2. DAĻA (Pamatjēdzieni, iekšējais lieces rādiuss)
Tātad, pirmkārt, definēsim pamatjēdzienus. Aprakstot lieces procesu, mēs izmantosim sekojošo:
Ļoti svarīga koncepcija - iekšējais lieces rādiuss. Ir svarīgi saprast, ka šai vērtībai ir jābūt noteiktu vērtību robežās. Pie tiem vajag pieturēties! Ņemsim, piemēram, konkrētu piemēru – sagataves nospiešanu līdz 180 grādiem. Kādu iemeslu dēļ tieši mūsu valstī viņi cenšas nospiest šos plauktus līdz nullei un padarīt spiedienu ideāli līdzenu. Smieklīgi ir tas, ka tas tiek uzskatīts par kvalitātes standartu, pieņemot produktus. Faktiski ir otrādi, “plakanā presēšana” ir nekas cits kā rupja lieces tehnoloģijas pārkāpuma rezultāts, kurā iekšējais rādiuss ir ārkārtīgi mazs. Lūdzu, dariet visu pareizi un pastāstiet par to saviem klientiem. Saspīlēšanai līdz 180 grādiem jābūt vai nu šādai (slēgta iespīlēšana):

Šajā gadījumā pirms nospiešanas apstrādājamā detaļa ir jāpiespiež “pret sevi”.
Vai arī šādi (atvērtā prese):

Vienkārši ievadiet atbilstošo priekšslodzes vērtību mašīnas vadības blokā.
Bet atgriezīsimies pie teorijas...
Minimālais lieces rādiuss ( ).
Ja lieces rādiuss ir mazāks par šo vērtību (īpaši materiāliem ar paaugstinātu izturību), tad ārējā (izstieptā) virsma iegūst “apelsīna mizas” struktūru. Ja šāda veida graudainība ir spēcīga, metāls var saplaisāt vai pilnībā salūzt. Jebkurā gadījumā jebkurš metāla pārklājums līkumā tiks ievērojami bojāts, un sagatave neizturēs laika pārbaudi.
Minimālais rādiuss ir atkarīgs no mehāniskās īpašības materiāls (metāla relatīvais pagarinājums vai saraušanās), lieces leņķis, lieces līnijas virziens attiecībā pret velmēšanas virzienu (gar velmēšanas līniju minimālais iekšējais rādiuss vienmēr ir lielāks, visas pārējās lietas ir vienādas).
Formulas atrašanai :
Jā, šādas formulas ir vairākas. Tie kļūst sarežģītāki, jo vairāk faktoru mēs cenšamies ņemt vērā aprēķinos. Es izvēlējos visvairāk vienkāršas iespējas, ko var ātri aprēķināt, vienlaikus ievietojot vienu tabulas vērtību.
1. Ar relatīvu sašaurināšanos

Kur S = metāla biezums, = metāla relatīvā kontrakcija (procentos)
Šeit ir ļoti svarīgi saprast, ka vērtībai iekavās jābūt > 0. Tāpēc, kad< 50 (то есть, для менее эластичных сталей) – мы домножаем толщину металла на результат выражения в скобках. При >50 (elastīgāki tēraudi) mēs neņemam vērā izteiksmi iekavās un minimālais rādiuss būs vienāds ar metāla biezumu:
2. Pēc relatīvā pagarinājuma

Kur S = metāla biezums, ψ = relatīvais pagarinājums (relatīvās vienībās)
Tāpat jāatzīmē, ka rūpīgi jāaprēķina minimālās vērtības Mums, visticamāk, nebūs jāizmanto stūri. Un mašīna neļaus mums uzturēt minimālos rādiusus, izņemot līkumus līdz 180 grādiem (atcerieties, es to jau minēju). Apsveriet, ka es sniedzu formulas tikai, lai labāk izprastu procesu. Tagad ir skaidrs, ka iekšējam rādiusam ir jābūt vismaz vienādam ar metāla biezumu. Galvenais ir vienmēr to atcerēties.
Turklāt ir tabulas ar norādītajām relatīvo minimālo rādiusu vērtībām (sk Informācija).
Maksimālais lieces rādiuss ().
Ja lieces rādiuss ir lielāks par vērtību Rmaks , būs ļoti grūti kontrolēt lieces metāla atsperes dēļ. Jo mazāks ir metāla biezums, jo mazāk atsperes parādīsies. Ja mums ir liels rādiuss, tam jābūt šīs daļas pieņemamajās vērtībās.
Lai sasniegtu nepieciešamo metāla plastiskās deformācijas līmeni, maksimālajam lieces leņķim jābūt:
Kur S = metāla biezums, = stiepes elastības modulis, T = tecēšanas robeža.
Turpinājums sekos…
Sagatavojot informāciju, ko izmantoju: 1. Mašīnu rokasgrāmatas 28. izdevums. Industrialpress, 2008; 2. Malovs A. N. “Aukstās štancēšanas tehnoloģija”, 1969.g.
Caurule ir tik neaizstājams izgudrojums, ka bez tā ir grūti iedomāties vismaz vienu cilvēka dzīves jomu. Ieguldot cauruļvadus, ne vienmēr ir iespējams aprobežoties tikai ar taisniem posmiem: šajā gadījumā tiek izmantotas īpašas ierīces un metodes, lai iegūtu nepieciešamos līkumus un pagriezienus.
Standartu un ierīču šķirnes
Kā zināms, katrai caurulei ir savi lieces standarti. Cauruļu lieces rādiuss ir tieši atkarīgs no tā, no kā caurule ir izgatavota un kāds ir tās diametrs. Galvenokārt būvniecības nozarē tiek izmantoti izstrādājumi ar rotāciju un liekšanu.
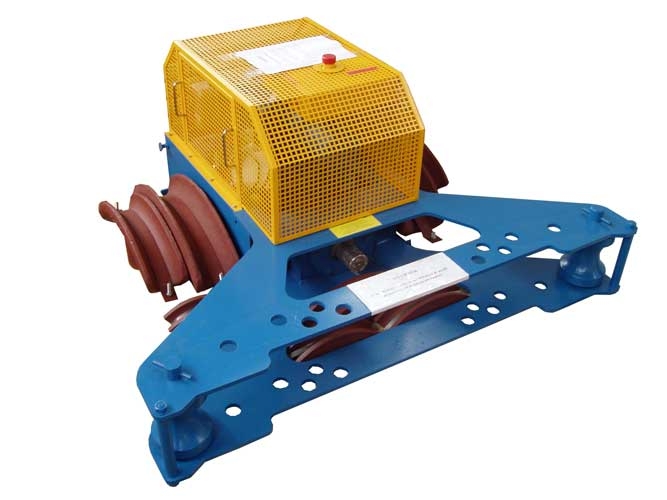
Tas tiek darīts ar īpašu ierīču palīdzību - cauruļu liektājiem: tie var būt manuāli, hidrauliski, elektromehāniski, ar plakanām paralēlām plāksnēm un tērauda atsperēm.
Cauruļu lieces rādiuss ar manuālajiem cauruļu liektājiem
Izmantojot šīs ierīces, tiek saliektas neliela diametra sagataves. Tas galvenokārt attiecas uz nerūsējošām caurulēm un krāsaino metālu izstrādājumiem. Manuālie cauruļu lokotāji darbojas šādi: apstrādājamo priekšmetu vienā galā ievieto speciālā skavā, pēc tam ar rokturi tiek veiktas rotācijas.
Šīs procedūras laikā caurule iet starp veltņiem, kur tai tiek piešķirts vēlamais leņķis.

Ir svarīgi stingri saskaņot šāda veida darbu ar GOST standartu ieteikumiem, kas norāda krāsainā metāla un nerūsējošā tērauda cauruļu minimālā lieces rādiusa parametrus:
- Ja diametrs ir mazāks par 20 mm - no 2,5D.
- Ja diametrs ir lielāks par 20 mm - vismaz 3,5D.
Burts "D" norāda caurules ārējo diametru.
Hidrauliskie cauruļu liekēji - lieces rādiuss
Šīs mašīnas parasti izmanto plānu cauruļu saliekšanai. Īpašs hidrauliskais cilindrs ļauj ievērojami samazināt pielikto fizisko spēku.
Pēc līkuma vietas noteikšanas viens caurules gals jāievieto cauruļu liektājā. Mehānisma konstrukcijā esošā svira kalpo translācijas kustību veikšanai. Šajā gadījumā priekšnoteikums ir atbilstība caurules minimālajam lieces rādiusam.
Elektromehāniskie cauruļu liekēji
Visbiežāk tos izmanto, lai saliektu caurules ar dažādu šķērsgriezumu. Galvenā atšķirība starp elektromehānisko cauruļu liekēju un citām šāda veida mašīnām ir lieces rādiusa augstā precizitāte un pilnīga cilvēka piepūles neesamība.
Šo ierīču izmaksas ir diezgan augstas, tāpēc tās galvenokārt ir paredzētas profesionālai lietošanai. Izmantojot elektromehāniskos cauruļu liekējus, jūs varat saliekt ievērojama diametra caurules: šajā gadījumā ierobežojums ir tikai pašas mašīnas izmērs. Šādā veidā liekot tērauda caurules, ir svarīgi stingri ievērot attiecīgos standartus. Šim nolūkam ir īpašas maināmas veidnes dažādos izmēros.
Plaknes-paralēlas plāksnes
Ir situācijas, kad nepieciešama tūlītēja caurules locīšana, bet cauruļu liekējs nav pieejams. Viena no iespējām šajā situācijā ir izmantot plakanas paralēlas plāksnes, kurām ir parastu sagatavju izskats. To ražošanai tiek izmantotas metāla loksnes. Griešanas laikā tiek ņemti to rādiusu rādītāji, kas nepieciešami liecei.

Darbs ar plaknēm paralēlām plāksnēm darbojas šādi:
- Caurules malas ir jānostiprina ar skavu.
- Salieciet saspiesto sagatavi vēlamajā rādiusā.
- Noņemiet gatavo produktu no mehānisma.
Šī lieces metode ir visprimitīvākā, taču tās uzticamība ir diezgan nozīmīga. Vienīgais trūkums ir tas, ka šādā veidā jūs varat saliekt caurules, kas nav ļoti garas.
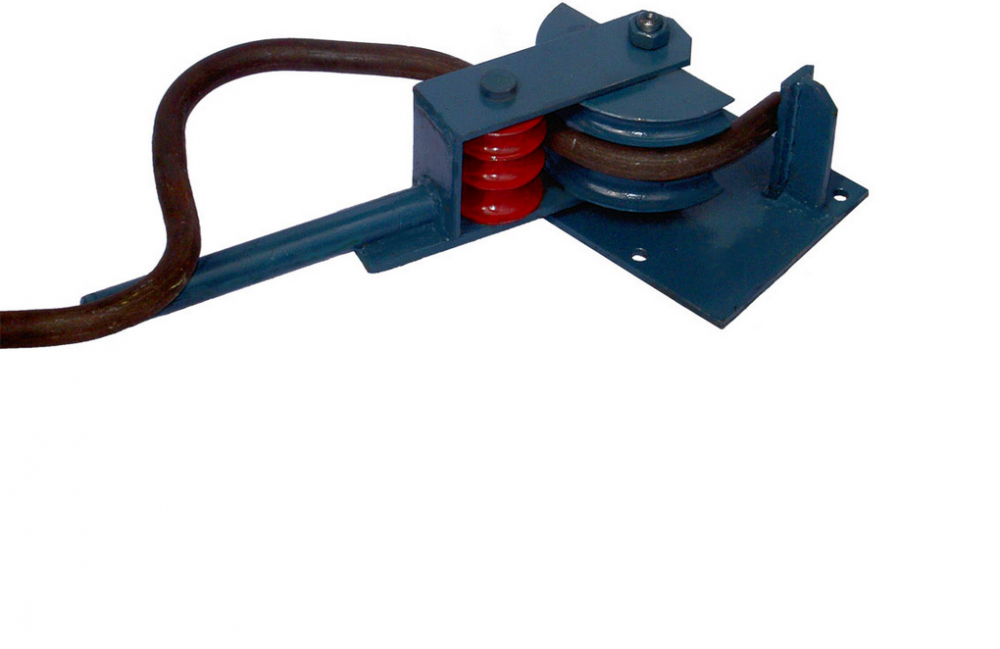
Tērauda atspere
Izmantojot tērauda atsperi, tiek saliektas cauruļu sagataves, kas izgatavotas no mīksta, kaļamā metāla. Darbs ar šādiem izstrādājumiem var sabojāt caurules vai samazināt iekšējo diametru.
Šādi defekti ievērojami samazina cauruļu caurlaidspēju. Pati procedūra ir diezgan vienkārša un sastāv no atsperes iegremdēšanas caurules iekšpusē. Tādā veidā tiek sasniegts maksimālais un minimālais lieces rādiuss caurulēm, kas izgatavotas no vara, misiņa un metāla plastmasas.
Kā saliekt cauruli bez mašīnas
Situācijās, kad ir ļoti steidzami nepieciešams saliekt cauruli bez īpaša aprīkojuma, varat izmantot kādu no tradicionālajām metodēm.

Šajā gadījumā ir ļoti svarīgi nepielikt pārāk daudz pūļu, pretējā gadījumā tas ir pilns ar ļoti skumjām sekām.
Tērauda caurules
Tērauds ir ļoti izturīgi materiāli, tāpēc tā locīšanas process ir pilns ar materiāla bojājumiem. Lai tas nenotiktu, metālu labāk karsēt ar degli, līdz tas kļūst koši.

Šajā gadījumā tā locīšana notiek ļoti viegli. Lai iegūtu nelielu tērauda caurules lieces rādiusu, dažreiz pietiek ar spēcīgu sitienu ar veseri pa izliekto vietu. Materiāla izturība ļauj tam bez sāpēm izturēt šādus triecienus.
Vara caurules
Lai gan parasti nav problēmu, liekot tērauda izstrādājumus, vara caurules var pārsprāgt vai tikt bojātas lieces procesā. Viens no visvairāk vienkāršus veidus Lai pasargātu sevi no šādām parādībām - izmantojiet vienkāršas smiltis. Pirms procedūras sākuma to ielej caurulē.

Smiltīm jābūt sausām. Tālāk, izmantojot degli, liekuma vieta tiek uzkarsēta. Lai pārbaudītu optimālo apkures temperatūru, vienkārši pienesiet pie caurules papīra lapu: ja tas iedegas, degli var izslēgt. Nepieciešamais lieces rādiuss vara caurule tiek noņemts pakāpeniski - pēkšņas kustības šajā gadījumā būs liekas. Tieši precizitāte ļaus izvairīties no nevēlamiem materiāla plīsumiem.
Alumīnija caurules
Alumīnija caurules liecas līdzīgi kā vara izstrādājumi, jo šo metālu elastības pakāpe ir ļoti līdzīga. Papildus smiltīm alumīnija gadījumā varat izmantot caurules iekšpusē sasalušu ūdeni. Protams, šo metodi var īstenot tikai salnā laikā.

Lai to izdarītu, viens caurules gals būs jāpieslēdz ar smalcinātāju, lai tajā ielej ūdeni. Pēc tam ar ūdeni piepildītais produkts tiek pakļauts aukstumam, līdz šķidrums pilnībā sasalst. Turpmākā procedūra tiek veikta tieši tāpat kā smilšu gadījumā.
Metāla-plastmasas caurules
Šāda veida produkti ļoti ātri kļuva plaši izplatīti dažādās cilvēka darbības jomās. Tas izskaidrojams ar metāla plastmasas cauruļu uzticamību, praktiskumu, zemām izmaksām un vieglu uzstādīšanu.
Šāda veida izstrādājumu liekšana tiek veikta, izmantojot vienkāršu manuālu metodi vai izmantojot iepriekš aprakstīto metodi ar metāla atsperi. Pirms caurules lieces rādiusa aprēķināšanas ir svarīgi ņemt vērā nosacījumu, ka metāla plastmasas caurule nevar saliekties vairāk par 15 grādiem uz 2 cm.
Ja šis noteikums tiek pārkāpts, produkts vienkārši neizdosies vairāku bojājumu dēļ.
Plastmasas caurules
Plastmasas liekšana ir diezgan sarežģīta procedūra, jo vienmēr pastāv materiāla bojājuma draudi un sienas biezuma samazināšanās. Optimālāks risinājums ir iegādāties īpašu rotējošu adapteri. Ja kādu iemeslu dēļ nav iespējams izmantot kvadrātu, lieces procedūra plastmasas caurule tiek veikta, izmantojot matu žāvētāju.

Optimāli temperatūras apstākļišajā gadījumā tas ir 140 grādi. Liekšanas zonas iesildīšana jāveic lēni, lai novērstu pārkaršanu. Fakts ir tāds, ka 175 grādu temperatūrā plastmasa parasti sāk kust.
Pēc tam, kad produkts iegūst nepieciešamo plastiskumu, tas ir rūpīgi saliekts. Lai ārsienu biezums nemainītos, tas ir pārklāts ar maziem plastmasas gabaliņiem un arī apsildāms. Tādā veidā tie tiek sametināti, un vieta ceļgalā saņem papildu aizsardzību pret izrāvienu.
Rezultāti
Cauruļvadi padara cilvēku dzīvi daudz ērtāku un efektīvāku, un tas attiecas gan uz sadzīves, gan rūpniecisko sfēru. Sakārtojot dažādas komunikācijas, gandrīz nav iespējams izvairīties no pagriezieniem un līkumiem, kuru organizēšanai tiek izmantotas dažādas ierīces un metodes. Cauruļu locīšanas procesā no dažādi materiāli Ir ļoti svarīgi izvairīties no steigas, stingri ievērojot cauruļu locīšanas noteikumus.
Mūsdienās metāla konstrukciju ražošanā kā alternatīvu metināšanai un vītņu savienošanai izmanto cauruļu radiālo locīšanu. Tas tiek darīts, izmantojot īpašus instrumentus.
Visbiežāk ir nepieciešams saliekt apaļas un profilētas caurules.
Sprieguma dēļ, kas rodas lieces laikā:
- caurules siena ir izstiepta gar pieliktā spēka ārpusi;
- saspiests ar iekšā;
- Veidojas arī neitrāla ass, uz kuras materiāla stāvoklis nemainās.
Apaļo, kvadrātveida un taisnstūrveida posmu uzvedība, iznīcināšanas veidi
Caurules sieniņu biezums līkuma ārējā daļā kļūst mazāks, jo rodas spriegumi, rodas stiepes moments:
- Ārējai sienai, kas ir kļuvusi plāna, ir tendence saliekties virzienā uz caurules vidējo asi. Tas noved pie tā šķērsgriezuma deformācijas.
- Pārsniedzot izstrādājuma stiepes izturību, tas saplīst gar ārējo lieces plakni.
Caurules sieniņu biezums līkuma iekšpusē kļūst lielāks, jo parādās spiedes spriegums. Pārsniedzot izstrādājuma spiedes stiprību, tas zaudē lokālo stingrību. Tas noved pie dziļu kroku veidošanās izliektās caurules iekšējā plaknē.
Kā darbojas kvadrātveida un taisnstūrveida profili:
- To cauruļu sienas ir pakļautas maksimālam spiedes un stiepes spriegumam gan ārējā, gan iekšējā lieces plaknē.
- Materiālam ir paaugstināta tendence deformēties, meistaram to ir grūti kontrolēt.
- Profila materiāls lieces iekšpusē ir pakļauts vertikāli virzītai izplešanai. Tajā pašā laikā tas plūst horizontāli gar izstrādājuma galu. Šie spriegumi nospiež vertikāli novietotās cauruļu sienas. Šajā gadījumā kvadrātveida šķērsgriezums ir deformēts. Tas iegūst trapecveida konfigurāciju.
- Taisnstūrveida un kvadrātveida šķērsgriezumi slikti pārnes iespīlēšanas spēkus starp lieces un iespīlēšanas spīlēm.
- Profilam lieces sākumā ir tendence slīdēt gar bloku. Tajā pašā laikā viņš var to berzēt, kas noved pie aprīkojuma nolietošanās.
Materiāla ar apaļu šķērsgriezumu uzvedība, kad tas liecas:
- Materiāls vietās ir mazāk deformēts augstākais spriegums. Maksimālās saspiešanas/stiepšanas vietas atrodas gar šķērsgriezuma pieskares centra līniju.
- Apaļā forma ļauj metālam vienmērīgi plūst visos virzienos lieces laikā. Pateicoties tam, meistaram ir vieglāk kontrolēt materiāla deformācijas procesus.
- Pateicoties apaļajam šķērsgriezumam, caurule labi pārnes spēkus starp lieces un iespīlēšanas blokiem.
- Liekot apaļas caurules gar rādiusu tie praktiski neslīd instrumentā.
Kā aprēķināt minimālo pieļaujamo rādiusu
Minimālais caurules lieces rādiuss, pie kura parādās kritiskā deformācijas pakāpe, nosaka attiecību:
- Rmin ir izstrādājuma minimālais iespējamais lieces rādiuss;
- S norāda cauruļvada biezumu (mm).
Tāpēc rādiuss pa vidējo caurules asi ir vienāds ar: R=Rmin+0,5∙Dn. Šeit Dn nozīmē apaļā stieņa nominālo diametru.
Priekšnoteikums pareizai minimālā lieces rādiusa aprēķināšanai ir nepieciešamība ņemt vērā attiecību:
- Kt nozīmē izstrādājumu plānuma koeficientu;
- D norāda cauruļu ārējo diametru.
Tāpēc universālā formula minimālā pieļaujamā lieces rādiusa aprēķināšanai ir:
R=20∙Kt∙D+0,5∙Dn.
Ja norādītais rādiuss ir lielāks par vērtību, kas iegūta no iepriekš minētās formulas, tad aukstās caurules locīšanas metode. Ja tas ir mazāks par aprēķināto vērtību, materiāls ir iepriekš jāuzsilda. Pretējā gadījumā lieces laikā tās sienas deformēsies.
Jāņem vērā gadījums, kad plānsienu parametrs ir 0,03<Кт< 0,2
- Tad doba stieņa minimālajam pieļaujamajam lieces rādiusam, neizmantojot īpašu instrumentu, jābūt: R ≥9,25∙((0,2-Kt)∙0,5).
- Ja minimālais lieces rādiuss ir mazāks par aprēķināto vērtību, tad stieņa izmantošana ir obligāta.
Cauruļu lieces rādiusa korekciju pēc slodzes noņemšanas, ņemot vērā atsperes (iztaisnošanas inerci), aprēķina pēc formulas:
- Do nozīmē serdeņa daļu;
- Ki ir elastīgās deformācijas koeficients konkrētam materiālam (saskaņā ar atsauces grāmatu).
- Aptuvenam elastīgās deformācijas aprēķinam tērauda vai vara caurulei ar eju līdz 4 cm tiek pieņemta koeficienta vērtība 1,02.
- Analogiem, kuru iekšējais diametrs ir lielāks par 4 cm, šis skaitlis būs vienāds ar 1,014.
Lai precīzi zinātu leņķi, kādā materiāls ir jāsaliek, ņemot vērā caurules griešanās rādiusu, tiek izmantota formula:
- ∆c ir vidusass griešanās leņķis;
- Ki ir atsperes koeficients saskaņā ar atsauces grāmatu.
Kad vēlamais rādiuss ir 2-3 reizes lielāks par doba stieņa šķērsgriezumu, tiek ņemts atsperes koeficients 40-60.
Skatīties video
Metodes cauruļu locīšanai pa rādiusu
Ir vairākas metodes cauruļu locīšanai pa rādiusu.
 Izmantojot manuālos cauruļu liekējus. Ražojot liektas caurules atsevišķi, tiek izmantoti rokas instrumenti. Šajā gadījumā materiālu var sildīt vai apstrādāt auksti. Ierīces ir serde, kas aprīkota ar kustīgu veltni, kas izliec materiālu. To darbības princips ir balstīts uz stieņa saspiešanu. Pirms darba tiek ņemts vērā apaļas vai kvadrātveida caurules griešanās rādiuss.
Izmantojot manuālos cauruļu liekējus. Ražojot liektas caurules atsevišķi, tiek izmantoti rokas instrumenti. Šajā gadījumā materiālu var sildīt vai apstrādāt auksti. Ierīces ir serde, kas aprīkota ar kustīgu veltni, kas izliec materiālu. To darbības princips ir balstīts uz stieņa saspiešanu. Pirms darba tiek ņemts vērā apaļas vai kvadrātveida caurules griešanās rādiuss.
Jūs varat strādāt tieši būvlaukumā, izmantojot dažāda dizaina mobilās ierīces.
Vienkāršākās sviras ierīces. Pateicoties garajai rokai, materiāls izliecas ar cilvēka spēka palīdzību. Sviras ierīces ļauj saliekt caurules līdz 180 grādu leņķī. Ar nosacījumu, ka tas ir elastīgs materiāls (nerūsējošais tērauds, varš, alumīnijs) ar diametru līdz 20 mm.
Arbaleta cauruļu liektājiem ir sarežģītāks dizains. Tajos caurule ir novietota uz diviem balstiem, kas griežas ap savu asi. Liekšanas modulis, kas savienots ar kustīgu stieni, nospiež uz stieņa daļu, kas atrodas starp balstiem.
Arleta ierīcēs ir iespējams saliekt dobos stieņus ar šķērsgriezumu līdz 10 cm leņķī līdz 90 grādiem.
Stieņi, kas nospiež sagatavi, var būt:
- skrūve mehāniska;
- hidrauliska, aprīkota ar manuālo piedziņu;
- hidrauliskais, aprīkots ar elektromotoru.
Elektriskās ierīces ir visproduktīvākās. Tajos sagataves liekšana tiek veikta uz noņemamiem moduļiem ar dažādiem rādiusiem. Izstrādājums ir saliekts vēlamajā leņķī, izmantojot rotējošu serdi. Ja būvlaukumā nav strāvas padeves, ierīci var darbināt ar akumulatoru.
Ar šāda instrumenta palīdzību sagataves var saliekt līdz 180 grādu leņķī.
Liekšana presē, izmantojot presēšanu
Sagatavju liekšanu, kas nepārsniedz 70 centimetrus, var veikt, izmantojot štancēšanu. Šajā gadījumā tiek izmantotas hidrauliskās vai mehāniskās preses. Šī metode ļauj izgatavot konstrukcijas elementus ar sarežģītām formām.
Sagatavju presēšana ir visdārgākā locīšanas metode. Tomēr tā produktivitāte ir visaugstākā. Šī metode ļauj mums ražot plašu produktu klāstu.
Cauruļu liekšanas mašīnu aprīkojums
Cauruļu liekšana rūpnieciskā mērogā tiek veikta, izmantojot mašīnas.
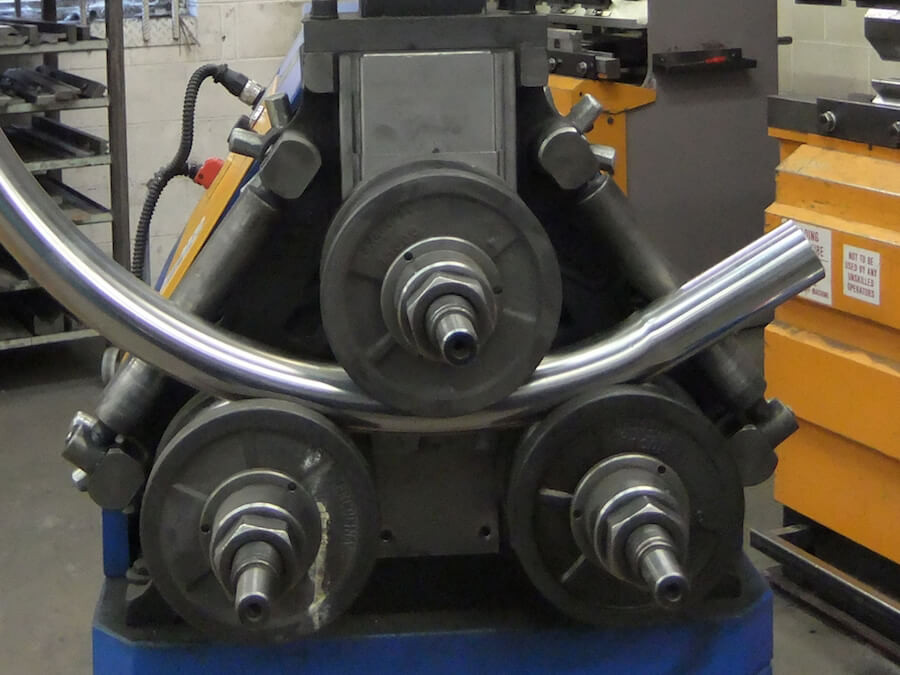
Liekšana velmējot. Visizplatītākās mašīnas ir tās, kas liek produktus, izmantojot velmēšanu. Visbiežāk izmantotā iekārta ir ar trīs ruļļiem, kas paredzēta garu sagatavju liekšanai. To var izmantot spirālveida cauruļu ražošanai.
![]()
Produkts pārvietojas pa veltņiem, kuru atrašanās vieta nosaka tā lieces rādiusu. Tajā pašā laikā to no abām pusēm saspiež deformējošs cilindrs. Tas atrodas starp rullīšiem, lai būtu iespējams saliekt sagatavi pēc svara. Veltņi kalpo kā atbalsts metālapstrādes laikā.
Kompresijas apstrāde
Bieži vien ražošanā tiek izmantotas mašīnas, kas saliek sagataves ar nelielu rādiusu, izmantojot saspiešanas metodi. Viņi apstrādā maza un liela šķērsgriezuma sagataves. Process notiek ar produktu lokālu karsēšanu un vienlaicīgu aksiālo spiedienu uz tiem.
Mašīna sastāv no:
- gulta ar sildītāju, kas atrodas uz tā;
- atbalsta veltnis;
- knaibles skavu pāri, pirmais no tiem ir lieces un rotējošs, otrais ir nogulsnēts.
Ierīce spēj saliekt elementus 180º leņķī. Tas nostiprina sagataves ar nemainīgu spēku neatkarīgi no to šķērsgriezuma un aksiālā spēka vērtības, kas rodas deformācijas epicentrā izstrādājuma lieces laikā. Iekārta var apstrādāt kvadrātveida un taisnstūrveida profilus.
Rotācijas stiepes locīšana
Rotācijas cauruļu vilkšana tiek veikta mašīnām ar elektriskiem vai hidrauliskiem balstiem spiediena veltņu pārvietošanai. Pēdējie kalpo, lai iegūtu vēlamo saražotā elementa konfigurāciju un biezumu.
Ar rotācijas vilkšanu izstrādājumi tiek ražoti no dobiem rotējošiem stieņiem, kurus deformē rullīši gar kustīgu serdi. Mūsdienās vairumā gadījumu tiek izmantotas CNC rotācijas zīmēšanas mašīnas. Viņu programma ņem vērā materiāla pretestību, kad tas ir deformēts. Ražojot produktus, tiek izmantots atbilstošs GOST.
Secinājums
Skatīties video
Nelielos apjomos cauruļu liekšanu var veikt, izmantojot rokas instrumentus. Rūpnieciskā mērogā tas tiek darīts ar īpašām mašīnām. Pirms darba ir nepieciešams aprēķināt minimālo pieļaujamo lieces rādiusu.
Pievienot grāmatzīmēm
Kā saliekt cauruli ar mazāko rādiusu?
Mājas amatnieki mūsdienās patstāvīgi veic gandrīz visas savas saimniecībai svarīgās sistēmas: santehniku, apkuri, kanalizāciju viņi būvē mazstāvu ēkas, saimniecības telpas un siltumnīcas. Viņi izgudro lētas ierīces būvmateriālu ražošanai un apstrādei, visu veidu profilu liekšanai, dažādu cauruļu griešanai un locīšanai, izmanto metināšanas un liešanas tehnoloģijas.
Cauruļu liekšana tiek izmantota, lai izveidotu metāla žogus, kas ļauj novērst metināšanas nepieciešamību un sasniegt vēlamo rezultātu, vienkārši izliekot masīvu cauruli vajadzīgajā leņķī.
Biežai cauruļu locīšanai privātās mājsaimniecībās nav atkārtotu iemeslu.
Tomēr jaunā nepieciešamība pēc saliektas caurules, kā likums, izpaužas prasīgi un steidzami. Tas varētu būt atsevišķas santehnikas vai apkures remonts, papildu kanalizācija vai kas līdzīgs.
Uzdevums ir paņemt un saliekt vajadzīgo detaļu.
Ar kādu rādiusu man to saliekt un kā?
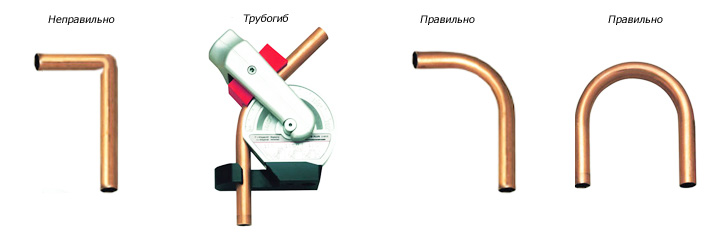
Pareizas cauruļu lieces diagramma.
Var mēģināt locīties bez jebkādas teorijas, bet labāk izmantot citu pieredzi. Lai caurules locīšanas laikā netiktu saplacinātas, saplēstas vai saburzītas, ir jāzina minimālais lieces rādiuss, kas ir atkarīgs no materiāla, diametra un sieniņu biezuma. Ietekmē arī izmantotā lieces metode. Bet viss ir kārtībā.
Minimālais rādiuss ir atkarīgs no liektās apaļās caurules diametra: jo lielāks ir tās diametrs, jo lielāks ir liekuma rādiuss. Apmēram līdz 20 mm tas būs 3, bet lielākām caurulēm - 4 ārējie diametri. Karstās metodes ļauj gandrīz uz pusi samazināt lieces rādiusu. Samazinājums rodas, jo karsējot palielinās tērauda elastība.
1. tabula. Minimālais ūdens un gāzes cauruļu lieces rādiuss (GOST 3262-92 ar 1992. gada grozījumiem), mm.
Ūdens un gāzes caurules ir tērauda, biezu sienu, liecas negribīgi, prasa lielu piepūli, tāpēc nav ieteicams izmantot minimālo lieces rādiusu, ja vien tas nav absolūti nepieciešams. Vairumā gadījumu jūs varat iztikt ar lielākiem rādiusiem vai izmantot furnitūru.
Situācija ir sarežģītāka, ja jums ir nepieciešams saliekt, bieži tas ir kvadrātveida vai taisnstūrveida. Mājās to ir ārkārtīgi grūti izdarīt efektīvi: liekot, ir jāizmanto īpašas ierīces, lai šķērsgriezuma forma nesaplacinātu.
2. tabula. Vara (GOST 617-90) un misiņa (GOST 494-90) cauruļu minimālais lieces rādiuss, mm.
|
Ārējais diametrs, mm |
Minimālais lieces rādiuss, mm |
Vara un misiņa santehnikas izstrādājumi arvien biežāk tiek izmantoti individuālajos mājokļos. Metāls ir viegli deformējams, tāpēc strādāt ar caurulēm, kas izgatavotas no tā, ir daudz vieglāk nekā ar tērauda caurulēm. Bet lieces deformācijas fizika ir izplatīta misiņa, vara un tērauda caurulēm.
Kad caurule ir saliekta, tās ārējā virsma lieces zonā tiek izstiepta un siena kļūst plānāka, un rādiusa iekšējā virsma, gluži pretēji, tiek saspiesta un siena sabiezē. Tas notiek gan ar aukstās, gan karstās liekšanas metodēm, otrajā gadījumā saspiešana un stiepšana notiek daudz spēcīgāk. Liekuma zonā apaļā šķērsgriezuma forma mēdz saplacināt un kļūt ovāla, ja netiek veikti pasākumi pret šīm parādībām.
Kā pašam to saliekt?
Jūs varat saliekt gandrīz visas apaļās caurules - no 6 mm diametra līdz biezu sienu 163 mm caurulēm un pat vairāk.
Rūpnieciskajā ražošanā ir pusautomātiskās un automātiskās mašīnas detaļu masveida locīšanai. Viena locīšana aizņem apmēram 6 sekundes. Mazie darbnīcas, piemēram, pārvaldības uzņēmumos, mājokļu nodaļās, ir aprīkotas ar elektriskajiem cauruļu liektājiem ar nepieciešamo stiprinājumu komplektu. Vairumā gadījumu ir vērts sazināties ar viņiem, lai saliektu jūsu mājsaimniecībā nepieciešamo daļu. Protams, tas maksā naudu, jums ir jāvienojas, jāizveido zīmējums. Ko darīt, ja tas nav iespējams?
Ir vairāki veidi, kā saliekt bez karsēšanas, šeit ir daži no tiem: velmēšana, stiepšana, uztīšana, vilkšana, caur veidni, izmantojot kopētāju. Visu liekšanas ierīču galvenais uzdevums ir saglabāt apaļu formu un šim nolūkam tiek izmantoti rullīši vai rullīši ar ārēju rievu caurules formā un izmērā. Nākamais mērķis ir uzlabot cilvēka darbību, izmantojot sviras vai hidrauliskās preses izmantošanu.
Tērauda cauruļu liekšana mājās

Tiem ir vairāki stiprinājumi dažādiem diametriem un tiek izmantoti vara, misiņa, alumīnija un plānsienu tērauda cauruļu locīšanai ar diametru līdz 22 mm.
Manuālajiem cauruļu liektājiem ir vairāki stiprinājumi dažādiem diametriem, un tos izmanto vara, misiņa, alumīnija un plānsienu tērauda cauruļu locīšanai ar diametru līdz 22 mm. Ūdens un gāzes caurules nevar izliekt ar rokas instrumentiem, lai tās izlocītu, būs jāizmanto hidraulika. Šāda veida presēšanas bremzes ir uzstādītas uz galda vai iespīlētas skrūvspīlē. Atsevišķām detaļām, kas tiek ražotas laiku pa laikam, uz skrūvspīles ir ierīce, kas ļauj saliekt līdz mazākajam rādiusam.
Nav izdevīgi iegādāties dārgu aprīkojumu atsevišķiem darbiem. Var būt iemesls veikt uzņēmējdarbību, lai sniegtu šādus pakalpojumus iedzīvotājiem. Un retos gadījumos ir vienkāršākas cauruļu locīšanas metodes, taču tās prasa daudz laika. Lai to izdarītu, jums būs jāsagatavo šādi rīki un materiāli:
- Kalcinētas upes smiltis, 30 kg.
- Izturīgs galds vai darbagalds.
- Cilindriska metāla serde ar lieces rādiusu.
- Divi koka spraudņi.
- Pūtējs.
Smiltis ir jāizsijā un jākalcinē virs uguns vai ar pūtēju, līdz dūmi pazūd. Pēc tam sagatavojiet galdu, piestiprinot tam serdi un uzstādot pieturu vienam no galiem. Kā balsts var kalpot uz galda uzstādīts skrūvgriezis. Visa konstrukcija arī ir jānostiprina, pretējā gadījumā caurule to pagriezīs ap sevi.
Ja plānota apkure, tad spraudņos labāk izurbt urbumus ar diametru 3-4 mm, lai karsēšanas laikā radušās gāzes izplūstu.
Lai saglabātu apaļu šķērsgriezumu, to piepilda ar kalcinētām smiltīm, kurām vienu galu aizsprosto ar koka aizbāzni, ieber smiltis un piesitot noblietē. Otrais spraudnis ir aizsērējis, pēc kura cauruli var saliekt. Ja vienu galu nevar izmantot kā garu sviru, tad jāņem segments un jāuzliek, lai to pagarinātu.
Izmantojot galdu kā lieces plakni, mēs novietojam vienu galu starp serdi un pieturu. Otrs gals, tāpat kā svira, noliecas ap serdi un tādējādi saliec cauruli. Piepildīts ar smiltīm, tas saglabās savu apaļo formu un šķērsgriezuma diametru līkumā. Mēs samazinām leņķi par 2-3%, kopš metāla atsperes, daļēji atjaunojot tā iepriekšējos izmērus.
Lai sasniegtu minimālo lieces rādiusu, jums būs nepieciešams pūtējs. Mēs uzkarsējam ar smiltīm pildīto cauruli ar lampu, līdz tā kļūst sarkana līkuma zonā, kas iepriekš jāmarķē. Uzreiz pēc iesildīšanās novietojiet to uz galda un veiciet saliekšanu. Ja plānota apkure, tad spraudņos labāk izurbt urbumus ar diametru 3-4 mm, lai karsēšanas laikā radušās gāzes izplūstu.
Kad tērauds atdziest, tāpat kā citi metāli, tas nedaudz atgriežas iepriekšējā formā. Tas ir, lieces leņķis var būt lielāks nekā nepieciešams. Pēc tam sildīšanas un liekšanas process ir jāatkārto. Pēc vēlamās formas iegūšanas aizbāžņus izurbj vai izdedzina, izber smiltis un uzglabā nākamajai reizei. Pārbaudiet, vai līkuma zonā nav striju, plaisu, plīsumu un rievojumu. Beidzot cauruli sagriež vajadzīgajā izmērā, atkaļķo, uzgriež vītni un detaļa gatava.
Uguns, vara un misiņa caurules
Vara un misiņa caurules var izliekt, arī pildīt ar smiltīm, ja paredzēts minimālais lieces rādiuss ar apkuri. Ja bez apkures, tad ielejiet izkausētu kolofoniju un pēc galu aizbāžņa salieciet cauruli. Maza diametra līdz 22 mm liekšanai labāk ir manuāli sviras cauruļu liekējs, kas ir pieejams tirdzniecībā. Ar tās palīdzību jūs varat ātri un viegli saliekt dažādas cauruļvadu daļas.
Lai mājās saliektu vara un misiņa caurules ar maziem rādiusiem, jums būs nepieciešams arī pūtējs vai gāzes lodlampa. Atlaidināta caurule viegli izliecas uz serdeņa, bet ir grūtāk izlabot izliekumu, ir nepieciešama atkārtota uzsildīšana. Papildus pildīšanai ar smiltīm tiek izmantota īpaša ierīce - atspere, kas tiek novietota uz caurules līkumā. Atspere ļauj saliekt, bet neļauj caurulei saplacināt. Caurules sekcijas ģeometrija ir saglabāta. Pēc saliekšanas atspere tiek “saskrūvēta” un noņemta.
Plastmasas caurules var saliekt bez problēmām
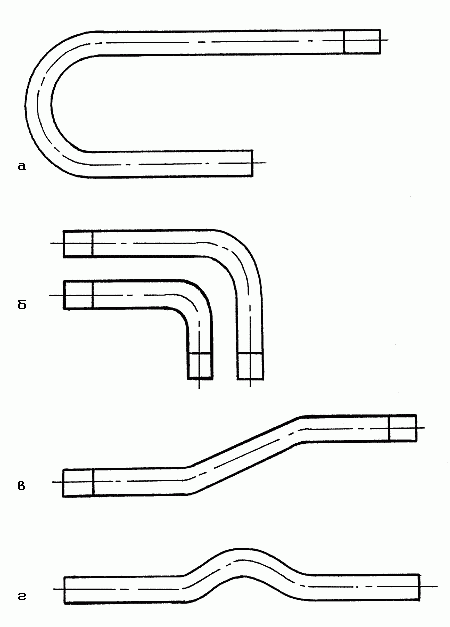
Cauruļu līkumu veidi: a – kalach; b – līkumi; c – pīle; g – kronšteins.
Plastmasas caurules ir tik elastīgas, ka tās bez grūtībām izliecas. Tomēr, ja ir nepieciešams mazākais iespējamais lieces rādiuss, notiek tādas pašas fiziskās saplacināšanas parādības kā metāla caurulēm. Polipropilēna caurules ir stingrākas nekā citas plastmasas caurules. Materiāla plastiskums un tā stiepšanās, kad tas ir saliekts, var būtiski samazināt caurules sienas biezumu un apdraudēt cauruļvada izturību, īpaši, ja tas ir zem spiediena. Tāpēc izmantošanai spiediena sistēmās plastmasas caurules nedrīkst izliekt, bet gan jāizmanto lodēti veidgabali, kas nodrošina savienojumu izturību.
Citiem nolūkiem, piemēram, ieklājot apsildāmās grīdas, mājās tiek izlocītas plastmasas caurules, pildot tās kā metāla caurules, bet ar sāli. Sāli kalcinē pannā, pēc tam to ielej caurulē un galus aizbāž ar aizbāžņiem. Karstā sāls silda cauruli, palielinot tās plastiskumu, un caurule viegli izliecas.
Mazākais lieces rādiuss ir vienāds ar diviem diametriem. Pēc vēlamā lieces leņķa noteikšanas plastmasas caurule jānostiprina, līdz tā pilnībā atdziest. Papildu sildīšanai un liekuma regulēšanai varat izmantot fēnu. Bez apkures polipropilēna cauruli var lēnām un uzmanīgi saliekt ar minimālo rādiusu 7-8 diametri.
Profilētu cauruļu locīšanas iezīmes
No profilētajām bieži tiek izmantotas kvadrātveida un taisnstūrveida tērauda caurules. Tos izmanto dažādu dizainu mājsaimniecībā. Šādas caurules ir gandrīz neiespējami efektīvi saliekt ārpus specializētām darbnīcām bez aprīkojuma. Aprakstītās metodes neļauj saglabāt šķērsgriezuma taisnstūri līkumā, un rezultātā tiek samazināta estētiskā vērtība.
Un tomēr profilētas caurules var saliekt, izmantojot vienkāršas un lētas ierīces un lielus lieces rādiusus. Liekšanas ierīcē galvenās daļas ir profila veltņi, kas lieces procesā saglabā taisnstūra šķērsgriezumu.
Bieži tiek izmantotas lieces imitācijas. Caurule tiek sagriezta no iekšpuses ar noteiktu soli, pēc tam saliekta bez lielas piepūles. Pēc tam visas šuves tiek metinātas un notīrītas ar dzirnaviņām. Ar 20 mm griešanas soli lieces rādiuss būs minimāls.