიც ახვევენ პროდუქტებს მოძრავი გამოყენებით. ყველაზე ხშირად გამოყენებული აღჭურვილობა არის სამი რულონით, რომელიც განკუთვნილია გრძელი სამუშაო ნაწილების მოსახვევად. მისი გამოყენება შესაძლებელია სპირალური მილების დასამზადებლად.
![]()
პროდუქტი მოძრაობს ლილვაკებით, რომელთა მდებარეობა განსაზღვრავს მის მოხრის რადიუსს. ამავდროულად, იგი შეკუმშულია ორივე მხრიდან დეფორმირებული ცილინდრით. იგი განლაგებულია ლილვაკებს შორის, ისე, რომ შესაძლებელია სამუშაო ნაწილის წონაში მოხრა. ლილვაკები ემსახურება როგორც საყრდენს ლითონის დამუშავების დროს.
შეკუმშვის დამუშავება
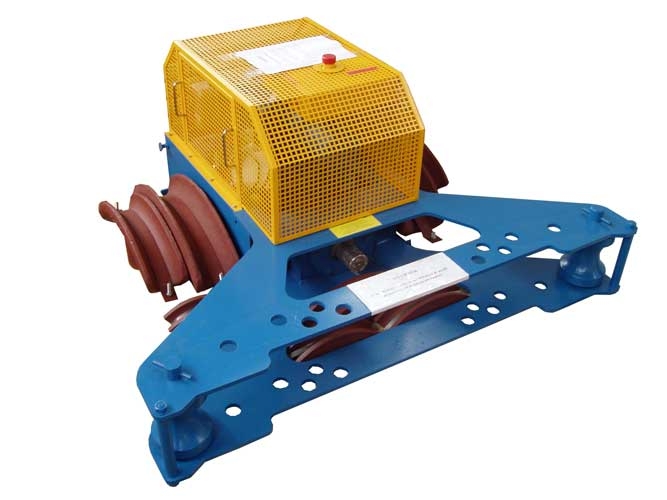
ხშირად წარმოებაში გამოიყენება მანქანები, რომლებიც ახვევენ სამუშაო ნაწილებს მცირე რადიუსით შეკუმშვის მეთოდის გამოყენებით. ისინი ამუშავებენ მცირე და დიდი განივი მონაკვეთების სამუშაო ნაწილებს. პროცესი ხდება პროდუქციის ადგილობრივი გათბობით და მათზე ერთდროული ღერძული წნევით.
მანქანა შედგება:
- საწოლი მასზე განთავსებული გამათბობლით;
- მხარდაჭერა როლიკებით;
- საკინძების დამჭერების წყვილი, მათგან პირველი მოსახვევი და მბრუნავია, მეორე კი დანალექი.
მოწყობილობას შეუძლია ელემენტების მოხრა 180º კუთხით. იგი ამაგრებს სამუშაო ნაწილებს მუდმივი ძალით, განურჩევლად მათი კვეთისა და ღერძული ძალის სიდიდისა, რომელიც წარმოიქმნება დეფორმაციის ეპიცენტრში პროდუქტის მოხრის დროს. მოწყობილობას შეუძლია კვადრატული და მართკუთხა პროფილების დამუშავება.
მბრუნავი გაჭიმვის მოხრილი
მბრუნავი მილის დახაზვა ხორციელდება მანქანებზე ელექტრო ან ჰიდრავლიკური საყრდენებით მოძრავი წნევის ლილვაკები. ეს უკანასკნელი ემსახურება წარმოებული ელემენტის სასურველი კონფიგურაციისა და სისქის მიღებას.
მბრუნავი ნახაზით, პროდუქტები იწარმოება ღრუ მბრუნავი ღეროებისგან, დეფორმირებული ლილვაკებით მოძრავი მანდრილის გასწვრივ. დღესდღეობით უმეტეს შემთხვევაში გამოიყენება CNC მბრუნავი სახატავი მანქანები. მათი პროგრამა ითვალისწინებს მასალის წინააღმდეგობას დეფორმაციის დროს. პროდუქციის წარმოებისას გამოიყენება შესაბამისი GOST.
დასკვნა
Უყურე ვიდეოს
მცირე მოცულობებში, მილის მოხრა შესაძლებელია ხელის ხელსაწყოების გამოყენებით. სამრეწველო მასშტაბით, ეს კეთდება სპეციალურ მანქანებზე. სამუშაოების დაწყებამდე აუცილებელია გამოვთვალოთ მინიმალური დასაშვები მოხრის რადიუსი.
სანიშნეებში დამატება
როგორ მოხაროთ მილი ყველაზე პატარა რადიუსით?
სახლის ხელოსნები დღეს დამოუკიდებლად ახორციელებენ თავიანთი მეურნეობის თითქმის ყველა სასიცოცხლო სისტემას: სანტექნიკას, გათბობას, კანალიზაციას ისინი აშენებენ დაბალ კორპუსებს, კომუნალურ ოთახებს და სათბურებს; ისინი იგონებენ იაფ მოწყობილობებს სამშენებლო მასალების დასამზადებლად და დასამუშავებლად, ყველა სახის პროფილის მოსახვევად, სხვადასხვა მილების ჭრისა და მოსახვევისთვის, იყენებენ შედუღებისა და ჩამოსხმის ტექნოლოგიებს.
მილის გახვევა გამოიყენება ლითონის ღობეების შესაქმნელად, რაც საშუალებას გაძლევთ აღმოფხვრათ შედუღების საჭიროება და მიაღწიოთ სასურველ შედეგს მყარი მილის საჭირო კუთხით.
კერძო ოჯახებში მილების ხშირი დახრის განმეორებადი მიზეზები არ არსებობს.
თუმცა, მოხრილი მილის გაჩენილი საჭიროება, როგორც წესი, იჩენს თავს მომთხოვნად და სასწრაფოდ. ეს შეიძლება იყოს ინდივიდუალური სანტექნიკის ან გათბობის შეკეთება, დამატებითი დრენაჟი ან მსგავსი რამ.
ამოცანაა საჭირო ნაწილის აღება და მოხრა.
რა რადიუსით უნდა მოვიხარო და როგორ?
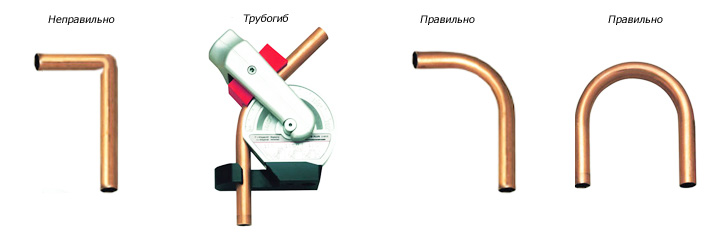
მილის სწორი დახრის დიაგრამა.
თქვენ შეგიძლიათ სცადოთ დახრილობა ყოველგვარი თეორიის გარეშე, მაგრამ უმჯობესია გამოიყენოთ სხვა ადამიანების გამოცდილება. იმისათვის, რომ არ მოხდეს მილების გაბრტყელება, გახლეჩვა ან ნაოჭი მოხრილის დროს, თქვენ უნდა იცოდეთ მინიმალური მოხრის რადიუსი, რომელიც დამოკიდებულია მასალაზე, დიამეტრზე და კედლის სისქეზე. ასევე გავლენას ახდენს მოხრის მეთოდი, რომელიც გამოიყენება. მაგრამ ყველაფერი რიგზეა.
მინიმალური რადიუსი დამოკიდებულია მოხრილი მრგვალი მილის დიამეტრზე: რაც უფრო დიდია მისი დიამეტრი, მით უფრო დიდია მოსახვევის რადიუსი. დაახლოებით 20 მმ-მდე იქნება 3, ხოლო უფრო დიდი მილებისთვის - 4 გარე დიამეტრი. ცხელი მეთოდები საშუალებას გაძლევთ თითქმის გაანახევროთ მოხრის რადიუსი. კლება ხდება გაცხელებისას ფოლადის მზარდი დრეკადობის გამო.
ცხრილი 1. წყლისა და გაზის მილების დახრის მინიმალური რადიუსი (GOST 3262-92 შესწორებული 1992 წელს), მმ-ში.
წყლისა და გაზის მილები არის ფოლადის, სქელკედლიანი, უხალისოდ იღუნება, დიდ ძალისხმევას მოითხოვს, ამიტომ არ არის რეკომენდებული მინიმალური მოსახვევის რადიუსის გამოყენება, თუ აბსოლუტურად აუცილებელი არ არის. უმეტეს შემთხვევაში, შეგიძლიათ გაუმკლავდეთ უფრო დიდი რადიუსებით ან გამოიყენოთ ფიტინგები.
სიტუაცია უფრო რთულია, თუ საჭიროა მოხრილი, ხშირად ის კვადრატული ან მართკუთხაა. სახლის პირობებში ამის ეფექტურად გაკეთება უკიდურესად რთულია: მოხრის დროს აუცილებელია სპეციალური მოწყობილობების გამოყენება, რათა კვეთის ფორმა არ გაბრტყელდეს.
ცხრილი 2. სპილენძის (GOST 617-90) და სპილენძის (GOST 494-90) მილების დახრის მინიმალური რადიუსი, მმ.
|
გარე დიამეტრი, მმ |
მინიმალური მოსახვევის რადიუსი, მმ |
სპილენძისა და სპილენძის სანტექნიკის პროდუქტები სულ უფრო ხშირად გამოიყენება ინდივიდუალურ საცხოვრებელში. ლითონი ადვილად დეფორმირებულია, ამიტომ მისგან დამზადებულ მილებთან მუშაობა ბევრად უფრო ადვილია, ვიდრე ფოლადის. მაგრამ მოხრილი დეფორმაციის ფიზიკა გავრცელებულია სპილენძის, სპილენძის და ფოლადის მილებისთვის.
როდესაც მილის მოხრილი ხდება, მისი გარე ზედაპირი მოსახვევის ზონაში იჭიმება და კედელი თხელდება, ხოლო რადიუსის შიდა ზედაპირი, პირიქით, შეკუმშულია და კედელი სქელდება. ეს ხდება როგორც ცივი, ასევე ცხელი მოხრის მეთოდით, მეორე შემთხვევაში, შეკუმშვა და გაჭიმვა ხდება ბევრად უფრო ძლიერად. მოსახვევის ზონაში, მრგვალი განივი ფორმა მიდრეკილია ბრტყელდება და ხდება ოვალური, ხოლო ნომინალური გახსნა მცირდება, თუ ზომები არ არის მიღებული ამ ფენომენების წინააღმდეგ.
როგორ მოხაროთ იგი საკუთარ თავს?
შეგიძლიათ თითქმის ყველა მრგვალი მილის დახრილობა - 6 მმ დიამეტრიდან სქელკედლიან 163 მმ მილამდე და კიდევ უფრო მეტი.
სამრეწველო წარმოებაში არის ნახევრად ავტომატური და ავტომატური დანადგარები ნაწილების მასიური მოსახვევისთვის. ერთი დასაკეცი დაახლოებით 6 წამი სჭირდება. მცირე სახელოსნოები, მაგალითად, მენეჯმენტ კომპანიებში, საბინაო განყოფილებებში, აღჭურვილია ელექტრული მილების გამხვევებით საჭირო დანართებით. უმეტეს შემთხვევაში, ღირს მათთან დაკავშირება თქვენს ოჯახში საჭირო ნაწილის მოსახვევად. რა თქმა უნდა, ეს ღირს გარკვეული თანხა, თქვენ უნდა შეთანხმდეთ, გააკეთოთ ნახატი. რა მოხდება, თუ ეს შეუძლებელია?
გაცხელების გარეშე მოხრის რამდენიმე გზა არსებობს, აქ არის რამოდენიმე მათგანი: გადახვევა, გაჭიმვა, დახვევა, დახატვა, საყრდენის მეშვეობით, ქსეროქსის გამოყენებით. ყველა მოსახვევი მოწყობილობის მთავარი ამოცანაა მრგვალი ფორმის შენარჩუნება და ამ მიზნით გამოიყენება ლილვაკები ან ლილვაკები, რომლებსაც აქვთ გარე ღარი მილის ფორმისა და ზომის მიხედვით. შემდეგი მიზანია ადამიანის მოქმედების გაძლიერება ბერკეტის ან ჰიდრავლიკური პრესის გამოყენებით.
ფოლადის მილების მოხრა სახლში

მათ აქვთ რამდენიმე მიმაგრება სხვადასხვა დიამეტრისთვის და გამოიყენება სპილენძის, სპილენძის, ალუმინის და თხელკედლიანი ფოლადის მილების მოსახვევად, რომელთა დიამეტრი 22 მმ-მდეა.
მექანიკური მილის გამწოვს აქვს რამდენიმე მიმაგრება სხვადასხვა დიამეტრისთვის და გამოიყენება სპილენძის, სპილენძის, ალუმინის და თხელკედლიანი ფოლადის მილების მოსახვევად, რომელთა დიამეტრი 22 მმ-მდეა. წყლისა და გაზის მილების დახრილობა ხელის ხელსაწყოებით არ შეიძლება. ამ ტიპის პრეს სამუხრუჭე დამონტაჟებულია მაგიდაზე ან დამაგრებულია ვიცეში. დროდადრო წარმოებული ცალკეული ნაწილებისთვის, არის მოწყობილობა ვიცეზე, რომელიც საშუალებას აძლევს მოხრას უმცირეს რადიუსში.
არ არის მომგებიანი ძვირადღირებული აღჭურვილობის შეძენა ერთჯერადი სამუშაოებისთვის. შეიძლება არსებობდეს საქმიანი საქმიანობის განხორციელების მიზეზი მოსახლეობისთვის ასეთი სერვისების მიწოდების მიზნით. იშვიათ შემთხვევებში კი არსებობს მილების დახრის უფრო მარტივი მეთოდები, მაგრამ ისინი დიდ დროს მოითხოვს. ამისათვის თქვენ უნდა მოამზადოთ შემდეგი ინსტრუმენტები და მასალები:
- კალცირებული მდინარის ქვიშა, 30 კგ.
- მტკიცე მაგიდა ან სამუშაო მაგიდა.
- ცილინდრული ლითონის მანდრიუსი მოსახვევის რადიუსით.
- ორი ხის შტეფსელი.
- აფეთქება.
ქვიშა უნდა იყოს sifted და calcined ცეცხლზე ან ჩირაღდანი სანამ კვამლი არ გაქრება. შემდეგ მოამზადეთ მაგიდა მასზე მანდრილის მიმაგრებით და ერთ-ერთი ბოლოსთვის სამაგრის დაყენებით. მაგიდაზე დამაგრებული ვიცე შეიძლება იყოს საყრდენი. მთელი სტრუქტურა ასევე უნდა იყოს უზრუნველყოფილი, წინააღმდეგ შემთხვევაში მილი მას თავის გარშემო ატრიალებს.
თუ დაგეგმილია გათბობა, მაშინ უმჯობესია საცობებში 3-4 მმ დიამეტრის ხვრელები გაბურღოთ, რათა გაცხელების დროს წარმოქმნილი გაზები გამოვიდეს.
მრგვალი განივი კვეთის შესანარჩუნებლად მას ავსებენ კალცინირებული ქვიშით, რისთვისაც ერთი ბოლო იკეტება ხის საცობით, ქვიშას ასხამენ და ტკეპნით იკუმშება. მეორე დანამატი ჩაკეტილია, რის შემდეგაც შესაძლებელია მილის მოხრილი. თუ ერთი ბოლო არ შეიძლება გამოყენებულ იქნას როგორც გრძელი ბერკეტი, მაშინ უნდა აიღოთ სეგმენტი და ჩაიცვით მისი გასახანგრძლივებლად.
მაგიდის გამოყენებით, როგორც მოსახვევ თვითმფრინავს, ვათავსებთ ერთ ბოლოს მანდრილსა და გაჩერებას შორის. მეორე ბოლო, როგორც ბერკეტი, იხრება მანდრის გარშემო და ამით ღუნავს მილს. ქვიშით სავსე, ის შეინარჩუნებს თავის მრგვალ ფორმას და კვეთის დიამეტრს მოსახვევში. ჩვენ ვამცირებთ კუთხეს 2-3% -ით, რადგან ლითონის ზამბარები, ნაწილობრივ აღადგენს მის წინა ზომებს.
მინიმალური მოსახვევის რადიუსის მისაღწევად, დაგჭირდებათ ჩირაღდანი. ქვიშით სავსე მილს ლამპით ვაცხელებთ, სანამ არ გაწითლდება მოსახვევის მიდამოში, რომელიც წინასწარ უნდა იყოს მონიშნული. გახურებისთანავე დადეთ მაგიდაზე და შეასრულეთ მოხრა. თუ დაგეგმილია გათბობა, მაშინ უმჯობესია საცობებში 3-4 მმ დიამეტრის ხვრელები გაბურღოთ, რათა გაცხელების დროს წარმოქმნილი გაზები გამოვიდეს.
როდესაც ფოლადი გაცივდება, ისევე როგორც სხვა ლითონები, ის ოდნავ უბრუნდება თავის წინა ფორმას. ანუ, მოსახვევის კუთხე შეიძლება იყოს საჭიროზე მეტი. შემდეგ გათბობა და დახრის პროცესი უნდა განმეორდეს. სასურველი ფორმის მიღების შემდეგ შტეფსელებს ბურღობენ ან წვავენ, ქვიშას ასხამენ და ინახავენ შემდეგ ჯერზე. შეამოწმეთ მოსახვევის არე სტრიების, ბზარების, ცრემლებისა და ტალღების გამო. ბოლოს მილს ჭრიან საჭირო ზომამდე, ასუფთავებენ, იჭრიან და ნაწილი მზადაა.
სახანძრო, სპილენძის და სპილენძის მილები
სპილენძისა და სპილენძის მილები შეიძლება იყოს მოხრილი, ასევე ქვიშით შევსებული, თუ დაგეგმილია გახურების მინიმალური მოღუნვის რადიუსი. თუ გაცხელების გარეშე, მაშინ დაასხით გამდნარი როზინი, ხოლო ბოლოების ჩაკეტვის შემდეგ, მოხარეთ მილი. 22 მმ-მდე მცირე დიამეტრის მოსახვევისთვის უმჯობესია გქონდეთ ხელით ბერკეტიანი მილის გამწოვი, რომელიც კომერციულად არის ხელმისაწვდომი. მისი დახმარებით თქვენ შეგიძლიათ სწრაფად და მარტივად მოხაროთ მილსადენების სხვადასხვა ნაწილები.
სახლში მცირე რადიუსებით სპილენძისა და სპილენძის მილების მოსახვევად ასევე დაგჭირდებათ ჩირაღდანი ან გაზის ჩირაღდანი. ადუღებული მილი იოლად იხრება მანდრიანზე, მაგრამ უფრო რთულია მოსახვევის გამოსწორება. გარდა ქვიშით შევსებისა, გამოიყენება სპეციალური მოწყობილობა - ზამბარა, რომელიც მილზე დგას მოსახვევში. ზამბარა იძლევა მოხრის საშუალებას, მაგრამ არ აძლევს მილს გაბრტყელებას. შენარჩუნებულია მილის მონაკვეთის გეომეტრია. მოღუნვის შემდეგ ზამბარას „აკრავენ“ და ამოიღებენ.
პლასტმასის მილები შეიძლება დაიღუნოს უპრობლემოდ
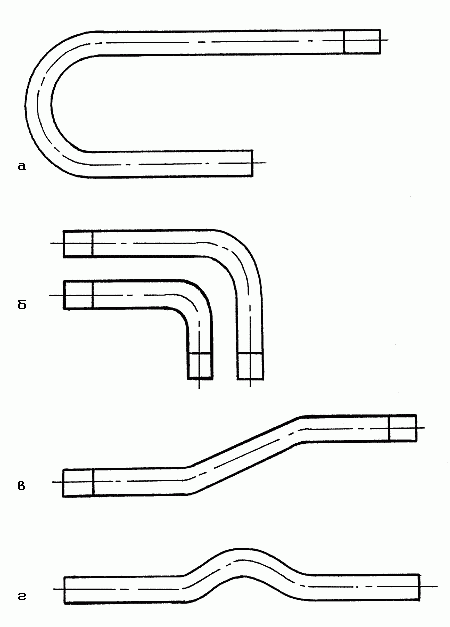
მილების მოსახვევების სახეები: ა – კალაჩი; ბ – მოსახვევებში; გ – იხვი; g – ფრჩხილი.
პლასტმასის მილები იმდენად მოქნილია, რომ უპრობლემოდ იხრება. თუმცა, როდესაც საჭიროა მინიმალური მოსახვევის რადიუსი, იგივე ფიზიკური გაბრტყელების ფენომენი ხდება, როგორც ლითონის მილების შემთხვევაში. პოლიპროპილენის მილები უფრო ხისტია, ვიდრე სხვა პლასტმასის მილები. მასალის პლასტიურობამ და მის დაჭიმულობამ შეიძლება კრიტიკულად შეამციროს მილის კედლის სისქე და შეაფერხოს მილსადენის სიმტკიცე, განსაკუთრებით თუ ის ზეწოლის ქვეშ იმყოფება. ამიტომ, პლასტმასის მილები არ უნდა იყოს მოხრილი წნევის სისტემებში გამოსაყენებლად, არამედ გამოყენებული უნდა იყოს ფიტინგების შედუღება, რაც უზრუნველყოფს კავშირების სიმტკიცეს.
სხვა მიზნებისთვის, მაგალითად, გაცხელებული იატაკის დამონტაჟებისას, პლასტმასის მილებს სახლში ღუნავენ, ავსებენ ლითონის მილებივით, მაგრამ მარილით. მარილს ადუღებენ ტაფაში, რის შემდეგაც მას ასხამენ მილში და ბოლოებს ატენიან. ცხელი მარილი ათბობს მილს, ზრდის მის პლასტიურობას და მილი ადვილად იხრება.
უმცირესი მოსახვევის რადიუსი უდრის ორ დიამეტრს. სასურველი მოღუნვის კუთხის მინიჭების შემდეგ პლასტმასის მილი უნდა დამაგრდეს ბოლომდე გაციებამდე. დამატებითი გათბობისა და მოსახვევის რეგულირებისთვის შეგიძლიათ გამოიყენოთ თმის საშრობი. გათბობის გარეშე, პოლიპროპილენის მილის შეიძლება მოხრილი იყოს ნელა და ფრთხილად, მინიმალური რადიუსით 7-8 დიამეტრით.
პროფილირებული მილების დახრის მახასიათებლები
პროფილირებულთაგან ხშირად გამოიყენება კვადრატული და მართკუთხა ფოლადის მილები. ისინი გამოიყენება სახლის სხვადასხვა დიზაინისთვის. თითქმის შეუძლებელია ასეთი მილების ეფექტურად მოხრილი სპეციალიზებული საამქროების გარეთ, აღჭურვილობის გარეშე. აღწერილი მეთოდები არ იძლევა მოსახვევში განივი კვეთის მართკუთხედობის შენარჩუნების საშუალებას და შედეგად მცირდება ესთეტიკური ღირებულება.
და მაინც, პროფილირებული მილები შეიძლება მოხრილი იყოს მარტივი და იაფი მოწყობილობების და დიდი მოსახვევის რადიუსების გამოყენებით. მოსახვევ მოწყობილობაში ძირითადი ნაწილებია პროფილის ლილვაკები, რომლებიც ღუნვის პროცესში ინარჩუნებენ მართკუთხა კვეთას.
ხშირად გამოიყენება მოხრის სიმულაციები. მილს შიგნიდან ჭრიან გარკვეული საფეხურით, შემდეგ იხრება დიდი ძალისხმევის გარეშე. ამის შემდეგ ყველა ნაკერი შედუღებულია და იწმინდება საფქვავით. 20 მმ ჭრის მანძილით, მოსახვევის რადიუსი მინიმალური იქნება.