1.1. Iemaņu apgūšana griešanas apstākļu piešķiršanā, griezējinstrumenta izvēlē un galvenā laika aprēķināšanā.
2.1. Pierakstiet sava varianta apstrādes nosacījumu datus;
2.2. Griezējinstrumenta izvēle, griešanas apstākļu aprēķins;
2.3. Darba reģistrācija
3. Piederumu saraksts
3.1. Rakstāmpapīrs, A4 formāts - 4 loksnes;
3.2. Kalkulators, kas veic funkcijas y x.
3.3 Lietojumprogramma KOMPAS 3D V11
4. Vispārīga informācija
4.1. Urbšana ir viena no visizplatītākajām urbumu veidošanas metodēm. Griešanas instruments šeit ir urbis, kas ļauj iegūt caurumus cietā materiālā un palielināt diametru agrāk ...
izurbts caurums. Galvenā kustība urbšanas laikā ir rotējoša, padeves kustība ir translatīva.
Pēc formas un konstrukcijas ir vīturbji, ar taisnām rievām, spalvu urbji, dziļurbšanai, gredzenveida, centrēšanas, ar rievām dzesēšanas šķidruma padevei, ar daudzšķautņainām plāksnēm. Urbji ir izgatavoti ar cilindriskiem, koniskiem kātiem.
Urbja asmens galvenie izmēri un leņķi ir standartizēti. Sējmašīnas griešanas daļa ir izgatavota no tērauda R18, R6M5 un cietajiem sakausējumiem.
Urbju kātiem ar konisku kātu ir Morzes konuss, kas izgatavots saskaņā ar GOST 25557-82.
5. Darba kārtība
5.1. Pierakstiet savas opcijas datus (skat. 14. tabulu);
5.2. Izvēlieties urbi un iestatiet tā ģeometrisko elementu vērtību.
5.3. Urbjot cietā metālā, iestatiet griešanas dziļumu t=D /2 (mm).
t = , mm, urbjot iepriekš izveidotu caurumu
5.4. Piešķirt iesniegumu. Urbjot urbumus bez ierobežojošiem faktoriem, mēs izvēlamies maksimāli pieļaujamo urbšanas spēku. Urbjot urbumus, urbšanai ieteicamo padevi var palielināt līdz 2 reizēm.
Tātad, mm / apgr. - urbjot tēraudu, čugunu, varu un alumīnija sakausējumus
5.5. Piešķiriet galvenās griešanas kustības ātrumu
V = , m/min - urbjot
V = , m/min - rīvējot
Km - apstrādātā materiāla koeficients
-korekcijas koeficients, ņemot vērā apstrādājamā urbuma dziļumu.
5.6. Nosakiet vārpstas ātrumu
 apgr./min
apgr./min
D- cauruma diametrs, mm.
Mēs koriģējam vārpstas ātrumu atbilstoši mašīnas pases datiem. Mēs pieņemam mazāko tuvāko vērtību n d apgr./min
5.7. Nosakiet faktisko griešanas ātrumu  , m/min
, m/min
5.8. Nosakiet griezes momentu
Mcr = 10 cm Kp - rīvējot
Koeficientu un eksponentu vērtības
5.9. Nosakiet griešanai patērēto jaudu
 (efektivitāte)
(efektivitāte)
5.10. Nosakiet galveno laiku
5.11. Secinājums - mašīnas jauda ļauj veikt apstrādi šajā griešanas režīmā. Gadījumā, ja N res.rev > N w - ir jānosaka mašīnas slodze jaudas izteiksmē
Īslaicīgai griešanai (līdz 1 min.) ir atļauts pārslogot iekārtas elektromotoru par 25% no tā nominālās jaudas. Lielākas pārslodzes gadījumā samaziniet ātrumu vai izmantojiet jaudīgāku mašīnu.
6. Prasības aprēķina reģistrēšanai
6.1. Izpildītais uzdevums tiek noformēts uz standarta A4 formāta lapām. Pirmā lapa ir titullapa (skat. 1.pielikumu)
Uzdevuma izpildes piemērs
Varianta numurs 31
Uzdevums: Uz vertikālās urbjmašīnas 2H 135 tiek izurbts urbums ar diametru D un dziļumu l. Nepieciešams: izvēlēties griezējinstrumentu, piešķirt griešanas režīmu, noteikt galveno laiku (skat. 1. slaidu, 3.1. pielikumu).
13. tabula
Griešanas instrumenta izvēle(skat. 2. slaidu 3.2. pielikumā)
Urbis Ø18 ar konisku kātu no P18 tērauda. GOST 10903-64
Ģeometriskie elementi: asināšanas forma - dubultā ar punktu šķērsmalā.
Urbšanas leņķi 2 φ = 118°, 2 φ1 = 70 0 .
ﮯγ = 25°
Griešanas elementu piešķiršana(skat. 3. slaidu 3.3. pielikumā)
1. Nosakiet griezuma dziļumu
t = 18/2 = 9 mm
2. Piešķirt servi
Tātad \u003d (0,33 - 0,38) mm / apgr
K 1 = 0,9 (urbšanas dziļums līdz 5D)
Tad So \u003d (0,33 - 0,38) * 0,9 \u003d (0,3 - 0,34) mm / apgr.
Labojam pēc mašīnas pases
Tātad = 0,28 mm/apgr
3. Nosakiet griešanas ātrumu
V = , m/min
Сv = 9,8 q = 0,4 g = 0,5 m = 0,2
- vispārējs griešanas ātruma korekcijas koeficients
Km = Kr Kr = 0,95 n = 1 Km = 0,9
-korekcijas koeficients, ņemot vērā instrumenta materiāla ietekmi
-korekcijas koeficients, ņemot vērā apstrādājamā urbuma dziļumu.
0,9 1 0,85 = 0,765
V = 0,765 = 21 m/min
4. Vārpstas apgriezienu skaits
n d \u003d 355 apgr./min (saskaņā ar mašīnas pasi)
5. Nosakiet faktisko griešanas ātrumu
6. Nosakiet griezes momentu
Mcr = 10 cm Kp - urbjot
Cm = 0,0345 q = 2 y = 0,8
Kp \u003d Kmr \u003d 0,9
Mcr \u003d 0,0345 0,9 \u003d 3,62 N m
7. Nosakiet griešanai patērēto jaudu
N= = 0,13 kW
Pārbaude, vai mašīnas piedziņas jauda ir pietiekama
(efektivitāte)
Nshp = 4,5 0,8 = 3,6 kW
8. Nosakiet galveno laiku
y=7 mm.

(Skatīt 4. slaidu 3.4. pielikums)
Apstrādes skice (skat. 5. slaidu, 3.5. pielikums)
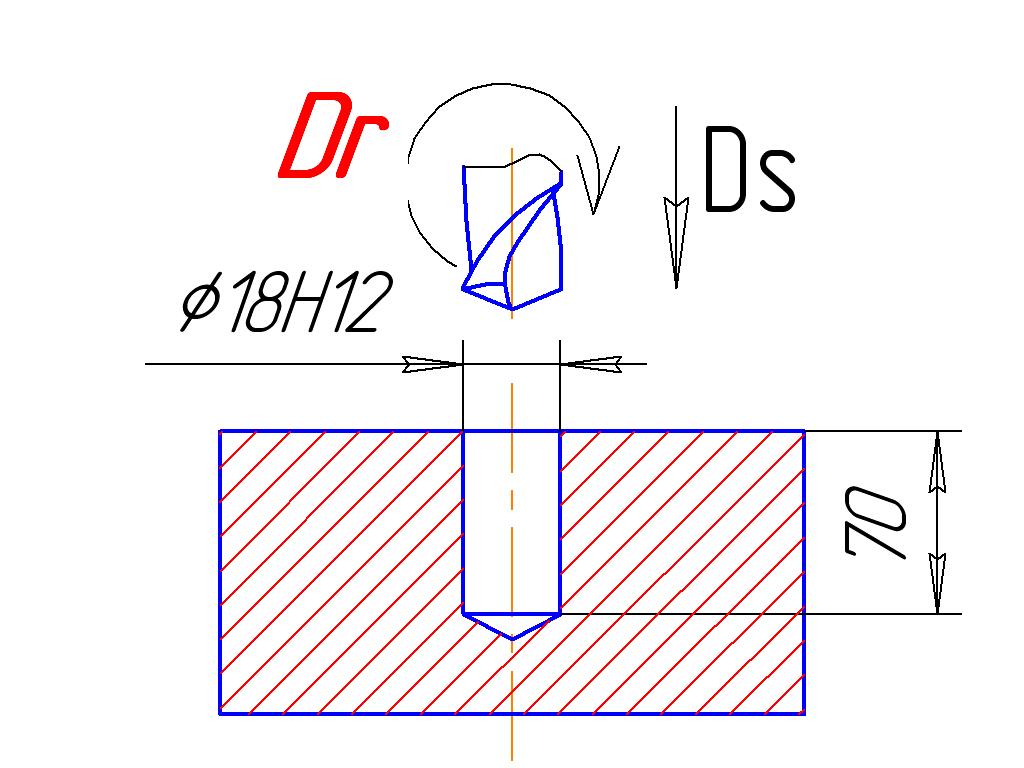
Uzdevums: Uz vertikālās urbjmašīnas 2H135 tiek izurbts urbums ar diametru D un dziļumu l.
Nepieciešams: izvēlēties griezējinstrumentu, piešķirt griešanas režīma elementus; noteikt galveno laiku.
14. tabula
| opcijas numurs | Sagataves materiāls | D | l | Caurums | Ārstēšana |
| mm | |||||
| Tērauds 10 σv \u003d 35 kgf / mm 2 | 15H12 | Kurls | Atdzesēts | ||
| Tērauds 40 σv = 45 kgf / mm 2 | 22H14 | cauri | Atdzesēts | ||
| Pelēks čuguns 200HB | 16Н14 | cauri | Bez dzesēšanas | ||
| Tērauds 40 X σv = 55 kgf / mm 2 | 18H13 | cauri | Atdzesēts | ||
| Tērauds 20 x 170 HB | 20H14 | cauri | Atdzesēts | ||
| Pelēks čuguns 210 HB | 10Н14 | Kurls | Bez dzesēšanas | ||
| Tērauds 12X3 σv = 45 kgf / mm 2 | 19.2H14 | Kurls | Atdzesēts | ||
| Tērauds 35 X σv \u003d 48 kgf / mm 2 | 24Н14 | Kurls | Atdzesēts | ||
| Pelēks čuguns 170 HB | 18,25 | cauri | Bez dzesēšanas | ||
| Tērauds 20 σv \u003d 38 kgf / mm 2 | 15H12 | Kurls | Atdzesēts | ||
| Tērauds 45 σv \u003d 44 kgf / mm 2 | 26Н12 | Kurls | Atdzesēts | ||
| Kaļamais čuguns 180 HB | 24Н12 | Kurls | Bez dzesēšanas | ||
| Tērauds 5 X NM σv \u003d 70 kgf / mm 2 | 18Н12 | cauri | Atdzesēts | ||
| Tērauds U7A σv \u003d 58 kgf / mm 2 | 20Н12 | cauri | Atdzesēts | ||
| Tērauds 65G σv \u003d 50 kgf / mm 2 | 25H12 | cauri | Atdzesēts | ||
| Pelēks čuguns 210HB | 28Н12 | Kurls | Bez dzesēšanas | ||
| Tērauds 40 X 13 σv = 65 kgf / mm 2 | 24Н12 | Kurls | Atdzesēts | ||
| Tērauds 9 x C σv \u003d 60 kgf / mm 2 | 20Н12 | cauri | Atdzesēts | ||
| Kaļamais čuguns 220 HB | 26Н12 | cauri | Bez dzesēšanas | ||
| Tērauds 40 X C 225 HB | 8Н12 | cauri | Atdzesēts | ||
| Tērauds 30L σv=50 kgf/mm | 6Н12 | cauri | Atdzesēts | ||
| Tērauds A20 σv \u003d 30 kgf / mm 2 | 12H12 | cauri | Atdzesēts | ||
| Tērauds 35 σv = 50 kgf / mm 2 | 14H12 | Kurls | Atdzesēts | ||
| Pelēks čuguns 175 HB | 16Н12 | Kurls | Bez dzesēšanas | ||
| Tērauds 40 G σv = 55 kgf / mm 2 | 16.8H12 | Kurls | Atdzesēts | ||
| 26 | Tērauds X12M δv = 60 kgf / mm 2 | 17.2H12 | cauri | Atdzesēts | |
| HVG tērauds σv = 55 kgf / mm | 18.25H12 | cauri | Atdzesēts | ||
| Pelēks čuguns 170 HB | 24Н12 | cauri | Bez dzesēšanas | ||
| Misiņš LMtsZh 52-4-1 100 HB | ZONA12 | cauri | Bez dzesēšanas | ||
| Bronzas BRAZHN 11-6-6 200 HB | 24Н12 | cauri | Bez dzesēšanas |
Caurumu veidošana tiek veikta ar dažādiem griezējinstrumentiem, atkarībā no sagataves veida, nepieciešamās precizitātes un vēlamās virsmas apdares.
Ir sagataves ar urbumiem, kas sagatavotas ar liešanu, kalšanu vai štancēšanu, un sagataves bez iepriekš sagatavotiem caurumiem.
Caurumu apstrāde sagatavēs, kurām nav iepriekš sagatavotu caurumu, vienmēr sākas ar urbšanu.
1. Urbji
Seklu caurumu urbšana tiek veikta ar pildspalvu un vītņurbji.
Spalvu urbis. Pirmais urbis ir parādīts attēlā. 159. Sējmašīnas griešanas daļa ir plakans asmens 3, kas ieiet stienī 4. Divas urbja griešanas malas 1 un 2 ir slīpi viena pret otru, parasti 116-118 ° leņķī, bet šo leņķi var vienāds ar 90 līdz 140 °, atkarībā no sagataves materiāla cietības: jo cietāks materiāls, jo lielāks leņķis.
Lāpstas urbji ir neefektīvi, turklāt, urbjot, tie tiek noņemti no urbuma ass. Neskatoties uz to, tos dažkārt izmanto nekritiskiem darbiem šādu urbju konstrukcijas vienkāršības un zemo izmaksu dēļ.
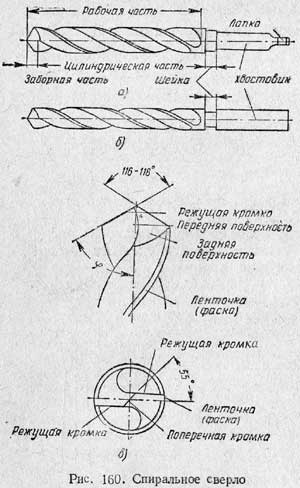
Twist urbji. Pašlaik urbšana tiek veikta galvenokārt ar vītņurbjiem. Uz att. 160 rāda šādu urbi. Tas sastāv no darba daļa un kāts(konisks pēc 160. att., a vai cilindrisks pēc 160. att., b) urbja stiprināšanai vai nu astes sviras koniskajā atverē, vai patronā.
Konusveida kātam ir ķepa, kas kalpo kā pietura, izsitot sējmašīnu (160. att., a).
Vīturbjmašīnas darba daļa ir cilindrs ar divām spirālveida (vai drīzāk spirālveida) rievām, kas kalpo, lai veidotu sējmašīnas griešanas malas un izvadītu skaidas. Sējmašīnas priekšējā daļa (160. att., c) ir uzasināta pa divām koniskām virsmām un tai ir priekšpuse, aizmugure, divas griešanas malas, savienots džemperis(šķērsmala). divi šauri lentes(nošķautnes), kas iet pa sējmašīnas spirālveida rievām, kalpo pareizam sējmašīnas virzienam un centrēšanai.
Urbja uzgaļa leņķis 2φ parasti ir 116 - 118°. Urbjot cietos materiālos, šis leņķis tiek palielināts līdz 140°, bet urbšanai mīkstos materiālos – samazināts līdz 90°.
Urbji ir izgatavoti no 9XC leģētā tērauda, P9 un P18 ātrgaitas tērauda, kā arī no leģētā tērauda ar lodētām cieta sakausējuma plāksnēm.
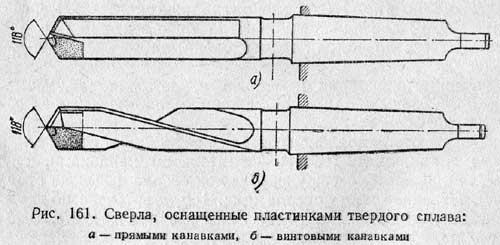
Urbji, kas aprīkoti ar karbīda ieliktņiem, ir parādīti attēlā. 161. Urbji ar taisnām rievām (161. att., a) ir vieglāk izgatavojami, bet skaidu izeja no urbuma tiem ir apgrūtināta; tos parasti izmanto, urbjot čugunu un citus trauslus metālus, kad urbuma dziļums nepārsniedz divus vai trīs diametrus. Urbji ar spirālveida rievām (161. att., b) vieglāk izņem skaidas no urbuma, tāpēc tos ieteicams izmantot, urbjot viskozus materiālus.
2. Asināšanas vīturbji
Vējurbju asināšana tiek veikta uz īpašām slīpmašīnām. Tomēr virpotājam dažkārt urbji ir jāasina ar roku, izmantojot parasto asināmo.
Asinot urbjus, jāievēro šādi nosacījumi:
1. Sējmašīnas griešanas malām jābūt simetrisks, t.i., atrodas noteiktos un vienādos leņķos pret sējmašīnas asi un ir vienāda garuma.
2. Šķērsmalai (tiltam) jāatrodas 55 ° leņķī pret griešanas malām (160. att., c.).
Šādi uzasināts urbis darbosies labi.
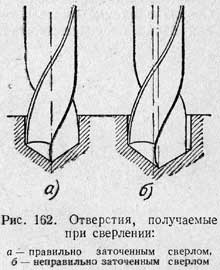
Uz att. 162 parāda urbumus, kas iegūti, urbjot ar pareizi un nepareizi uzasinātiem urbjiem. Ar vienādu griešanas malu garumu (162. att., a) urbtā urbuma diametrs ir vienāds ar urbja diametru. Ja viena mala ir garāka par otru (162. att., b), tad urbuma diametrs ir lielāks par urbja diametru. Tas var novest pie laulībām un ātri atspējot sējmašīnu griešanas malu nevienmērīgas noslodzes dēļ.
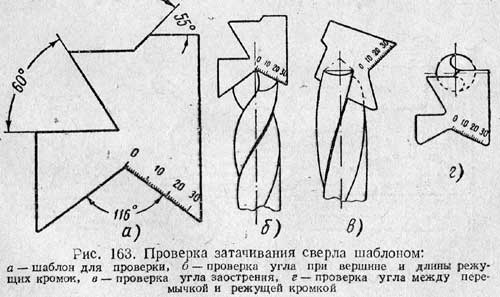
Sējmašīnas asināšanas pareizību pārbauda ar īpašu kombinētu veidni ar trim izgriezumiem (163. att., a); viens no griezumiem pārbauda leņķi sējmašīnas augšdaļā un griešanas malu garumu (163. att., b), otrajā griezumā - griešanas malas asināšanas leņķi uz sējmašīnas ārējā diametra (Zīm. 163, c), trešais - leņķis starp džemperi un griešanas malu (163. att., d).
3. Fiksācijas urbji
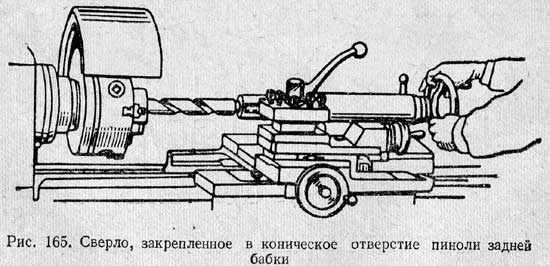
Sējmašīnas nostiprināšanas metode ir atkarīga no tā kāta formas. Urbt ar cilindrisku kātu ar speciālu patronu palīdzību nostiprināts astes stiebrā (164. att.); urbji ar konusveida kāts tie ir nostiprināti tieši astes sviras koniskajā atverē (165. att.). Konusveida kāti uz instrumentiem, kā arī konusveida urbumi uz vārpstām un virpas ir izgatavoti pēc Morzes sistēmas. Morzes čiekuri ir numurēti ar 0, 1, 2, 3, 4, 5, 6; Katrs skaitlis atbilst noteiktam izmēram. Ja sējmašīnas konuss ir mazāks par astes sviras konusveida caurumu, uzlieciet uz urbja kāta 1 adaptera uzmava 2 (166. att.) un tad uzmava kopā ar urbi tiek ievietota mašīnas astes sviras atverē.


Pirms sējmašīnas ievietošanas astes svirā, rūpīgi jānotīra urbja kāts, kā arī spalvu atvere no netīrumiem.
Lai noņemtu sējmašīnu no astes sviras uzgaļa, grieziet rokratu, līdz svira ir ievilkta gala pozīcijā. Šajā pozīcijā skrūve atbalstīsies pret kāta galu un izspiedīs to ārā.
4. Urbšanas tehnika
Urbšanas sagatavošana. Urbjot urbumu, kura garums ir lielāks par diviem urbja diametriem, ieteicams urbumu vispirms stingri nostiprināt svirā ar īsu, tad nākamais urbis būs labāk vadāms un mazāk novadīts uz sāniem.
Urbja padeve. Sējmašīnas padeve tiek veikta, griežot astes sviras rokratu (165. att.).
Urbjot dziļu caurumu vītņurbis laiku pa laikam ir nepieciešams izņemt urbi no urbuma mašīnas kustības laikā un noņemt to no skaidām; tas novērš sējmašīnas lūzumu. Ir arī jānodrošina, lai, veicot urbšanu ar parastajiem urbjiem, urbuma dziļums nav lielāks par urbja spirālveida viļņa garumu, pretējā gadījumā skaidas nevarēs izkļūt no flautām un urbis salūzīs.
Aklo caurumu urbšana. Noteikta garuma caurumu urbšanai ir ērti izmantot riskus uz astes svirām (sk. 165. att.). Pagriežot ma, spiediet sējmašīnu, līdz tā ar visu ieplūdes daļu iekļūst dziļi materiālā, un tajā pašā laikā ievērojiet atbilstošo risku uz spalvām. Pēc tam, griežot astes stieņa rokratu, spalvu kustina, līdz tā atstāj ķermeni par vēlamo sadalījumu skaitu.
Ja uz spalvām nav dalījumu, var izmantot šādu metodi. Atzīmējiet vajadzīgo urbuma garumu uz sējmašīnas ar krītu un pārvietojiet spalvu, līdz urbis dziļi iekļūst atzīmēs.
Dažreiz urbšanas laikā ir dzirdams raksturīgs metālisks kliedziens. Tas liecina par nepareizi novietotu caurumu vai blāvu urbi. Šādos gadījumos nekavējoties jāpārtrauc padeve, jāaptur mašīna, jānoskaidro un jānovērš čīkstēšanas cēlonis.
Pirms mašīnas apturēšanas urbšanas laikā urbis jāizvelk no urbuma. Mašīnu nav iespējams apturēt, kamēr sējmašīna atrodas urbumā, jo tas var novest pie sējmašīnas iesprūšanas un salūzšanas.
5. Griešanas nosacījumi urbšanai un rīvēšanai
Urbšanas griešanas ātrums vidēja cieta oglekļa tērauda, pelēkā čuguna un bronzas ar ātrgaitas tērauda urbjiem var ņemt vienādu ar 20-40 m / min.
Sējmašīna tiek padota uz virpas ar roku, lēnām kustinot astes sviru, kā parādīts attēlā. 165. Pārāk liela un nevienmērīga padeve var izraisīt sējmašīnas lūzumu, īpaši, ja tiek izmantotas maza diametra urbjmašīnas.
Dažkārt, veicot urbšanu, tiek izmantota arī mehāniskā padeve (sk. 167. att.). Šajā gadījumā sējmašīna tiek nostiprināta ar speciālu starpliku palīdzību vai instrumentu turētājā esošu buksi. Urbjot ar mehānisko padevi, padeves ātrumu ņem vienādu ar: urbjiem ar diametru no 6 līdz 30 mm vidēji cietam oglekļa tēraudam - no 0,1 līdz 0,35 mm1apgr.; čugunam - no 0,15 līdz 0,40 mm / apgr.
Veicot rīvēšanu, sējmašīnas šķērsmala darbā nepiedalās. Sakarā ar to tiek ievērojami samazināts padeves spēks, kā arī samazinās sējmašīnas izvilkšana; tas ļauj palielināt padeves daudzumu aptuveni 1½ reizes, salīdzinot ar tāda paša diametra sējmašīnas padevi, urbjot cietā materiālā.
Rīvēšanas griešanas ātrums jūs varat ņemt to pašu, ko urbjot.
Tērauda un alumīnija urbšanu un rīvēšanu ieteicams veikt ar emulsijas dzesēšanu vismaz 6 l / min; čuguns, misiņš un bronza tiek urbti un rīvēti bez dzesēšanas. Tomēr jāņem vērā, ka apstrādājamo urbumu horizontālā izvietojuma dēļ dzesēšanas šķidrums gandrīz netiek piegādāts vietā, kur veidojas skaidas. Tāpēc dziļai urbšanai grūti apstrādājamos materiālos tiek izmantoti urbji ar iekšējiem kanāliem, caur kuriem dzesēšanas šķidrums tiek piegādāts zem augsta spiediena uz griešanas malām.
6. Augstas veiktspējas darba metodes urbšanai un rīvēšanai
Manuālās padeves mehāniskā nomaiņa. Inovatori ražošanā, lai mehanizētu sējmašīnas piegādi, izmanto vienkāršas un lētas ierīces, kas atvieglo darbaspēku un ietaupa laiku. Viena no šīm ierīcēm ir parādīta attēlā. 167.
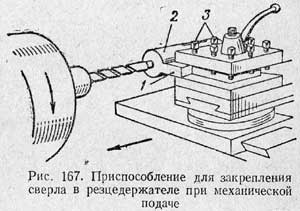
Ierīce ir tērauda turētājs 2 ar flīzi 1, kas piestiprināts ar skrūvēm 3 instrumentu turētājā. Turētājam ir konisks caurums urbja kāta nostiprināšanai un caurums urbja izspiešanai. Flīzes 1 apakšējā plakne ir ēvelēta vai frēzēta tā, lai, fiksējot instrumentu turētājā, urbis būtu precīzi (bez starplikām) iestatīts centru augstumā. Lai uzstādītu urbi pa urbuma asi horizontālā plaknē, uz suporta apakšējā slīdņa ir atzīmēts risks. Šāda ierīce ir ļoti efektīva ražošanā liels skaits detaļas ar caurumiem, jo šajā gadījumā urbšana tiek veikta ar sējmašīnas mehānisko padevi no suporta; tās izmantošana samazina apstrādes laiku un atvieglo virpotāja darbu.
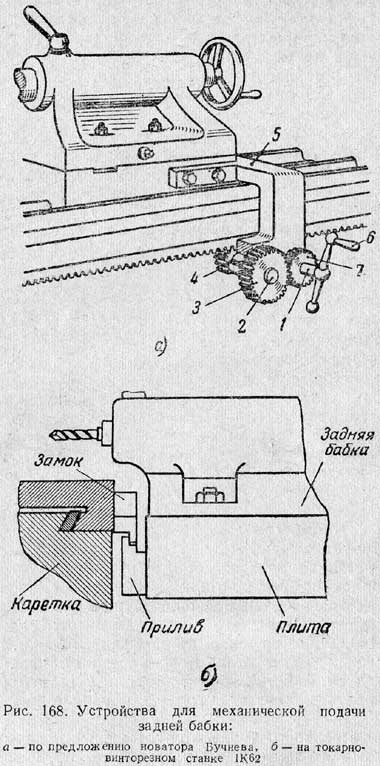
Lai mehanizētu sējmašīnas padevi, urbjot caurumus liels diametrs mazapjoma un vienreizējās ražošanas apstākļos novatoriskais virpotāju biedrs Bučņevs izgatavoja ierīci (168. att., a), kas ļauj ar nelielu piepūli pārvietot astes stieni. Šī ierīce ir šāda. Pie aizmugures plāksnes ir pieskrūvēts leņķa kronšteins 5, kurā ievietoti rullīši 1 un 2. Piedziņas zobrats 7 un rokturis 6 atrodas uz veltņa 1. Uz veltņa 2 ir zobrats 3 un ritenis 4, kas saķeras ar gultas sliedēm. Roktura 6 griešanās caur riteņiem 7 un 3 tiek pārnesta uz riteni 4, kas ripo pa mašīnas sliedēm un pārvieto astes balstu gar rāmi.
Krasny Proletarian rūpnīcas skrūvējamā virpa 1K62 paredz sējmašīnas (urbja, urbja) manuālās padeves nomaiņu pret mehānisko. Lai to izdarītu, suportam ir īpaša slēdzene (168. att., b), kas ir iekļauta astes spārnu plūdmaiņā. Izmantojot tik vienkāršu ierīci, jūs varat savienot suporta karieti ar astes balsta plāksni un, atlaižot spārna plāksni no rāmja, ieslēgt izdevīgāko suporta mehānisko padevi.
Tajā pašā laikā ievērojami palielinās darba ražīgums. Papildus šai priekšrocībai šī padeves metode ļauj urbt (urbt, rīvēt) urbumus līdz vajadzīgajam dziļumam, skaitot gar gareniskās padeves skalu vai izmantojot garenisko aizturi (garuma ierobežotāju).
Izmantojot urbjus ar īpašu asināšanu. Lai palielinātu darba ražīgumu, ražošanas novatori izmanto džemperu pārslīpēšanu, izmanto urbju dubulto asināšanu un bezdžemperu urbjus.
Dubults zemes urbis attēlā parādīts. 169, a. Tās ieplūdes daļai ir nolauztas griešanas malas: sākotnēji īsas 70-75° leņķī, un iegarena virzienā uz augšu - 116-118° leņķī. Šādi urbji nolietojas mazāk nekā parasti, un tiem ir raksturīga paaugstināta izturība - 2-3 reizes ilgāk, urbjot tēraudu un 3-5 reizes ilgāk, urbjot čugunu.
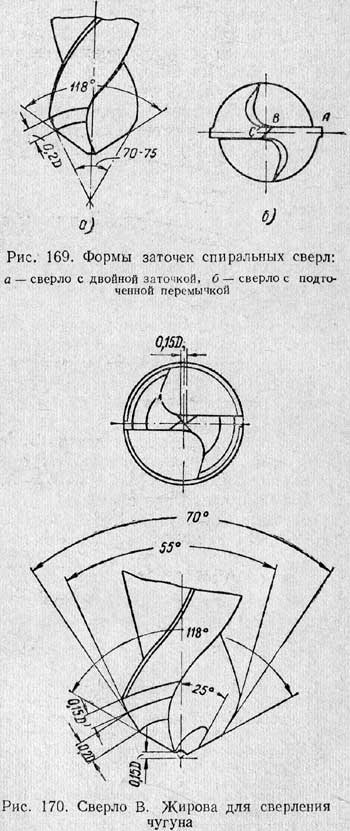
Lai samazinātu padeves spēku urbšanas laikā, ir lietderīgi BC sekcijā nogriezt džemperi (169. att., b). Ar šādu apakšējo griezumu samazinās ne tikai šķērsmala, bet arī palielinās grābekļa leņķis, kas atvieglo griešanas apstākļus.
Uz att. 170 ir redzams augstas veiktspējas urbis, kas izgatavots no ātrgaitas tērauda ar ātrgaitas urbi no Vidējās Volgas darbgaldu rūpnīcas V. Žirovs. Sējmašīna ir paredzēta čuguna urbšanai.
Žirov urbis, atšķirībā no urbjmašīnas, kas parādīta attēlā. 169, a, ir izgatavots ar trīskāršu konusu augšpusē, ar uzasinātu priekšējo virsmu un izgrieztu džemperi. Padziļinājuma klātbūtne džempera vietā ievērojami atvieglo sējmašīnas iekļūšanu apstrādājamajā metālā, kā rezultātā, urbjot čugunu, aksiālais spēks tiek samazināts 3-4 reizes. Tas ļauj palielināt sējmašīnas padevi un samazināt mašīnas darbināšanas laiku vismaz uz pusi.
Lai palielinātu izturību, Žirov urbjmašīnas ieplūdes daļai ir trīs salauztas griešanas malas, sākotnēji īsas, veidojot 55 ° leņķi, pēc tam garākas - ar 70 ° leņķi un, visbeidzot, garākās - ar leņķi augšpusē. no 118 °.
Īsu griešanas šķautņu klātbūtne ar 55° leņķi ievērojami pagarina sējmašīnas kalpošanas laiku (strādājot ar lielu padevi), salīdzinot ar parastajām urbju konstrukcijām.
7. Laulība urbšanas laikā un pasākumi tās novēršanai
Galvenais laulības veids urbšanas laikā ir urbja noņemšana no vajadzīgā virziena, ko visbiežāk novēro, urbjot garus urbumus.
Urbja ievilkšana notiek: urbjot sagataves, kuru gala virsmas nav perpendikulāras asij; strādājot ar gariem urbjiem; strādājot ar nepareizi uzasinātiem urbjiem, kuros viena griešanas mala ir garāka par otru; urbjot metālu, kurā ir bedres vai kas satur cietas vielas.
Urbja novirzi, strādājot ar gariem urbjiem, var samazināt, iepriekš izurbjot caurumu ar tāda paša diametra īsu urbi.
Ja sējmašīnas ceļā detaļas materiālā ir čaumalas vai cieti ieslēgumi, tad šajā gadījumā ir gandrīz neiespējami novērst urbja slīdēšanu. To var samazināt, tikai samazinot padevi, kas vienlaikus būs līdzeklis, lai novērstu iespējamu sējmašīnas lūzumu.
testa jautājumi 1. Kādus urbjmašīnu veidus izmanto, urbjot uz virpām?
2. Nosauciet vīturbjmašīnas elementus.
3. Pastāstiet par urbju asināšanas noteikumiem.
4. Kā nepareiza urbja asināšana ietekmēs urbuma izmēru?
5. Kā urbji tiek fiksēti mašīnā?
6. Pastāstiet par urbumu, aklo caurumu urbšanas metodēm:
7. Kādu dzesēšanu izmanto urbšanai?
8. Pastāstiet mums par uzlabotajām urbšanas metodēm.
9. Kā novērst urbja izslīdēšanu?
Griešanas spēki, griezes moments un urbšanas jauda
Griešanas procesā urbis piedzīvo apstrādājamā materiāla pretestību. Pretestības spēki iedarbojas uz katru griešanas malas punktu. Aizstāsim tos ar rezultējošo spēku, kas pielikts punktam A aptuveni vienādā attālumā D /4 no sējmašīnas ass. Pēdējo var sadalīt trīs spēka komponentos R x , RU un P z (72. att.)
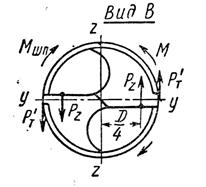
Rīsi. 72.Spēki, kas iedarbojas uz urbi
Pretestības spēks R x vērsta pa sējmašīnas asi. Spēks, kas darbojas tajā pašā virzienā R p uz šķērsmalas, berzes spēks R t lentes uz urbuma virsmas, pretestības spēki, kas iedarbojas uz urbi pa tā asi, uz asi X aizstāt iegūto spēku P 0 , ko sauc par aksiālo spēku vai padeves spēku. To pārvar mašīnas padeves mehānisms. Pēdējam ir jāpārnes aksiālais spēks uz mašīnas vārpstu R" 0 spēj pārvarēt spēku P 0 . Maksimālais aksiālais spēks, ko pieļauj mašīnas padeves mehānisms, ir norādīts tā pasē.
Formulas aksiālā spēka un momenta aprēķināšanai urbšanas laikā:
Spēka definīcija P 0 un brīdis M kr ražots pēc empīriskām formulām, kas iegūtas eksperimentāli. Instrumentu tērauda urbjiem, apstrādājot tērauda un čuguna detaļas, tiem ir šāda forma:
; , kgf mm - urbjot;
; , kgf mm rīvējot.
kur: C lpp un Cm - koeficienti atkarībā no apstrādājamā metāla, urbja formas asināšanas un griešanas apstākļiem;
zp, xp , ip , z M , x M un yM - sējmašīnas diametra ietekmes pakāpe D , griezuma dziļums t , iesniegšana s aksiālajam spēkam P0 un urbšanas griezes momentu M ;
Kp un KM – korekcijas koeficienti izmainītiem urbšanas apstākļiem;
Radiālie spēki RU , daudzvirzienu, ir līdzsvaroti (S RU = 0). Spēks P z rada griešanas pretestības momentu M uz galvenajām griešanas malām un spēku R t', lentes pieskares, ir berzes moments uz to (parasti tas tiek atstāts novārtā).
Urbja elementu relatīvā ietekme uz griešanas spēku un griezes momentu urbšanas laikā ir parādīta 16. tabulā.
16. tabula. Urbja elementu ietekme uz aksiālo spēku P0 un griezes momentu M
Griešanas pretestības moments M griezums pārvar galvenās kustības mehānisms, t.i., griezes moments uz mašīnas vārpstas M kr . Katrā mašīnas vārpstas solī jauda N w konstants, brīdis M kr mainīgs. Tas ir atkarīgs no ātruma (ātruma) P šajā posmā tiek noteikts:
M kr= 716200 1,36 () kgf mm; N w = N dv · h , kW,
M kr= 974000() kgf mm.
Zinot pretestības momentu M , mēs varam noteikt efektīvo jaudu N e iztērēti griešanai urbšanas laikā,
![]()
Sējmašīnas padeves jauda ir aptuveni 1% no jaudas, un tā netiek ņemta vērā aprēķinos. Jauda nosaka jaudu, kādai jābūt mašīnas elektromotoram, lai nodrošinātu noteiktu griešanas procesu:
, kW
Iekārta ir piemērota dotajiem urbšanas apstākļiem, ja N w > N e .
6.4. Dažādu faktoru ietekme uz aksiālo spēku un momentu urbšanas laikā. Aksiālajam spēkam P 0 un griešanas pretestības moments M apstrādājamā materiāla īpašības, urbja ģeometriskie parametri, griezuma elementi (diametrs, padeve) utt.
6.4.1. Apstrādātā materiāla īpašības. Jo lielāka ir stiepes izturība σ iekšā un cietība HB materiāls, jo lielāka tā griešanas pretestība, jo augstākas vērtības P 0 un M . Urbjiem, kas izgatavoti no ātrgaitas tērauda, eksperimentāli tika iegūtas šādas atkarības:
![]() , un - tēraudam;
, un - tēraudam;
![]() , un - čugunam.
, un - čugunam.
kur: C lpp un Cm ir koeficienti atkarībā no griešanas apstākļiem.
6.4.2. Urbja ģeometriskie parametri. Palielinoties leņķim w aksiālais spēks P 0 un brīdis M samazinās priekšējo leņķu palielināšanās dēļ γ x uz galvenajām griešanas malām un atvieglo skaidu izvadīšanu. Stūris j , (2j ) ietekmē griešanas spēka komponentus un momentu pēc analoģijas ar griešanos: ar leņķa samazināšanos aksiālais spēks P 0 samazinās, un tangenciāli P z palielinās, tādējādi palielinot M . Ar leņķa samazināšanos 2 j griešanas pretestība pieauguma dēļ γ x samazinās, bet tajā pašā laikā palielinās griezuma platums un samazinās tā biezums. Pēdējais izraisa deformācijas palielināšanos (plānās skaidas tiek deformētas pilnīgāk) un līdz ar to spēka palielināšanos R x un brīdis M . Šķērsmalas slīpuma leņķis d > 90° (sk. 72. att.), un tas ievērojami palielina aksiālo spēku P 0 . Iepriekš tika atzīmēts, ka spēks, kas iedarbojas uz šķērsmalu Rp = 0,55P 0 . Lai to samazinātu, tiek samazināts malas garums, asinot, palielināts tās slīpuma leņķis, tādējādi radot labvēlīgākus griešanas apstākļus tās tuvumā. Pēc summas M šķērsmalas ģeometrijai ir maza ietekme. Arī urbja dubultā asināšana maz ietekmē P 0 un M .
Urbja diametrs un padeve. Palielinoties urbja diametram D un iesniegšana s palielinās griezuma slāņa platums un biezums, līdz ar to palielinās griešanas spēki un moments. Eksperimentāli ir noskaidrots, ka sējmašīnas diametrs ietekmē P 0 lielākā mērā (1) nekā piķis (0,8). Lai izskaidrotu, mēs varam izdarīt analoģiju ar virpošanu, kur griezuma dziļums t ietekmē griešanas spēkus lielākā mērā nekā padeve (sk.), un urbšanas laikā t = D /2 mm. Padeve ietekmē aptuveni tādu pašu pakāpi (0,8) uz aksiālo spēku P 0 un griezes momentu M , un diametrs lielākā mērā ietekmē (1,9) uz M un mazākā mērā P 0 (viens). Tas ir saistīts ar faktu, ka, palielinoties diametram, spēks palielinās. P z , radot mirkli M , un tajā pašā laikā palielinās rokas garums, uz kuru iedarbojas šis spēks, kas arī veicina M (rīsi.).
Dzesēšanas šķidrums. Dzesēšanas šķidruma padeve griešanas zonā atvieglo skaidu noņemšanu, samazina berzes darbu un palēnina sējmašīnas nodilumu. Tas palīdz samazināt aksiālo spēku P 0 un brīdis M līdz 25%, apstrādājot tērauda detaļas un līdz 15%, apstrādājot čugunu.
Urbju nodilums
Urbju un frēžu nodiluma raksturs un raksturs ir vienāds. Apstrādājot viskozos materiālus (tēraudu u.c.), ātrgaitas urbji nolieto sējmašīnas priekšējo un aizmugurējo virsmu (73. att.), bet karbīda urbjiem priekšējās virsmas nedaudz nolietojas.
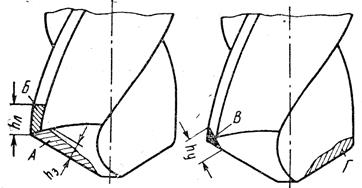
Rīsi. 73. Sējmašīnas nodiluma raksturs: BET- uz muguras virsmas; B- ar lenti; AT- stūros; G- priekšā
Apstrādājot trauslus materiālus (čugunu, plastmasu utt.), galvenokārt nolietojas sējmašīnas aizmugurējās virsmas un stūri. Sējmašīnas priekšējās un aizmugurējās virsmas intensīvāk nolietojas perifērijā, jo šeit ir lielākais griešanas ātrums un sējmašīnas stūri, kas ir vājā vieta, ir ļoti karsti un bojāti. Urbju nodiluma modelis ir aptuveni tāds pats kā frēzēm virpošanas laikā (74. att.).
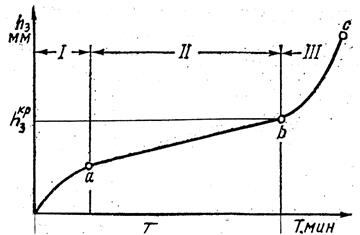
Rīsi. 74. Urbja nodiluma raksturs no darba laika
Nodiluma novērtējums ir ieteicams: apstrādājot viskozos materiālus - visā nodiluma garumā gar aizmugurējām virsmām h , trausliem materiāliem - gar stūru nodiluma garumu h y . Pieļaujamā nodiluma vērtība - nodiluma kritērijs, urbjot ar ātrgaitas urbjiem:
h Z kr= 0,4 ... 1,2 mm, apstrādājot tēraudu;
Apstrādājot čugunu ar ātrgaitas urbjiem, kā nodiluma kritērijs tiek ņemts nodilums visā stūru garumā.
h\u003d 0,4 ... 1,2 mm - apstrāde ar urbi, kas izgatavota no ātrgaitas tērauda;
h= 0,9 ... 1,4 mm. – apstrāde ar cietkausējuma urbi;
Izturības periods T , min, ir atkarīgs no sējmašīnas diametra un apstrādājamā materiāla.
T= (1,0…1,25)∙D – tērauda apstrāde ar ātrgaitas urbjiem;
T= (1,25…1,5) D – čuguna apstrāde ar ātrgaitas urbjiem;
T= (1,5…2,0) D – čuguna apstrāde ar karbīda urbjiem.
Eksperimentu rezultātā, urbjot tēraudu ar ātrgaitas urbjiem, tika iegūta šāda atkarība:
No iegūtajiem rezultātiem var redzēt, ka sējmašīnas nodilumu vairāk ietekmē ātrums, mazākā mērā padeve. Tas kļūst skaidrs, ja ņemam vērā, ka ātruma ietekmes pakāpe uz griešanas temperatūru ir aptuveni 2 reizes lielāka nekā padevei.
1. pēc sākotnējiem datiem noteikt griešanas ātrumu;
2. noteikt apstrādes laiku pēc sākotnējiem datiem;
Sākotnējie dati:
Lai noteiktu griešanas ātrumu
1. D1 - urbuma diametrs -10mm;
2. n - 800 apgr./min.;
Lai noteiktu apstrādes laiku
1. n - 800 apgr./min.;
2. id - urbšanas dziļums -10mm;
3. Fr - padeve uz apgriezienu - 0,15mm / apgr.
4. V – griešanas ātrums 25m/min
5. I - bedrīšu skaits.
6. Vс – griešanas ātrums 25,12 m/min
Attēls 1. Daļas skice
5. uzdevuma risinājums.
1. Griešanas ātrumu nosaka pēc formulas:
Vc \u003d n * D * n / 1000 \u003d 3,14 * 10 * 800 / 1000 = 25,12 m / min
2. Apstrādes laika aprēķins urbšanas laikā:
Nosakiet rotācijas biežumu:
n \u003d Vc * 1000 / D1 * n \u003d 50 * 1000 / 10 * 3,14 \u003d 1592 apgr./min
Tc \u003d D1 * 1 / n * Fr \u003d 10 * 1 / 1592,12 * 0,15 \u003d 0,04
0,04 * 60 = 2,5 s
DARBĪBAS NOVĒRTĒJUMS
uz kompetenci orientēts uzdevums 5.
"Griešanas ātruma un apstrādes laika aprēķins, urbjot caurumu"
specialitāte
Inženiertehniskā tehnoloģija
| Darba numurs | Darba saturs | Vērtēšanas kritēriji | Maksimālais punktu skaits par uzdevuma izpildi |
| Nosakiet griešanas ātrumu pēc datiem Nosakiet apstrādes laiku pēc datiem Pareiza sagataves izlīdzināšana vice Pareiza urbšanas operācijas izpilde Kvalitātes un laika kontrole pēc aprēķiniem | - spēja izvēlēties pareizo formulu - spēja izvēlēties pareizo formulu Saskaņā ar tiem. process saskaņā ar TB noteikumiem Saskaņā ar tehnisko procesu saskaņā ar TB noteikumiem Pareiza urbuma izvietojuma ģeometrija uz detaļas | ||
| Maksimālais punktu skaits - 25 punkti Atzīme "2" - mazāk par 8 punktiem Atzīme "3" - 8 - 13 punkti Atzīme "4" - 14 - 19 punkti Atzīme "5" - 20 - 25 punkti, izpildot uzdevumu: 1. aritmētiskā kļūda aprēķins - 3 punkti 2. Kļūda to izpildē. process - 2 punkti |
Darba kvalitātes pārbaudes tabula
Inženiertehniskā tehnoloģija
PM.03. Līdzdalība ieviešanā tehnoloģiskie procesi mašīnu detaļu izgatavošana un tehnoloģiskās kontroles ieviešana.
MDK.03.01. Detaļu ražošanas tehnoloģisko procesu ieviešana
6. uzdevums.
Parametru un formulu izvēle vītnes urbuma diametra aprēķināšanai
2. veikt urbšanas darbību saskaņā ar aprēķinu
Sākotnējie dati:
1. Tērauda daļas skice;
2. Materiāls St10
Attēls 1. Tērauda kaluma skice
6. uzdevuma risinājums.
Metriskās vītnes M10 atveres diametra aprēķins
Vītnes solis tiek ņemts no galda.
Metriskajai vītnei, ja solis nav norādīts (pēc noklusējuma saskaņā ar GOST)
tad solis = 1,5 mm
no iepriekš esošās tabulas mēs ņemam vērtību, kas atbilst 1.5. darbībai, tā būs vienāda ar -1,55
atņemiet šo vērtību no 10
iegūstam urbuma nominālo diametru ar pielaidi 8,45 +0,17
M10 x1,5 \u003d 10-1,55 \u003d 8,45 + 0,17 mm
DARBĪBAS NOVĒRTĒJUMS
uz kompetenci orientēts uzdevums 6.
"Parametru un formulu izvēle vītnes urbuma diametra aprēķināšanai"
kontrolēt profesionālo kompetenču veidošanās līmeni profesionālo moduļu izstrādes ietvaros
Urbuma veidošanas procesā urbis vienlaikus veic rotācijas un translācijas kustības, savukārt urbja griešanas malas nogriež plānus materiāla slāņus, veidojot skaidas. Jo ātrāk urbis griežas un jo lielāku attālumu vienā apgriezienā tas pārvar apstrādājamā urbuma ass virzienā, jo ātrāk notiek griešana.
Griešanas ātrums ir atkarīgs uz sējmašīnas griešanās biežumu un tā diametru, sējmašīnas kustība pa sagataves asi vienā apgriezienā ietekmē noņemtā materiāla (šķeldas) biezumu. Sējmašīna, salīdzinot ar citiem griezējinstrumentiem, darbojas diezgan sarežģītos apstākļos, jo urbšanas laikā ir grūti noņemt skaidas un piegādāt dzesēšanas šķidrumu.
Galvenie griešanas elementi urbšanas laikā ir griešanas ātrums un dziļums, padeve, skaidas biezums un platums (3.77. att.).
Griešanas ātrums V - ceļš, ko nobrauc punkts uz sējmašīnas griešanas malas, kas atrodas vistālāk no tā griešanās ass. Griešanas ātrumu nosaka pēc formulas V = ndnl1000 (kur V ir griešanas ātrums, m / min; d ir urbja diametrs, mm; n ir vārpstas ātrums, apgr./min; n ir nemainīgs skaitlis, kas vienāds ar 3,14; skaitlis 1 OOO tiek ievadīts formulā urbuma diametra pārvēršanai metros). Griešanas ātruma vērtība ir atkarīga no sagataves materiāla, instrumenta materiāla un tā asināšanas formas, padeves, griešanas dziļuma un dzesēšanas klātbūtnes caurumu apstrādes laikā.
Padevi 3 mēra milimetros uz sējmašīnas apgriezienu (mm/apgr.). Padeves daudzums urbšanas laikā tiek izvēlēts atkarībā no prasībām attiecībā uz apstrādātās virsmas raupjumu un apstrādes precizitāti, apstrādājamo materiālu un urbjamo materiālu.
Griešanas dziļums t mēra milimetros un attēlo attālumu no apstrādātās virsmas līdz urbja asij, t.i. urbjot, griešanas dziļums ir puse no urbja diametra, un, veicot rīvēšanu, tas ir puse no starpības starp iepriekš izurbtā urbuma diametru un urbja diametru.
Griezuma biezums (šķeldas) mēra virzienā, kas ir perpendikulārs sējmašīnas griešanas malai, un ir vienāds ar pusi no urbja kustības apjoma attiecībā pret apstrādājamā urbuma asi vienā no tās apgriezieniem, t.i. puse no padeves ātruma. Tā kā materiāla slānis tiek noņemts vienā sējmašīnas apgriezienā ar diviem griešanas zobiem, katrs no šiem zobiem noņem materiāla slāni, kura biezums ir vienāds ar pusi no sējmašīnas padeves ātruma vienā apgriezienā.
Pļaušanas platums mērot gar griešanas malu un vienāds ar tās garumu. Veicot rīvēšanu, griezuma platums ir vienāds ar griešanai iesaistītās griešanas malas garumu. Pļaušanas platumu mēra milimetros.
Pļaušanas apstākļi ir iestatīti tā, lai nodrošinātu vislabāko veiktspēju. Šajā gadījumā ir jāņem vērā apstrādājamās detaļas materiāla fizikālās un mehāniskās īpašības, instrumenta materiāla īpašības un rasējumā vai tehniskajās specifikācijās noteiktās prasības apstrādātās virsmas kvalitātei. ražošanai.
Tiek veikts griešanas režīma elementu teorētiskais aprēķins tālāk norādītajā secībā.
1. Saskaņā ar īpašām atsauces tabulām padeves ātrumu izvēlas atkarībā no apstrādes xapat, prasībām attiecībā uz apstrādātās virsmas kvalitāti, urbja materiālu un citiem tehnoloģiskajiem datiem.
2. Instrumenta ātrumu aprēķina, ņemot vērā tehnoloģiskās iespējas, instrumenta materiāla griešanas īpašības un apstrādājamā sagataves fizikālās un mehāniskās īpašības.
3. Nosakiet aprēķināto vārpstas ātrumu atbilstoši atrastajam griešanas ātrumam. Iegūto vērtību salīdzina ar iekārtas pases datiem un ņem vienādu ar tuvāko šīs frekvences zemāko vērtību.
4. Nosakiet faktisko griešanas ātrumu, ar kādu tiks veikta apstrāde.
Praksē ciršanas apstākļu noteikšanai tiek izmantoti gatavie tehnoloģisko karšu un uzziņu tabulu dati.
Griešanas un rīvēšanas griešanas režīmi, kā arī to izvēles kritēriji praktiski neatšķiras no šo parametru izvēles urbšanai.
Caurumu piemaksas
Pabalsts ir materiāla slānis, kas jānoņem apstrādes laikā. Šī slāņa izmērs ir atkarīgs no prasībām attiecībā uz apstrādāto virsmu un apstrādes veidu.
Urbjot, apstrādes pielaide ir puse no sējmašīnas diametra. Veicot rīvēšanu, pielaidi nosaka atkarībā no prasībām pret apstrādāto virsmu un no tās turpmākās apstrādes nepieciešamības (rīvēšana, rīvēšana). Ritināšanas pielaide atkarībā no tā, vai tā ir provizoriska (pirms izvietošanas) vai galīga, ir no 0,5 līdz 1,2 mm. Pielaides lielums ir atkarīgs arī no apstrādājamā cauruma diametra. Rīvēšanas pielaide ir atkarīga no apstrādājamā urbuma diametra un prasībām attiecībā uz apstrādātās virsmas kvalitāti un svārstās no 0,05 līdz 0,3 mm. Tipiski caurumu apstrādes defekti, to rašanās cēloņi un novēršanas metodes ir norādītas tabulā. 3.2.