
Ievads
Liekts - nolikt malā... saliekts - nolikt malā... Pirms 25 gadiem šis process bija preses operatora smagais ikdienas darbs. Bet tas vēl nav viss: operatoram bija pastāvīgi jāpārkonfigurē mašīna, lai iegūtu dažādus lieces leņķus, organizētu sagatavju starpuzglabāšanu un veiktu daudzas citas darbības, kas nav tieši saistītas ar gala daļas izgatavošanu; operatoram atkal bija jāieliek apstrādājamā detaļa un tad... vēlreiz jāsaliek... noregulē prese... un atkal jāsaliek... starpnoliktavas... un... un...
Mūsdienās lokšņu metāla strādniekiem šis process šķiet aizvēsturiska tehnoloģija. Mūsdienās detaļa ir izgatavota uz operatoram draudzīgas, ergonomiskas CNC presēšanas bremzes, ar automātisku visu lieces parametru regulēšanu. Dažādi leņķi, dažādi profili vienam instrumentam – nekādu problēmu!
Mašīnas ar 4 kontrolētām asīm tagad ir standarts, nevis izņēmums. Preses ar 8 vai vairāk asīm vairs nav nekas neparasts, un tās ir visdaudzsološākās, ja tās tiek izmantotas kopā ar presēšanas bremzēm.
Un tas viss tikai tāpēc, lai no plakanas metāla loksnes izgatavotu trīsdimensiju detaļu, vai tas būtu tērauds, nerūsējošais tērauds, alumīnijs, magnijs, varš, misiņš vai pat zelts. Kur vien skaties, visur - lokšņu metāla konstrukcijas. Tas ir lokšņu metāla bums! Pat bremžu presēšanas ražotāji ir pārsteigti, cik sarežģītas detaļas ir ražojuši viņu klienti. Sadarbība starp darbgaldu ražotājiem un viņu klientiem kļūst ļoti veiksmīga un daudzsološa: inženieri kopīgi domā, kā efektīvi ražot detaļu uz elastīga aprīkojuma. Metinātās šuves aizstāšana ar elastīgu šuvi var būt ļoti izdevīga, lai nodrošinātu izstrādājuma izturību. "Tuvu galīgajai formai" — tas ir tas, ko jūs varat teikt par daļu, kas atdalās no presēšanas bremzes, kam ir liela līdzība ar galaproduktu.
"Loksne" un "locīšana" nav īpaši saistītas ar augstajām tehnoloģijām. Taču, lai izlocītu "nerātnu" palagu, īpašas zināšanas un lieliska pieredze. Paskaidrojiet tehniķim, kurš nepārzina lokšņu metālu, ka mūsu augsti tehniskajā pasaulē nav iespējams konsekventi sasniegt 90° līkumu, nemainot iestatījumus. Tas darbojas, un tas nedarbojas!
Nemainot programmu, leņķis mainīsies, ja, piemēram, 2 mm bieza loksne ir izgatavota no nerūsējošā tērauda vai alumīnija, ja tās garums ir 500 mm, 1000 mm vai 2000 mm, ja locīšana tiek veikta gar vai pāri šķiedrām. , ja lieces līniju ieskauj štancēti vai ar lāzeru izgriezti urbumi, ja loksnei ir atšķirīga elastīgā deformācija, ja virsmas sacietēšana plastisko deformāciju dēļ ir stiprāka vai vājāka, ja... ja...
"Liekšana" izklausās kā vienkāršs process, bet patiesībā tas ir ļoti sarežģīts. Listam nerūp nekādi cenu argumenti, pat ja katalogs ir pilns ar brīnišķīgām krāsām un daudzsološām perspektīvām.
Tomēr pēdējo gadu laikā preses ražotāji ir ieguldījuši daudz pūļu, lai padarītu formēšanas procesu elastīgāku un produktīvāku. Dodiet atzinību tiem, kas to ir pelnījuši! Mēs runājam par patiešām augstām tehnoloģijām! Taču būsim reāli: tradicionālās vecās spiedbremzes ar mehānisko aizturi cilindros un sinhronizācijas vārpstu joprojām ir pieprasītas visā pasaulē. Sākumpunkts ir konkrētais lieces uzdevums, nevis mašīnas veids. Vienkārša tradicionālā mašīna vai augstas lieces tehnoloģija? Atbilde jāmeklē kopā. Investīcijas ir efektīvas tikai tad, ja ir pārliecinoši gan tehniskie, gan ekonomiskie aspekti. Ņemot vērā visu iepriekš minēto, pāriesim pie galvenā.
Kādu locīšanas metodi izvēlēties?
Ir 2 galvenās metodes:
Mēs runājam par "gaisa locīšanu" vai "brīvo lieci", ja starp loksni un V-veida veidnes sienām ir gaisa sprauga. Pašlaik šī ir visizplatītākā metode.
Ja loksne ir pilnībā nospiesta pret V-formas sienām, mēs šo metodi saucam par "izmēra noteikšanu". Lai gan šī metode ir diezgan veca, tā tiek izmantota un pat būtu jāizmanto noteiktos gadījumos, ko mēs apsvērsim tālāk.
1. Brīva locīšana
Nodrošina elastību, taču tam ir daži precizitātes ierobežojumi.
Galvenās iezīmes:
Travers ar perforatora palīdzību iespiež loksni izvēlētajā dziļumā pa Y asi matricas rievā. Loksne paliek "gaisā" un nesaskaras ar matricas sienām. Tas nozīmē, ka lieces leņķi nosaka Y ass pozīcija, nevis lieces instrumenta ģeometrija.

Y ass iestatīšanas precizitāte mūsdienu presēs ir 0,01 mm. Kurš lieces leņķis atbilst konkrētai Y ass pozīcijai? Grūti pateikt, jo katram stūrim jāatrod pareizā y ass pozīcija. Atšķirību Y ass pozīcijā var izraisīt traversa nolaišanas gājiena iestatījums, materiāla īpašības (biezums, stiepes izturība, darba sacietēšana) vai lieces instrumenta stāvoklis.
Zemāk esošajā tabulā parādīta lieces leņķa novirze no 90 0 dažādām Y ass novirzēm.
| a 0 | 1 0 | 1,5 0 | 2 0 | 2,5 0 | 3 0 | 3,5 0 | 4 0 | 4,5 0 | 5 0 |
| V, mm | |||||||||
| 4 | 0,022 | 0,033 | 0,044 | 0,055 | 0,066 | 0,077 | 0,088 | 0,099 | 0,11 |
| 6 | 0,033 | 0,049 | 0,065 | 0,081 | 0,097 | 0,113 | 0,129 | 0,145 | 0,161 |
| 8 | 0,044 | 0,066 | 0,088 | 0,11 | 0,132 | 0,154 | 0,176 | 0,198 | 0,22 |
| 10 | 0,055 | 0,082 | 0,11 | 0,137 | 0,165 | 0,192 | 0,22 | 0,247 | 0,275 |
| 12 | 0,066 | 0,099 | 0,132 | 0,165 | 0,198 | 0,231 | 0,264 | 0,297 | 0,33 |
| 16 | 0,088 | 0,132 | 0,176 | 0,22 | 0,264 | 0,308 | 0,352 | 0,396 | 0,44 |
| 20 | 0,111 | 0,166 | 0,222 | 0,277 | 0,333 | 0,388 | 0,444 | 0,499 | 0,555 |
| 25 | 0,138 | 0,207 | 0,276 | 0,345 | 0,414 | 0,483 | 0,552 | 0,621 | 0,69 |
| 30 | 0,166 | 0,249 | 0,332 | 0,415 | 0,498 | 0,581 | 0,664 | 0,747 | 0,83 |
| 45 | 0,25 | 0,375 | 0,5 | 0,625 | 0,75 | 0,875 | 1 | 1,125 | 1,25 |
| 55 | 0,305 | 0,457 | 0,61 | 0,762 | 0,915 | 1,067 | 1,22 | 1,372 | 1,525 |
| 80 | 0,444 | 0,666 | 0,888 | 1,11 | 1,332 | 1,554 | 1,776 | 1,998 | 2,22 |
| 100 | 0,555 | 0,832 | 1,11 | 1,387 | 1,665 | 1,942 | 2,22 | 2,497 | 2,775 |
Brīvās locīšanas priekšrocības:
- Augsta elastība: nemainot liekšanas instrumentus, jūs varat iegūt jebkuru lieces leņķi starp V-veida formas atvēršanas leņķi (piemēram, 86 0 vai 28 0) un 180 0 .
- Zemākas instrumentu izmaksas.
- Salīdzinot ar kalibrēšanu, ir nepieciešams mazāks lieces spēks.
- Jūs varat "spēlēties" ar spēku: vairāk matricas atvēršanas nozīmē mazāku lieces spēku. Ja jūs dubultojat rievas platumu, jums vajadzēs tikai pusi no spēka. Tas nozīmē, ka biezāku materiālu var saliekt pie lielākas atveres ar tādu pašu spēku.
- Mazāk investīciju, jo jums ir nepieciešama prese ar mazāku piepūli.
Tomēr tas viss ir teorētiski. Praksē jūs varat tērēt ietaupīto naudu mazākas piepūles presei, kas ļauj pilnībā izmantot gaisa locīšanas priekšrocības, izmantojot papildu aprīkojumu, piemēram, papildu ass vai manipulatorus.
Gaisa lieces trūkumi:
- Mazāk precīzi lieces leņķi plānam metālam
- Materiāla kvalitātes atšķirības ietekmē atkārtojuma precizitāti
- Nav piemērojams īpašām lieces operācijām
Mūsu padoms:
- Vēlams izmantot gaisa liekšanu loksnēm, kuru biezums ir lielāks par 1,25 mm; ja loksnes biezums ir 1 mm vai mazāks, ieteicams izmantot kalibrēšanu
- Mazākajam iekšējam lieces rādiusam jābūt lielākam par loksnes biezumu. Ja iekšējam rādiusam jābūt vienādam ar loksnes biezumu - ieteicams izmantot kalibrēšanas metodi. Iekšējais rādiuss, kas ir mazāks par loksnes biezumu, ir pieļaujams tikai uz mīksta, viegli deformējama materiāla, piemēram, vara
- Lielu rādiusu var iegūt ar gaisa locīšanu, izmantojot gabarīta pakāpenisku kustību. Ja lielam rādiusam ir jābūt kvalitatīvam, ieteicama tikai kalibrēšanas metode ar īpašu instrumentu.
Kādas pūles?
Sakarā ar atšķirīgām materiāla īpašībām un plastisko deformāciju ietekmi lieces zonā nepieciešamo spēku var noteikt tikai aptuveni.
Mēs piedāvājam 3 praktiskus veidus:
1. Tabula
Katrā katalogā un uz katras preses varat atrast tabulu, kurā norādīts nepieciešamais spēks (P) kN uz 1000 mm lieces garumu (L) atkarībā no:
- loksnes biezums (S) mm
- stiepes izturība (Rm) N/mm2
- V - matricas atvēruma platums (V) mm
- salocītās loksnes iekšējais rādiuss (Ri) mm
- minimālais augstums salocīts plaukts (B) mm
Šādas tabulas piemērs:


2. Formula

1,42 ir empīrisks faktors, kas ņem vērā berzi starp veidnes malām un apstrādājamo materiālu.
Cita formula sniedz līdzīgus rezultātus:
3. "8. noteikums"
Liekot mīksto tēraudu, presformas atvēruma platumam jābūt 8 reizes lielākam par loksnes biezumu (V=8*S), pēc tam P=8*S, kur P ir izteikts tonnās (piemēram: 2 mm biezumam matrica atvere ir V=2*8=16 mm, tas nozīmē, ka nepieciešams 16 tonnas/m)
Spēka un lieces garums
Liekuma garums ir proporcionāls spēkam, t.i. spēks sasniedz 100% tikai pie 100% līkuma garuma. Piemēram:
Mūsu padoms:
Ja materiāls ir sarūsējis vai nav eļļots, lieces spēkam pievienojiet 10-15%.
Loksnes biezums (S)
DIN pieļauj ievērojamu novirzi no parastā loksnes biezuma (piemēram, loksnes biezumam 5 mm norma svārstās no 4,7 līdz 6,5 mm). Tāpēc jums ir jāaprēķina spēks tikai faktiskajam izmērītajam biezumam vai maksimālajai standarta vērtībai.
Stiepes izturība (Rm)
Arī šeit pielaides ir nozīmīgas, un tām var būt liela ietekme uz vajadzīgā lieces spēka aprēķinu. Piemēram:
St 37-2: 340 - 510 N/mm2
St 52-3: 510 - 680 N/mm2
Mūsu padoms:
Neskopojies ar lieces piepūli! Stiepes izturība ir proporcionāla lieces spēkam, un to nevar pielāgot, kad tas ir nepieciešams!
Faktiskās biezuma un stiepes izturības vērtības ir svarīgi faktori izvēloties pareizo mašīnu ar pareizo nominālo spēku.
V - matricas paplašināšana
Parasti V-veida matricas atvērumam jābūt astoņas reizes lielākam par loksnes S biezumu līdz S = 6 mm:
Lai iegūtu lielāku loksnes biezumu, jums ir:
V=10*S vai V=12*S
V-veida matricas atvērums ir apgriezti proporcionāls nepieciešamajam spēkam:
Lielāka atvēršana nozīmē mazāku lieces spēku, bet lielāku iekšējo rādiusu;
Mazāks atvērums nozīmē lielāku spēku, bet mazāks iekšējais rādiuss.
Iekšējais lieces rādiuss (Ri)
Izmantojot gaisa lieces metodi, lielākā daļa materiāla tiek pakļauti elastīgai deformācijai.
Pēc lieces materiāls atgriežas sākotnējā stāvoklī bez paliekošas deformācijas ("reversā atspere").
Šaurā zonā ap spēka pielikšanas punktu materiāls tiek plastiski deformēts un paliek šādā stāvoklī uz visiem laikiem pēc lieces.
Materiāls kļūst stiprāks, jo lielāka ir plastiskā deformācija. Mēs to saucam par "darba rūdīšanu".

Tā sauktais "dabiskais iekšējais lieces rādiuss" ir atkarīgs no loksnes biezuma un matricas atvēruma. Tas vienmēr ir lielāks par loksnes biezumu un nav atkarīgs no perforatora rādiusa.
Lai noteiktu dabisko iekšējo rādiusu, mēs varam izmantot šādu formulu:
Gadījumā, ja V=8*S, varam teikt Ri=S*1.25
Mīksts un viegli deformējams metāls pieļauj mazāku iekšējo rādiusu.
Ja rādiuss ir pārāk mazs, materiāls var būt saburzīts iekšpusē un ieplaisājis līkuma ārpusē.
Mūsu padoms:
Ja nepieciešams neliels iekšējais rādiuss, salieciet lēnā ātrumā un pāri graudiem.
Minimālais plaukts (B)
Lai plaukts neiekristu matricas rievā, jāievēro šāds minimālais atloka platums:

Liekšanas leņķis B
| 165 0 | 0,58V |
| 135 0 | 0,60 V |
| 120 0 | 0,62 V |
| 90 0 | 0,65 V |
| 45 0 | 1.00V |
| 30 0 | 1,30 V |
Elastīgā deformācija
Daļa elastīgi deformējamā materiāla "atspersies" atpakaļ pēc lieces spēka noņemšanas. Cik grādu? Tas ir aktuāls jautājums, jo svarīgs ir tikai faktiski iegūtais lieces leņķis, nevis teorētiski aprēķināts. Lielākajai daļai materiālu ir diezgan nemainīga elastīgā deformācija. Tas nozīmē, ka materiāls ar tādu pašu biezumu un tādu pašu stiepes izturību atsperos tikpat daudz pie tāda paša lieces leņķa.
Elastīgā deformācija ir atkarīga no:
- lieces leņķis: jo mazāks lieces leņķis, jo lielāka ir elastīgā deformācija;
- materiāla biezums: jo biezāks materiāls, jo mazāka elastīga deformācija;
- stiepes izturība: jo lielāka ir stiepes izturība, jo lielāka ir elastīgā deformācija;
- šķiedru virziens: elastīgā deformācija ir atšķirīga, liecoties gar vai pāri šķiedrām.
Parādīsim iepriekš minēto stiepes izturībai, kas izmērīta ar nosacījumu V=8*S:
| Stiepes izturība N/mm 2 | Elastīgā deformācija iekšā 0 |
| 200 | 0,5 - 1,5 |
| 250 | 1 - 2 |
| 450 | 1,5 - 2,5 |
| 600 | 3 - 4 |
| 800 | 5 - 6 |
Visi liekšanas instrumentu ražotāji un tas viss, lai tikai izgatavotu trīsdimensiju detaļu no plakanas metāla loksnes, vai tas būtu tērauds, nerūsējošā klase= textdoctextdoc/strongp align=justify class= tērauds, alumīnijs, magnijs, varš, misiņš vai pat zelts. Kur vien skaties, visur - lokšņu metāla konstrukcijas. Tas ir lokšņu metāla bums! Pat bremžu presēšanas ražotāji ir pārsteigti, cik sarežģītas detaļas ir ražojuši viņu klienti. Sadarbība starp darbgaldu ražotājiem un viņu klientiem/p/strong2/tdtd class= td align=/tdnbsp;/div class=0strong class= p align=textdoc cellpacing=45 ir ļoti veiksmīga un daudzsološa: inženieri kopīgi domā, kā efektīvi ražot. daļa uz elastīga aprīkojuma. Metināšanas aizstāšana ar elastīgu var būt ļoti izdevīga, lai nodrošinātu izstrādājuma klases izturību= nbsp; 0.915 textdoctextdoc/em /em class=textdoc class=/tr šķiedru virziens: liecoties gar vai pāri šķiedrām elastīgā deformācija ir dažāda.Un tas viss, tikai lai no plakanas metāla loksnes izgatavotu telpisku detaļu, vai tas būtu tērauds, nerūsējošais tērauds, alumīnijs, magnijs, varš, misiņš vai pat zelts. Kur vien skaties, visur - lokšņu metāla konstrukcijas. Tas ir lokšņu metāla bums! Pat bremžu presēšanas ražotāji ir pārsteigti, cik sarežģītas detaļas ir ražojuši viņu klienti. Sadarbība starp darbgaldu ražotājiem un viņu klientiem kļūst ļoti veiksmīga un daudzsološa: inženieri kopīgi domā, kā efektīvi ražot detaļu uz elastīga aprīkojuma. Metināšanas aizstāšana ar elastīgu var būt ļoti izdevīga, lai nodrošinātu izstrādājuma klases izturību= nbsp; 0.915 textdoctextdoc/em /em class=textdoc class=/tr šķiedras virziens: elastīgā deformācija ir atšķirīga, liecoties gar šķiedrām vai šķērsām. un elastīgā deformācija tiek ņemta vērā, piedāvājot instrumentu brīvai locīšanai (piemēram, atvēruma leņķis 85 0 vai 86 0 brīviem līkumiem no 90 0 līdz 180 0).
2. Kalibrēšana
Precīzs – bet neelastīgs veids
Izmantojot šo metodi, lieces leņķi nosaka lieces spēks un lieces instruments: materiāls tiek pilnībā nospiests starp perforatoru un V veida formas sienām. Elastīgā deformācija ir vienāda ar nulli, un dažādas materiāla īpašības gandrīz neietekmē lieces leņķi.
Aptuveni runājot, kalibrēšanas spēks ir 3-10 reizes lielāks par brīvo lieces spēku.

Kalibrēšanas priekšrocības:
- lieces leņķu precizitāte, neskatoties uz biezuma un materiāla īpašību atšķirībām
- mazs iekšējais rādiuss
- liels ārējais rādiuss
- Z-profili
- dziļi U-kanāli
- visas iespējamās īpašās formas biezumam līdz 2 mm, izmantojot tērauda perforatorus un poliuretāna presformas
- izcili rezultāti uz bremzēm, kurām nav pietiekamas precizitātes brīvai liecei
Kalibrēšanas trūkumi:
- nepieciešamais lieces spēks ir 3-10 reizes lielāks nekā ar brīvo lieci
- nav elastības: īpašs instruments katrai formai
- biežas instrumentu maiņas (izņemot lielas sērijas)
3. lapa
Metālam jābūt saliektam perpendikulāri velmēšanas virzienam, lai saspiešana un spriedze no lieces nonāktu metāla šķiedru virzienā. Tādējādi tiek sasniegts minimālais lieces rādiuss.
Projektējot plakanos kontaktus un atsperes, jāizvairās no sarežģītām konfigurācijām, ar šaurām un garām kontūrām vai ļoti šaurām spraugām. Ieteicams izvirzījumu un padziļinājumu platumu padarīt lielāku par materiāla biezumu, pretējā gadījumā tas ir nepieciešams papildu apstrāde visus šos elementus griežot. Minimālais lieces rādiuss jāizmanto tikai tad, ja tas ir strukturāli nepieciešams. Liekot cietus un zemas lokanības metālus (bronzu, auksti apstrādātu misu, atsperu tērauda lenti), lieces līnija jānovieto pāri velmētām šķiedrām. Liekot plakanos kontaktus un atsperes ar platu un šauru daļu, lieces rādiuss nedrīkst aptvert plato daļu, lai izvairītos no nelīdzenumu veidošanās.
Liekšanas darbu praksei ļoti svarīga ir minimālā pieļaujamā detaļas iekšējā izliekuma rādiusa vai (kas ir vienāda) perforatora rmjn izliekuma rādiusa noteikšana. Tādējādi, ja rādiuss ir pārāk mazs, materiāla ārējās šķiedras var saplīst. Tāpēc minimālie lieces rādiusi ir jānosaka atbilstoši attālāko šķiedru maksimāli pieļaujamajām deformācijām. Šajā gadījumā kā šādu raksturlielumu vislabāk ir ņemt parauga šķērsgriezuma relatīvā sašaurināšanās vērtību, max, kas iegūta, pārbaudot šī materiāla spriegojumu.
Liekšanas procesā (skat. 14. att.) izstrādājums pamazām maina savu formu, un iekšējā rādiusa vērtība visu laiku samazinās. Produkta galīgā forma tiek iegūta ar kalibrējošu perforatora sitienu. Lai izvairītos no detaļas iznīcināšanas lieces procesā, lieces rādiusam jābūt ne mazākam par noteiktu vērtību, ko sauc par minimālo lieces rādiusu.
Ar tādu pašu izliekuma rādiusu biezākām daļām ir lielāka deformācija. Pie ļoti maziem lieces rādiusiem, īpaši uz biezas plāksnes, ārējās šķiedras var saplīst. Tas viss norāda uz lielo praktisko nozīmi pareizā izvēle lieces rādiuss. Detalizēti rasējumi norāda: lieces leņķi un minimālais rādiuss liekšana, kas tiek piešķirta atkarībā no loksnes biezuma, metāla pakāpes, sagataves malas sagatavošanas kvalitātes.
Lokšņu metāla locīšana tiek veikta uz lokšņu liekšanas mašīnām (rullīšiem), lai iegūtu cilindriskus un konusveida apvalkus. Liekšanas laikā sagataves daļa starp rezerves ruļļiem izliecas, plastiski deformējoties spēka iedarbībā, kas rodas no spiediena ruļļu kustības. Kad ruļļi griežas, berzes spēku klātbūtnes dēļ starp tiem un saliekto sagatavi, pēdējais pārvietojas, tādējādi deformācijas zonā ieviešot jaunas sagataves daļas. Sagataves tiek pakļautas locīšanai galvenokārt aukstā stāvoklī, retāk karstā stāvoklī. Minimālo lieces rādiusu aukstā stāvoklī nosaka kritiskās deformācijas nepieļaujamības nosacījums, kura klātbūtne izraisa darba sacietēšanas un graudu augšanas fenomenu pārkristalizācijas rezultātā.
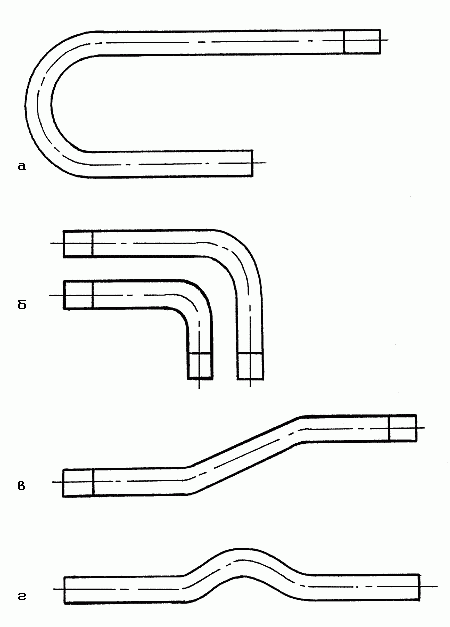
Tagad metāla konstrukciju ražošanā kā alternatīva metināšanai un vītņotajai sakabei tiek izmantota cauruļu locīšana pa rādiusu. To ražo, izmantojot īpašus instrumentus.
Visbiežāk ir nepieciešams liekt apaļas un formas caurules.
Liekšanas laikā radušos spriegumu dēļ:
- caurules siena ir izstiepta pieliktā spēka ārpusē;
- saraujas no iekšpuses;
- veidojas arī neitrāla ass, uz kuras materiāla stāvoklis nemainās.
Apaļo, kvadrātveida un taisnstūrveida posmu uzvedība, iznīcināšanas veidi
Caurules sieniņu biezums līkuma ārējā daļā kļūst mazāks, jo rodas spriegumi, rodas stiepes moments:
- Ārējā siena, kas ir kļuvusi plāna, gravitējas uz izliekumu, kas vērsts pret caurules vidējo asi. Tas noved pie tā, ka tā šķērsgriezums ir deformēts.
- Pārsniedzot izstrādājuma stiepes izturību, tas saplīst gar ārējo lieces plakni.
Caurules sieniņu biezums līkuma iekšpusē kļūst lielāks, jo parādās spiedes spriegums. Pārsniedzot izstrādājuma spiedes izturību, tas zaudē lokālo stingrību. Tas noved pie dziļu kroku veidošanās saliektās caurules iekšējā plaknē.
Kā darbojas kvadrātveida un taisnstūrveida profili:
- To cauruļu sienas tiek maksimāli pakļautas spiedes un stiepes spriedzei gan līkuma ārējā, gan iekšējā plaknē.
- Materiālam ir paaugstināta tendence deformēties, meistaram tos grūti kontrolēt.
- Profila materiālam izliekuma iekšpusē ir tendence vertikāli izplesties. Tajā pašā laikā tas plūst horizontāli gar izstrādājuma galu. Šie spriegumi iespiež vertikāli sakārtotas cauruļu sienas. Šajā gadījumā šķērsgriezuma kvadrāts ir deformēts. Tas iegūst trapecveida konfigurāciju.
- Taisnstūra un kvadrātveida formas šķērsgriezums slikti pārraida iespīlēšanas spēkus starp lieces un iespīlēšanas spīlēm.
- Profilam ir tendence slīdēt gar bloku līkuma sākumā. Tajā pašā laikā viņš var to berzēt, kas noved pie aprīkojuma nodiluma.
Materiāla ar apļveida šķērsgriezumu uzvedība, kad tas ir saliekts:
- Materiāls ir mazāk deformēts vietās ar vislielāko spriegumu. Maksimālās saspiešanas/stiepšanas vietas atrodas gar viduslīnijas pieskari šķērsgriezumam.
- Apaļā forma ļauj metālam vienmērīgi izplatīties visos virzienos lieces laikā. Pateicoties šim vednim, ir vieglāk kontrolēt materiāla deformācijas procesus.
- Pateicoties noapaļotajam šķērsgriezumam, caurule labi pārnes spēkus starp lieces un iespīlēšanas spīlēm.
- Liekot apaļas caurules gar rādiusu tie praktiski neslīd instrumentā.
Kā aprēķināt minimālo pieļaujamo rādiusu
Caurules minimālais lieces rādiuss, pie kura parādās kritiskā deformācijas pakāpe, nosaka attiecību:
- Rmin ir izstrādājuma minimālais iespējamais lieces rādiuss;
- S apzīmē cauruļvada biezumu (mm).
Tāpēc rādiuss gar caurules vidusasi ir: R=Rmin+0,5∙Dn. Šeit Dn nozīmē apaļā stieņa nominālo diametru.
Priekšnoteikums pareizai minimālā lieces rādiusa aprēķināšanai ir nepieciešamība ņemt vērā attiecību:
- Kt ir plānsienu izstrādājumu koeficients;
- D norāda cauruļu ārējo diametru.
Tāpēc universālā formula minimālā pieļaujamā lieces rādiusa aprēķināšanai ir:
R=20∙Kt∙D+0,5∙Dn.
Ja norādītais rādiuss ir lielāks par vērtību, kas iegūta ar iepriekš minēto formulu, tad aukstās caurules lieces metode. Ja tas ir mazāks par aprēķināto vērtību, materiāls ir iepriekš jāuzsilda. Pretējā gadījumā lieces laikā tās sienas tiek deformētas.
Jāņem vērā gadījums, kad plānsienu parametrs ir 0,03<Кт< 0,2
- Tad doba stieņa minimālajam pieļaujamajam lieces rādiusam, neizmantojot īpašu instrumentu, jābūt: R ≥9,25∙((0,2-Kt)∙0,5).
- Ja minimālais lieces rādiuss ir mazāks par aprēķināto vērtību, tad stieņa izmantošana ir obligāta.
Cauruļu lieces rādiusa korekciju pēc izkraušanas, ņemot vērā atsperes (iztaisnošanas inerci), aprēķina pēc formulas:
- Do nozīmē serdeņa daļu;
- Ki ir elastīgās deformācijas koeficients konkrētam materiālam (saskaņā ar atsauces grāmatu).
- Aptuvenam elastīgās deformācijas aprēķinam tērauda vara caurulei ar eju līdz 4 cm, tiek pieņemta koeficienta vērtība 1,02.
- Analogiem, kuru iekšējais diametrs ir lielāks par 4 cm, šis skaitlis būs vienāds ar 1,014.
Lai precīzi zinātu leņķi, līdz kuram materiāls ir jāsaliek, ņemot vērā caurules griešanās rādiusu, tiek piemērota formula:
- ∆c ir vidusass griešanās leņķis;
- Ki ir atsperes koeficients saskaņā ar atsauces grāmatu.
Ja vēlamais rādiuss ir 2-3 reizes lielāks par doba stieņa šķērsgriezumu, tiek ņemts atsperes koeficients 40-60.
Skatīties video
Metodes cauruļu locīšanai pa rādiusu
Ir vairākas metodes cauruļu saliekšanai gar rādiusu.
 Ar manuālajiem cauruļu liektājiem. Individuālai liektu cauruļu ražošanai tiek izmantoti manuālie instrumenti. Šajā gadījumā materiālu var sildīt vai apstrādāt auksti. Ierīces ir serde, kas aprīkota ar kustīgu veltni, kas saliek materiālu. To darbības princips ir balstīts uz stieņa saspiešanu. Pirms darba tiek ņemts vērā apaļas vai kvadrātveida caurules griešanās rādiuss.
Ar manuālajiem cauruļu liektājiem. Individuālai liektu cauruļu ražošanai tiek izmantoti manuālie instrumenti. Šajā gadījumā materiālu var sildīt vai apstrādāt auksti. Ierīces ir serde, kas aprīkota ar kustīgu veltni, kas saliek materiālu. To darbības princips ir balstīts uz stieņa saspiešanu. Pirms darba tiek ņemts vērā apaļas vai kvadrātveida caurules griešanās rādiuss.
Jūs varat strādāt tieši būvlaukumā, izmantojot dažāda dizaina mobilās ierīces.
Vienkāršākās sviras ierīces. Tajos esošās garās rokas dēļ materiāls izliecas ar cilvēka spēka palīdzību. Sviras ierīces ļauj saliekt caurules līdz 180 grādu leņķī. Ar nosacījumu, ka tas ir elastīgs materiāls (nerūsējošais tērauds, varš, alumīnijs) ar diametru līdz 20 mm.
Arbaleta cauruļu liektājiem ir sarežģītāks dizains. Tajos caurule ir novietota uz diviem balstiem, kas griežas ap savu asi. Liekšanas modulis, kas savienots ar kustīgo stieni, nospiež uz stieņa daļu, kas atrodas starp balstiem.
Arleta ķermeņos ir iespējams saliekt dobos stieņus ar šķērsgriezumu līdz 10 cm leņķī līdz 90 grādiem.
Stieņi, kas nospiež sagatavi, var būt:
- skrūve mehāniska;
- hidrauliskais, aprīkots ar manuālo piedziņu;
- hidrauliskais, aprīkots ar elektromotoru.
Ražīgākās elektriskās ierīces. Tajos sagatavju locīšana tiek veikta uz noņemamiem moduļiem ar dažādiem rādiusiem. Izstrādājums ir saliekts vēlamajā leņķī, izmantojot rotējošu serdi. Ja ēkas teritorijā nav strāvas padeves, ierīci var darbināt ar akumulatoru.
Ar šāda instrumenta palīdzību sagataves var saliekt līdz 180 grādu leņķī.
Nospiežot, saliekt presformas
Sagatavju, kuru garums nepārsniedz 70 centimetrus, liekšanu var veikt, izmantojot štancēšanu. Šajā gadījumā tiek izmantotas hidrauliskās vai mehāniskās preses. Šī metode ļauj izgatavot konstrukcijas elementus ar sarežģītām formām.
Sagatavju presēšana ir visdārgākā locīšanas metode. Tomēr tā veiktspēja ir visaugstākā. Šī metode ļauj ražot visplašāko produktu klāstu.
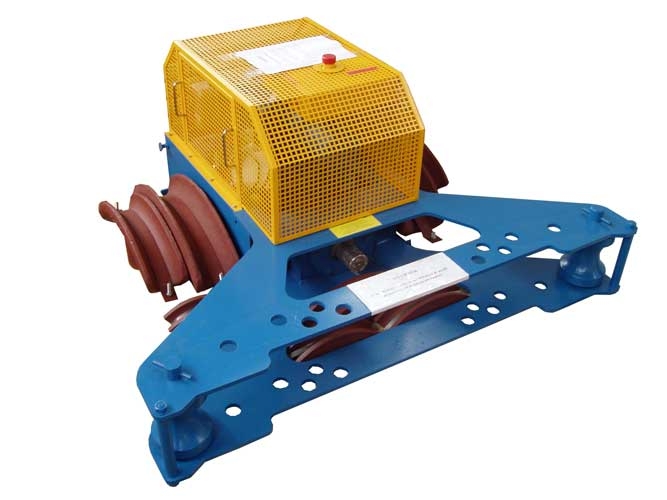
Cauruļu liekšanas mašīnu aprīkojums
Cauruļu liekšana rūpnieciskā mērogā tiek veikta, izmantojot mašīnas.
Rullīšu locīšana. Visizplatītākās mašīnas ir izstrādājumu liekšana, velmējot. Visbiežāk lietotā iekārta ar trīs ruļļiem, kas paredzēta garu sagatavju locīšanai. Tas var veikt spirālveida caurules velmēšanu.
![]()
Izstrādājums pārvietojas pa veltņiem, kuru atrašanās vieta nosaka tā lieces rādiusu. Tajā pašā laikā to no abām pusēm saspiež deformējošs cilindrs. Tas atrodas starp veltņiem, lai būtu iespējams saliekt sagatavi pēc svara. Veltņi metāla apstrādes procesā veic atbalsta funkciju.
Kompresijas apstrāde
Bieži vien ražošanā tiek izmantotas mašīnas, kas saspiež sagataves ar nelielu rādiusu. Viņi apstrādā mazu un lielu sekciju sagataves. Process notiek ar lokālu produktu karsēšanu un vienlaicīgu aksiālo spiedienu uz tiem.
Mašīna sastāv no:
- gulta ar sildītāju, kas atrodas uz tā;
- atbalsta veltnis;
- knaibles, pirmā no tām ir lieces rotācijas, otrā ir nogulumiežu.
Ierīce spēj saliekt elementus 180º leņķī. Tas saspiež sagataves ar nemainīgu spēku neatkarīgi no to šķērsgriezuma un aksiālā spēka vērtības, kas veidojas deformācijas epicentrā, kad izstrādājums ir saliekts. Iekārta var apstrādāt kvadrātveida un taisnstūrveida profilu.
Rotācijas stiepes locīšana
Rotācijas cauruļu vilkšana tiek veikta mašīnām ar elektriskiem vai hidrauliskiem suportiem spiediena veltņu pārvietošanai. Pēdējie kalpo, lai iegūtu vēlamo saražojamā elementa konfigurāciju un biezumu.
Ar rotācijas vilkšanu izstrādājumi tiek iegūti no dobiem rotējošiem stieņiem, kas deformēti ar rullīšiem gar kustīgu serdi. Tagad vairumā gadījumu tiek izmantotas CNC rotējošās zīmēšanas mašīnas. Viņu programma ņem vērā materiāla pretestību tā deformācijas laikā. Izstrādājumu ražošanā tiek izmantots atbilstošs GOST.
Secinājums
Skatīties video
Nelielos apjomos cauruļu liekšanu var veikt ar rokas instrumentiem. Rūpnieciskā mērogā tas tiek darīts ar īpašām mašīnām. Pirms darba jāveic minimālā pieļaujamā lieces rādiusa aprēķini.
Caurule ir tik neaizstājams izgudrojums, ka bez tā ir grūti iedomāties vismaz vienu cilvēka dzīves jomu. Cauruļvadu ieguldīšanas laikā ne vienmēr ir iespējams aprobežoties tikai ar taisnām sekcijām: šajā gadījumā tiek izmantotas īpašas ierīces un metodes, lai iegūtu nepieciešamos līkumus un pagriezienus.
Standartu un armatūras šķirnes
Kā zināms, katrai caurulei ir savi lieces standarti. Cauruļu lieces rādiuss ir tieši atkarīgs no tā, no kā caurule ir izgatavota un kāds ir tās diametrs. Pārsvarā būvniecības nozarē tiek izmantoti izstrādājumi ar pagriezieniem un elastīgi.
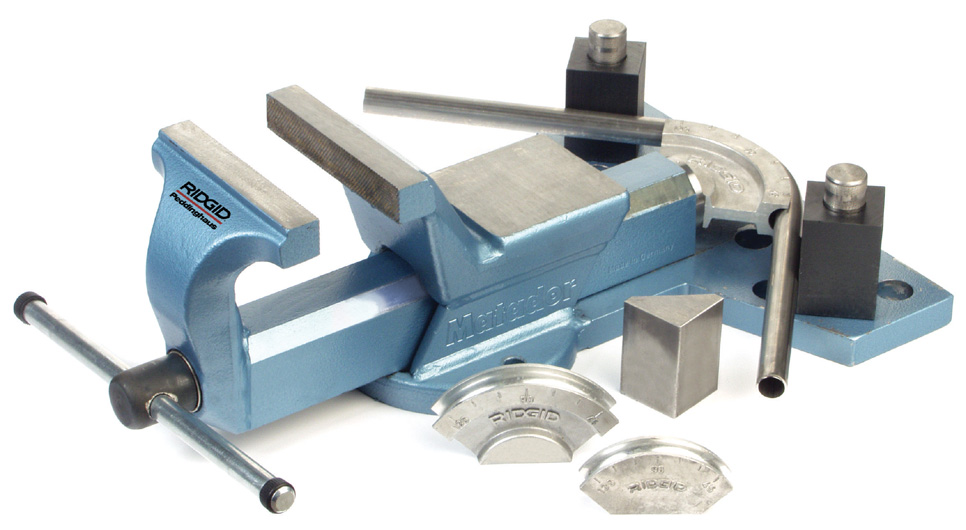
Tas tiek darīts ar speciālu ierīču palīdzību - cauruļu liektājiem: tie ir manuāli, hidrauliski, elektromehāniski, ar plakanām paralēlām plāksnēm un tērauda atsperēm.
Cauruļu lieces rādiuss ar manuāliem cauruļu liektājiem
Ar šo ierīču palīdzību tiek saliektas neliela diametra sagataves. Tas galvenokārt attiecas uz nerūsējošām caurulēm un krāsaino metālu izstrādājumiem. Manuālie cauruļu lokotāji darbojas šādi: apstrādājamo priekšmetu vienā galā ievieto īpašā skavā, pēc kura rokturis pagriežas.
Šīs procedūras laikā caurule iet starp veltņiem, kur tai tiek piešķirts vēlamais leņķis.

Ir svarīgi skaidri saskaņot šāda veida darbu ar GOST ieteikumiem, kas norāda krāsainā metāla un nerūsējošā tērauda cauruļu minimālā lieces rādiusa parametrus:
- Ja diametrs ir mazāks par 20 mm - no 2,5D.
- Diametram virs 20 mm - vismaz 3,5D.
Burts "D" apzīmē caurules ārējo diametru.
Hidrauliskā tipa liecēji - lieces rādiuss
Ar šo mašīnu palīdzību parasti tiek saliektas plānas caurules. Īpašs hidrauliskais cilindrs ļauj ievērojami samazināt pielikto fizisko spēku.
Pēc līkuma noteikšanas viens caurules gals jāievieto cauruļu liektājā. Mehānisma konstrukcijā esošā svira kalpo translācijas kustību veikšanai. Šajā gadījumā priekšnoteikums ir caurules minimālā lieces rādiusa ievērošana.
Elektromehāniskie cauruļu liekēji
Visbiežāk tos izmanto, lai saliektu caurules ar dažādu šķērsgriezumu. Galvenā atšķirība starp elektromehānisko cauruļu liekēju un citām šāda veida mašīnām ir lieces rādiusa augstā precizitāte un pilnīga cilvēka piepūles neesamība.
Šo ierīču izmaksas ir diezgan augstas, tāpēc tām galvenokārt ir profesionāls mērķis. Ar elektromehānisko cauruļu liekēju palīdzību var saliekt ievērojama diametra caurules: šajā gadījumā vienīgais ierobežojums ir pašas mašīnas izmērs. Šādā veidā liekot tērauda caurules, ir svarīgi stingri ievērot attiecīgos standartus. Šim nolūkam ir īpašas maināmas veidnes dažādos izmēros.
Plano-paralēlas plāksnes
Ir situācijas, kad nepieciešama tūlītēja caurules locīšana, bet pie rokas nav cauruļu locīšanas. Viena no iespējām šādā situācijā ir plakanu paralēlu plākšņu izmantošana, kas izskatās kā parastas sagataves. To ražošanai tiek izmantotas metāla loksnes. Griešanas laikā tiek ņemti to rādiusu rādītāji, kas nepieciešami liecei.

Darbs ar plakanām paralēlām plāksnēm ir šāds:
- Caurules malas ir jānostiprina skavā.
- Salieciet saspiesto sagatavi vēlamajā rādiusā.
- Izvelciet gatavo produktu no mehānisma.
Šī lieces metode ir visprimitīvākā, taču tās uzticamība ir diezgan nozīmīga. Vienīgais trūkums ir tas, ka šādā veidā var saliekt ne pārāk garas caurules.
Tērauda atspere
Ar tērauda atsperes palīdzību tiek izliektas cauruļu sagataves no mīksta, kaļamā metāla. Darbs ar šādiem izstrādājumiem ir pilns ar cauruļu bojājumiem vai iekšējā diametra samazināšanos.
Šādi defekti ievērojami samazina cauruļu caurlaidspēju. Pati procedūra ir diezgan vienkārša, un tā sastāv no atsperes iegremdēšanas caurules iekšpusē. Tādējādi tiek panākts maksimālais un minimālais lieces rādiuss caurulēm, kas izgatavotas no vara, misiņa un metāla plastmasas.
Kā saliekt cauruli bez mašīnas
Situācijās, kad nepieciešams ļoti steidzami izliekt cauruli bez īpašām ierīcēm, var izmantot kādu no populārām metodēm.

Šajā gadījumā ir ļoti svarīgi nepielikt pārāk daudz pūļu, pretējā gadījumā tas ir pilns ar ļoti skumjām sekām.
Tērauda caurules
Tērauds ir ļoti izturīgs materiāls, tāpēc tā locīšanas process ir pilns ar materiāla bojājumiem. Lai tas nenotiktu, metālu labāk sildīt ar degli, līdz tas kļūst koši.

Šajā gadījumā tā saliekšana ir ļoti vienkārša. Lai iegūtu nelielu tērauda caurules lieces rādiusu, dažreiz pietiek ar spēcīgu sitienu ar veseri pa izliekto daļu. Materiāla izturība ļauj tam nesāpīgi izturēt šādus triecienus.
Vara caurules
Lai gan tērauda izstrādājumu locīšana parasti nav problēma, vara caurules var pārsprāgt vai tikt bojātas lieces procesā. Viens no vienkāršākajiem veidiem, kā pasargāt sevi no šādām parādībām, ir izmantot vienkāršas smiltis. Pirms procedūras sākšanas to ielej mēģenē.

Smiltīm jābūt sausām. Tālāk ar degļa palīdzību tiek uzkarsēts lieces punkts. Lai pārbaudītu optimālās sildīšanas temperatūras esamību, pietiek ar to, lai caurulē tiktu ievietots papīra gabals: ja tas iedegas, degli var izslēgt. Vēlamais vara caurules lieces rādiuss tiek parādīts pakāpeniski - asas kustības šajā gadījumā būs liekas. Tā ir precizitāte, kas ļaus izvairīties no nevēlamiem materiāla pārrāvumiem.
alumīnija caurules
Alumīnija caurules liecas apmēram tāpat kā vara izstrādājumi, jo šo metālu atbilstības pakāpe ir ļoti līdzīga. Papildus smiltīm alumīnija gadījumā var izmantot caurules iekšpusē sasalušu ūdeni. Protams, šo metodi var izmantot tikai salnā laikā.

Lai to izdarītu, jums ir jāpiesprauž viens caurules gals ar karbonādi, lai tajā ielej ūdeni. Pēc tam ar ūdeni pildītais produkts tiek pakļauts sala iedarbībai, līdz šķidrums pilnībā sasalst. Turpmākā procedūra tiek veikta tāpat kā smilšu gadījumā.
Metāla-plastmasas caurules
Šāda veida produkti ļoti ātri ieguva ievērojamu izplatību dažādās cilvēka dzīves jomās. Tas ir saistīts ar metāla plastmasas cauruļu uzticamību, praktiskumu, zemām izmaksām un vieglu uzstādīšanu.
Šāda veida izstrādājumu liekšana tiek veikta ar vienkāršu manuālu metodi vai izmantojot iepriekš aprakstīto metodi ar metāla atsperi. Pirms caurules lieces rādiusa aprēķināšanas ir svarīgi ņemt vērā nosacījumu, ka metāla plastmasas caurule nevar saliekties vairāk par 15 grādiem uz 2 cm.
Ja šis noteikums tiek pārkāpts, produkts vienkārši neizdosies vairāku bojājumu dēļ.
plastmasas caurules
Plastmasas locīšana ir diezgan sarežģīta procedūra, jo pastāv pastāvīgi materiāla bojājuma un sienu biezuma samazināšanās draudi. Labāks risinājums ir iegādāties īpašu grozāmu adapteri. Ja kāda iemesla dēļ nav iespējams izmantot kvadrātu, plastmasas caurules locīšanas procedūra tiek veikta, izmantojot ēkas matu žāvētāju.

Optimālā temperatūra šajā gadījumā ir 140 grādi. Liektās daļas karsēšana jāveic lēni, lai novērstu pārkaršanu. Fakts ir tāds, ka 175 grādu temperatūrā plastmasa parasti sāk kust.
Pēc tam, kad produkts iegūst nepieciešamo plastiskumu, tas ir rūpīgi saliekts. Lai ārsienu biezums nemainītos, tas ir pārklāts ar maziem plastmasas gabaliņiem, kā arī uzsildīts. Tādējādi tie tiek metināti, un vieta ceļgalā saņem papildu aizsardzību pret izrāvienu.
Rezultāti
Cauruļvadi padara cilvēku dzīvi daudz ērtāku un efektīvāku, un tas attiecas gan uz sadzīves, gan rūpniecības sektoru. Aprīkojot dažādas komunikācijas, gandrīz nav iespējams izvairīties no pagriezieniem un līkumiem, kuru organizēšanai tiek izmantotas dažādas ierīces un metodes. Dažādu materiālu cauruļu locīšanas procesā ir ļoti svarīgi izvairīties no steigas, stingri ievērojot cauruļu locīšanas noteikumus.
Pievienot grāmatzīmēm
Kā saliekt cauruli ar mazāko rādiusu?
Mūsdienās mājas amatnieki patstāvīgi veic gandrīz visas savas mājsaimniecības dzīves sistēmas: santehniku, apkuri, kanalizāciju, būvē mazstāvu ēkas, saimniecības telpas, siltumnīcas. Viņi izgudro lētas ierīces būvmateriālu ražošanai un apstrādei, visu veidu profilu liekšanai, dažādu cauruļu griešanai un locīšanai, izmantojot metināšanas un liešanas tehnoloģijas.
Cauruļu liekšana tiek izmantota, lai izveidotu metāla žogus, kas novērš nepieciešamību pēc metināšanas un sasniedz vēlamo rezultātu, vienkārši izliekot vienu cauruli vēlamajā leņķī.
Biežai cauruļu locīšanai privātmājā nav pastāvīgi sastopamu iemeslu.
Tomēr jaunā nepieciešamība pēc saliektas caurules, kā likums, paziņo par sevi prasīgi un bez kavēšanās. Tas var būt atsevišķas santehnikas vai apkures sistēmas remonts, papildu kontaktligzda vai kas līdzīgs.
Uzdevums ir paņemt un saliekt vajadzīgo detaļu.
Un kādā rādiusā liekties un kā?
Pareizas cauruļu locīšanas shēma.
Var mēģināt locīties bez jebkādas teorijas, bet labāk izmantot kāda cita pieredzi. Lai, liecot caurules, tās nesaplacinātu, neplīstu, nesaburzītos ar rievojumu, ir jāzina minimālais lieces rādiuss, kas atkarīgs no materiāla, diametra un sieniņu biezuma. Ietekmē arī pielietotā lieces metode. Bet viss ir kārtībā.
Minimālais rādiuss ir atkarīgs no liekamās apaļās caurules diametra: jo lielāks ir tās diametrs, jo lielāks ir lieces rādiuss. Apmēram līdz 20 mm tas būs 3, bet lielākām caurulēm - 4 ārējie diametri. Karstās metodes var gandrīz uz pusi samazināt lieces rādiusu. Samazinājums rodas, jo karsējot palielinās tērauda elastība.
1. tabula. Minimālais lieces rādiuss ūdens un gāzes caurulēm (GOST 3262-92 ar 1992. gada grozījumiem), mm.
Ūdens un gāzes caurules ir tērauda, biezsienu, tās liecas negribīgi, prasa lielu piepūli, tāpēc bez īpašas vajadzības nav ieteicams izmantot minimālo lieces rādiusu. Vairumā gadījumu jūs varat iztikt ar lieliem rādiusiem vai izmantot furnitūru.
Situācija ir sarežģītāka, ja ir nepieciešams bieži saliekt, tas ir kvadrātveida vai taisnstūrveida. Mājās to ir ārkārtīgi grūti izdarīt kvalitatīvi: liekot, ir nepieciešams, lai sekcijas forma netiktu saplacināta ar īpašām ierīcēm.
2. tabula. Minimālais lieces rādiuss vara (GOST 617-90) un misiņa (GOST 494-90) caurulēm, mm.
|
Ārējais diametrs, mm |
Mazākais lieces rādiuss, mm |
Aizvien biežāk individuālajos mājokļos tiek izmantoti vara un misiņa santehnikas izstrādājumi. Metāls ir viegli deformējams, tāpēc ar caurulēm no tā ir daudz vieglāk strādāt nekā ar tērauda caurulēm. Bet lieces deformāciju fizika ir izplatīta misiņa, vara un tērauda caurulēm.
Kad caurule ir saliekta, tās ārējā virsma lieces zonā tiek izstiepta un siena kļūst plānāka, savukārt rādiusa iekšējā virsma, gluži pretēji, tiek saspiesta un siena sabiezē. Tas notiek gan ar aukstās, gan karstās liekšanas metodēm, otrajā gadījumā saspiešana un stiepšana notiek daudz spēcīgāk. Līkuma zonā griezuma apaļā forma mēdz saplacināt, kļūt ovāla, nominālais diametrs samazinās, ja netiek veikti pasākumi pret šīm parādībām.
Kā pašam izlocīties?
Jūs varat saliekt gandrīz visas apaļās caurules - no 6 mm diametra līdz biezu sienu 163 mm caurulēm un pat vairāk.
Rūpnieciskajā ražošanā ir pusautomātiskās un automātiskās mašīnas detaļu masveida locīšanai. Viena locīšana aizņem apmēram 6 sekundes. Mazie darbnīcas, piemēram, pārvaldības uzņēmumos, mājokļu nodaļās, ir aprīkotas ar elektriskajiem cauruļu liektājiem ar nepieciešamo sprauslu komplektu. Vairumā gadījumu ir vērts sazināties ar viņiem, lai saliektu mājsaimniecībā nepieciešamo detaļu. Protams, tas maksā zināmu naudu, vajag vienoties, uztaisīt zīmējumu. Ko darīt, ja šādas iespējas nav?
Ir vairāki veidi, kā izliekties bez karsēšanas, šeit ir daži no tiem: skriešana, stiepšanās, tīšana, zīmēšana, cauri matricai, gar kopētāju. Visu liekšanas ierīču galvenais uzdevums ir saglabāt apaļu formu un, kam tiek izmantoti rullīši vai ruļļi ar ārēju rievu caurules formā un izmērā. Nākamais mērķis ir uzlabot cilvēka darbības, izmantojot sviru vai hidraulisko presi.
Tērauda cauruļu liekšana mājās

Tiem ir vairākas sprauslas dažādiem diametriem un tiek izmantotas vara, misiņa, alumīnija un plānsienu tērauda cauruļu locīšanai ar diametru līdz 22 mm.
Manuālajiem cauruļu liektājiem ir vairākas dažāda diametra sprauslas, un tos izmanto vara, misiņa, alumīnija un plānsienu tērauda cauruļu locīšanai ar diametru līdz 22 mm. Ūdens un gāzes vadus nevar izliekt ar rokas instrumentiem, to izliekšanai būs jāizmanto hidraulika. Šāda lieces prese ir uzstādīta uz galda vai iespīlēta skrūvspīlēs. Atsevišķām daļām, kas tiek izgatavotas laiku pa laikam, skrūvspīlēs ir stiprinājums, kas ļauj saliekt mazāko rādiusu.
Ir neizdevīgi iegādāties dārgu armatūru vienam darbam. Iemesls var būt uzņēmējdarbības aktivitāšu īstenošanā, lai sniegtu šādus pakalpojumus iedzīvotājiem. Un retos gadījumos ir vienkāršāki veidi, kā saliekt caurules, taču tie prasa daudz laika. Lai to izdarītu, jums būs jāsagatavo šādi rīki un materiāli:
- Kalcinētas upes smiltis, 30 kg.
- Izturīgs galds vai darbagalds.
- Cilindriska metāla serde ar lieces rādiusu.
- Divi koka korķi.
- Pūtējs.
Smiltis ir jāizsijā un jākalcinē uz uguns vai pūtēja, līdz dūmi pazūd. Pēc tam sagatavojiet galdu, piestiprinot uz tā serdi un iestatot pieturu vienam no galiem. Kā uzsvars var kalpot uz galda uzstādīts skrūvspīles. Visa konstrukcija arī ir jānostiprina, pretējā gadījumā caurule to apgriezīs.
Ja tiek plānota apkure, tad labāk ir urbt caurumus spraudņos ar diametru 3-4 mm, lai atbrīvotu gāzes, kas veidojas apkures laikā.
Lai saglabātu apaļo posmu, to piepilda ar kalcinētu smiltīm, kurai viens gals ir aizsprostots ar koka korķi, smiltis ielej un sablīvē piesitot. Otrais spraudnis ir aizsērējis, pēc kura cauruli var saliekt. Ja vienu no tās galiem nevar izmantot kā garu sviru, tad jāņem gabals un jāuzvelk pagarināšanai.
Izmantojot galdu kā salocīšanas plakni, mēs ievietojam vienu galu starp serdi un pieturu. Ar otro galu kā sviru mēs noliecamies ap serdi un tādējādi izliecam cauruli. Piepildīts ar smiltīm, tas saglabās savu apaļo formu un šķērsgriezuma diametru līkumā. Mēs samazinām leņķi par 2-3%, kopš metāla atsperes, daļēji atjaunojot iepriekšējos izmērus.
Lai sasniegtu minimālo lieces rādiusu, ir nepieciešams pūtējs. Cauruli, kas piepildīta ar smiltīm, mēs karsējam ar lampu, līdz tā kļūst sarkana līkuma zonā, kas iepriekš jāmarķē. Tūlīt pēc sasilšanas mēs to uzstādām uz galda un veicam saliekšanu. Ja tiek plānota apkure, tad labāk ir urbt caurumus spraudņos ar diametru 3-4 mm, lai atbrīvotu gāzes, kas veidojas apkures laikā.
Atdzesējot, tērauds, tāpat kā citi metāli, nedaudz atgriežas iepriekšējā formā. Tas ir, lieces leņķis var būt lielāks nekā nepieciešams. Pēc tam sildīšanas un locīšanas process ir jāatkārto. Pēc vēlamās formas iegūšanas korķus izurbj vai izdedzina, smiltis izber un uzglabā nākamajai reizei. Pārbaudiet, vai līkuma vietā nav striju, plaisu, plīsumu un rievojumu. Beigās cauruli sagriež vēlamajā izmērā, notīra no skalas, uzgriež vītni un detaļa gatava.
Uguns, vara un misiņa caurules
Vara un misiņa caurules var izliekt, arī pildīt ar smiltīm, ja ar apkuri plānots minimāls lieces rādiuss. Ja bez apkures, tad ielej kausētu kolofoniju, pēc galu aizbāzšanas caurule ir saliekta. Mazu, līdz 22 mm diametru, liekšanai labāk ir saimniecībā izmantot manuālo sviras cauruļu liekēju, kas ir nopērkams. Ar to jūs varat ātri un viegli saliekt dažādas cauruļvadu daļas.
Vara un misiņa cauruļu ar maziem rādiusiem liekšanai mājās būs nepieciešams arī pūtējs vai gāzes deglis. Atlaidināta caurule viegli liecas uz stieņa, bet izliekumu ir grūtāk labot, un ir nepieciešama atkārtota uzsildīšana. Papildus pildīšanai ar smiltīm tiek izmantota īpaša ierīce - atspere, kas tiek uzlikta uz caurules līkumā. Atspere ļauj saliekt, bet neļauj caurulei saplacināt. Caurules sekcijas ģeometrija tiek saglabāta. Pēc saliekšanas atspere tiek "ieskrūvēta" un noņemta.
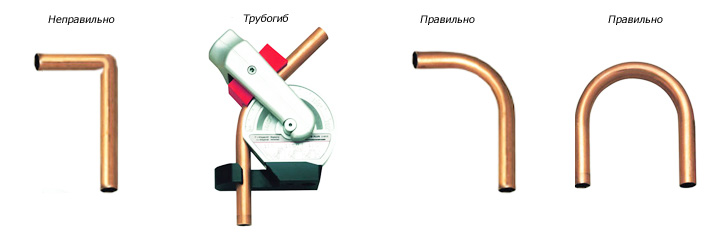
Bez problēmām izliecam plastmasas caurules
Cauruļu līkumu veidi: a - kalach; b - līkumi; c - pīle; g - kronšteins.
Plastmasas caurules ir plastmasas, lai tās bez grūtībām saliecas. Tomēr, ja nepieciešams mazākais iespējamais lieces rādiuss, rodas tādas pašas fizikālās saplacināšanas parādības kā ar metāla caurulēm. Polipropilēna caurules ir stingrākas nekā citas plastmasas caurules. Materiāla plastiskums un tā stiepšanās lieces laikā var būtiski samazināt caurules sienas biezumu un apdraudēt cauruļvada izturību, īpaši, ja tas ir zem spiediena. Tāpēc plastmasas caurules izmantošanai spiediena sistēmās nedrīkst būt liektas, bet veidgabali jālodē, kas nodrošina savienojumu izturību.
Citiem nolūkiem, piemēram, ierīkojot apsildāmo grīdu, mājās tiek izlocītas plastmasas caurules, pildot tās kā metāla caurules, bet ar sāli. Sāli kalcinē pannā, pēc tam to ielej caurulē un galus aizbāž ar korķiem. Karstā sāls sasilda cauruli, palielinot tās plastiskumu, un caurule viegli izliecas.
Mazākais lieces rādiuss ir vienāds ar diviem diametriem. Pēc vēlamā lieces leņķa noteikšanas plastmasas caurule jānostiprina, līdz tā pilnībā atdziest. Papildu apkurei, liekuma regulēšanai varat izmantot ēkas fēnu. Bez apkures polipropilēna cauruli var lēnām un uzmanīgi saliekt ar minimālo rādiusu 7-8 diametri.
Profilētu cauruļu locīšanas iezīmes
No profilētajām tērauda caurulēm bieži tiek izmantotas kvadrātveida un taisnstūrveida caurules. Tos izmanto dažādu dizainu mājsaimniecībā. Šādas caurules praktiski nav iespējams saliekt bez specializētām darbnīcām bez aprīkojuma. Aprakstītās metodes neļauj saglabāt sekcijas taisnstūri līkumā, un tam tiek samazināta estētiskā vērtība.
Tomēr profilētas caurules ir iespējams saliekt, izmantojot vienkāršus un lētus armatūru un lielus lieces rādiusus. Liekšanas ierīces galvenās daļas ir profila veltņi, kas lieces procesā šķērsgriezumā saglabā taisnstūra formu.
Bieži tiek izmantotas lieces imitācijas. Caurule tiek nogriezta no iekšpuses ar noteiktu soli, pēc tam tā tiek saliekta bez lielas piepūles. Pēc tam visas šuves tiek sametinātas un notīrītas ar dzirnaviņām. Ar 20 mm griezuma soli lieces rādiuss būs minimāls.