2. DEL (Osnovni pojmi, notranji upogibni radij)
Torej, najprej opredelimo osnovne pojme. Pri opisu postopka upogibanja bomo uporabili naslednje:
Zelo pomemben koncept - notranji upogibni polmer. Pomembno je razumeti, da mora biti ta vrednost znotraj določenih vrednosti. Morate se jih držati! Vzemimo za primer konkreten primer - stiskanje obdelovanca na 180 stopinj. Iz neznanega razloga si prav v naši državi prizadevajo te police potisniti na nič in narediti pritisk popolnoma raven. Smešno je, da se to šteje za standard kakovosti pri sprejemanju izdelkov. Pravzaprav je ravno nasprotno, "ravno stiskanje" ni nič drugega kot posledica hude kršitve tehnologije upogibanja, pri kateri je notranji polmer izjemno majhen. Prosim, naredite vse pravilno in o tem obvestite svoje stranke. Vpenjanje do 180 stopinj mora biti takole (zaprto vpenjanje):

V tem primeru morate obdelovanec pred pritiskom potisniti "k sebi".
Ali takole (odprti tisk):

Preprosto vnesite ustrezno vrednost za prednapetost v krmilno enoto stroja.
A vrnimo se k teoriji...
Najmanjši radij upogiba ( ).
Če je polmer upogiba manjši od te vrednosti (zlasti za materiale s povečano trdnostjo), potem zunanja (raztegnjena) površina pridobi strukturo "pomarančne lupine". Pri takšni močni zrnatosti lahko kovina poči ali se popolnoma zlomi. V vsakem primeru bo morebitna kovinska prevleka na krivini močno poškodovana in obdelovanec ne bo vzdržal preizkusa časa.
Najmanjši radij je odvisen od mehanske lastnosti material (relativni raztezek ali relativno krčenje kovine), upogibni kot, smer upogibne črte glede na smer valjanja (vzdolž valjalne črte je najmanjši notranji polmer vedno večji, če so ostali pogoji enaki).
Formule za iskanje :
Da, obstaja več takih formul. Bolj kompleksni postajajo, čim več dejavnikov poskušamo upoštevati pri izračunih. Izbrala sem največ preproste možnosti, ki ga je mogoče hitro izračunati z vstavljanjem ene vrednosti tabele naenkrat.
1. Z relativnim zoženjem

Kje S = debelina kovine, = relativno krčenje kovine (v odstotkih)
Tukaj je zelo pomembno razumeti, da mora biti vrednost v oklepaju > 0. Torej, kdaj< 50 (то есть, для менее эластичных сталей) – мы домножаем толщину металла на результат выражения в скобках. При >50 (bolj elastična jekla) ne upoštevamo izraza v oklepaju in najmanjši radij bo enaka debelini kovine:
2. Z relativnim raztezkom

Kje S = debelina kovine, ψ = relativni raztezek (v relativnih enotah)
Prav tako je treba opozoriti, da skrbno izračunajte minimalne vrednosti Najverjetneje nam ne bo treba uporabiti vogalov. In stroj nam ne bo dovolil ohraniti minimalnih radijev, razen za ovinek do 180 stopinj (ne pozabite, to sem že omenil). Upoštevajte, da sem formule navedel samo za boljše razumevanje procesa. Zdaj je jasno, da mora biti notranji polmer najmanj enak debelini kovine. Glavna stvar je, da se tega vedno spomnite.
Poleg tega obstajajo tabele z navedenimi vrednostmi relativnih najmanjših radijev (glej Informacije).
Največji radij upogiba ().
Če je upogibni radij večji od vrednosti Rmaks , bo zelo težko nadzorovati upogibanje zaradi vzmeti kovine. Manjša kot je debelina kovine, manj bo vzmetenja. Če imamo velik polmer, mora biti znotraj sprejemljivih vrednosti za ta del.
Da bi dosegli zahtevano stopnjo plastične deformacije kovine, mora biti največji upogibni kot:
Kje S = debelina kovine, = natezni modul elastičnosti, T = meja tečenja.
Se nadaljuje…
Pri pripravi informacij sem uporabil: 1. Strojni priročnik, 28. izdaja. Industrialpress, 2008; 2. Malov A. N. "Tehnologija hladnega žigosanja", 1969.
Pipa je tako nenadomestljiv izum, da si brez nje težko predstavljamo vsaj eno področje človeškega življenja. Pri polaganju cevovodov ni vedno mogoče omejiti samo na ravne odseke: v tem primeru se uporabljajo posebne naprave in metode za pridobitev potrebnih ovinkov in zavojev.
Raznolikost standardov in naprav
Kot veste, ima vsaka cev svoje standarde upogibanja. Upogibni polmer cevi je neposredno odvisen od tega, iz česa je cev izdelana in kakšen premer ima. Predvsem v gradbeništvu se uporabljajo izdelki z rotacijami in upogibi.
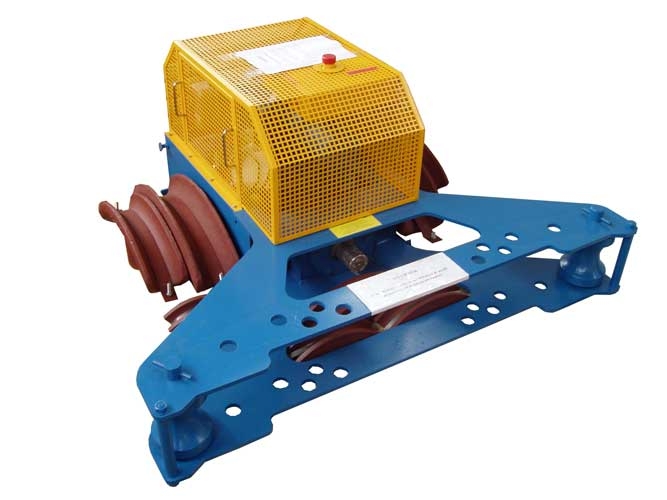
To naredimo s pomočjo posebnih naprav - upogibalk cevi: lahko so ročne, hidravlične, elektromehanske, s planparalelnimi ploščami in jeklenimi vzmetmi.
Radij upogiba cevi z ročnimi upogibniki cevi
S temi napravami se obdelovanci majhnega premera upognejo. To se nanaša predvsem na nerjavne cevi in izdelke iz barvnih kovin. Ročni upogibniki cevi delujejo takole: obdelovanec se na enem koncu vstavi v posebno objemko, po kateri se vrti z ročajem.
Med tem postopkom gre cev med valji, kjer se ji dodeli želeni kot.

Pomembno je, da delo te vrste strogo uskladite s priporočili standardov GOST, ki označujejo parametre najmanjšega upogibnega polmera cevi iz neželeznih kovin in nerjavnega jekla:
- Za premere manj kot 20 mm - od 2,5D.
- Za premere več kot 20 mm - vsaj 3,5D.
Črka "D" označuje zunanji premer cevi.
Hidravlični upogibniki cevi - upogibni radij
Ti stroji se običajno uporabljajo za upogibanje tankih cevi. Poseben hidravlični cilinder omogoča znatno zmanjšanje uporabljene fizične sile.
Ko je določeno mesto krivine, je treba en konec cevi vstaviti v krivilo cevi. Vzvod, ki je prisoten v zasnovi mehanizma, služi za izvajanje translacijskih gibov. V tem primeru je predpogoj skladnost z najmanjšim polmerom upogiba cevi.
Elektromehanski upogibniki cevi
Najpogosteje se uporabljajo za upogibanje cevi z različnimi prerezi. Glavna razlika med elektromehanskim upogibnim strojem za cevi in drugimi stroji te vrste je visoka natančnost radija upogibanja in popolna odsotnost človeškega napora.
Stroški teh naprav so precej visoki, zato so namenjeni predvsem za profesionalne namene. Z elektromehanskimi upogibniki cevi lahko krivite cevi znatnih premerov: omejitev v tem primeru je samo velikost samega stroja. Pri krivljenju jeklenih cevi na ta način je pomembno, da se dosledno držite ustreznih standardov. V ta namen so na voljo posebne zamenljive šablone v široki paleti velikosti.
Planparalelne plošče
Obstajajo situacije, ko je potrebno hitro upogibanje cevi, vendar upogibalka cevi ni na voljo. Ena od možnosti v tej situaciji je uporaba ravninsko vzporednih plošč, ki imajo videz navadnih surovcev. Za njihovo izdelavo se uporabljajo pločevine. Pri rezanju se vzamejo indikatorji tistih radijev, ki so potrebni za upogibanje.

Delo z ravninsko vzporednimi ploščami poteka takole:
- Robovi cevi morajo biti vpeti s spono.
- Upognite vpeti obdelovanec na želeni radij.
- Odstranite končni izdelek iz mehanizma.
Ta metoda upogibanja je najbolj primitivna, vendar je njena zanesljivost precejšnja. Edina pomanjkljivost je, da na ta način lahko krivite cevi, ki niso zelo dolge.
Jeklena vzmet
Z uporabo jeklene vzmeti se upognejo surovci cevi iz mehke, nodularne kovine. Delo s takimi izdelki lahko poškoduje cevi ali zmanjša notranji premer.
Takšne napake bistveno zmanjšajo pretok cevi. Sam postopek je precej preprost in je sestavljen iz potopitve vzmeti v cev. Na ta način se doseže največji in najmanjši radij upogiba cevi iz bakra, medenine in kovinske plastike.
Kako upogniti cev brez stroja
V primerih, ko je zelo nujno upogniti cev brez posebne opreme, lahko uporabite eno od tradicionalnih metod.

V tem primeru je zelo pomembno, da se ne trudite preveč, sicer je preobremenjeno z zelo žalostnimi posledicami.
Jeklene cevi
Jeklo je zelo trpežni materiali, zato je postopek upogibanja preobremenjen s poškodbami materiala. Da se to ne bi zgodilo, je bolje, da kovino segrejete z gorilnikom, dokler ne postane škrlatno.

V tem primeru se njegovo upogibanje zgodi zelo enostavno. Da bi dobili majhen upogibni radij jeklene cevi, včasih zadostuje močan udarec s kladivom na ukrivljeno mesto. Trdnost materiala omogoča, da brez bolečin prenese takšne udarce.
Bakrene cevi
Medtem ko običajno ni težav pri upogibanju jeklenih izdelkov, lahko bakrene cevi med upogibanjem počijo ali se poškodujejo. Eden najbolj preprostih načinov Da bi se zaščitili pred takšnimi pojavi - uporabite preprost pesek. Pred začetkom postopka se vlije v cev.

Pesek mora biti suh. Nato se z gorilnikom segreje območje upogiba. Če želite preveriti optimalno temperaturo ogrevanja, samo prinesite kos papirja k cevi: če zasveti, lahko gorilnik izklopite. Potreben radij upogiba bakrene cevi se odstrani postopoma - nenadni gibi v tem primeru bodo nepotrebni. Točnost je tista, ki vam bo omogočila, da se izognete neželenim razpokam v materialu.
Aluminijaste cevi
Aluminijaste cevi se upogibajo na skoraj enak način kot bakreni izdelki, ker je stopnja prožnosti teh kovin zelo podobna. Poleg peska lahko v primeru aluminija uporabite vodo, zamrznjeno v cevi. Seveda se ta metoda lahko izvaja le v zmrznjenem vremenu.

Če želite to narediti, boste morali en konec cevi zamašiti s sekljalnikom, da boste vanjo natočili vodo. Po tem je izdelek, napolnjen z vodo, izpostavljen mrazu, dokler tekočina popolnoma ne zamrzne. Nadaljnji postopek poteka popolnoma enako kot v primeru peska.
Kovinsko-plastične cevi
Ta vrsta izdelka je zelo hitro postala razširjena na različnih področjih človeške dejavnosti. To je razloženo z zanesljivostjo, praktičnostjo, nizkimi stroški in enostavnostjo vgradnje kovinsko-plastičnih cevi.
Upogibanje izdelkov te vrste se izvaja s preprosto ročno metodo ali z uporabo zgoraj opisane metode s kovinsko vzmetjo. Pred izračunom polmera upogiba cevi je pomembno upoštevati pogoj, da se kovinsko-plastična cev ne sme upogniti več kot 15 stopinj na 2 cm.
Če je to pravilo kršeno, bo izdelek preprosto propadel zaradi večkratnih poškodb.
Plastične cevi
Upogibanje plastike je precej zapleten postopek, saj vedno obstaja nevarnost poškodbe materiala in zmanjšanja debeline stene. Bolj optimalna rešitev je nakup posebnega rotacijskega adapterja. Če iz nekega razloga ni mogoče uporabiti kvadrata, postopek upogibanja plastična cev izvaja se s sušilcem za lase.

Optimalno temperaturni pogoji v tem primeru je 140 stopinj. Območje upogibanja je treba segrevati počasi, da preprečite pregrevanje. Dejstvo je, da se pri temperaturi 175 stopinj plastika običajno začne topiti.
Ko izdelek pridobi potrebno plastičnost, ga previdno upognemo. Da se debelina zunanjih sten ne spreminja, je prekrita z majhnimi kosi plastike in tudi ogrevana. Na ta način se zvarijo, predel v kolenu pa dobi dodatno zaščito pred prebojem.
Rezultati
Cevovodi naredijo življenje ljudi veliko bolj udobno in učinkovito, kar velja tako za domačo kot industrijsko sfero. Pri urejanju različnih komunikacij se je skoraj nemogoče izogniti zavojem in ovinkom, za organizacijo katerih se uporabljajo različne naprave in metode. V procesu upogibanja cevi iz različne materiale Zelo pomembno je, da se izognete naglici in dosledno upoštevate pravila za upogibanje cevi.
Danes se pri izdelavi kovinskih konstrukcij radialno upogibanje cevi uporablja kot alternativa varjenju in navojnemu spajanju. Izvaja se z uporabo posebnih orodij.
Najpogosteje je treba kriviti okrogle in profilne cevi.
Zaradi napetosti, ki nastanejo med upogibanjem:
- stena cevi je raztegnjena vzdolž zunanje strani uporabljene sile;
- stisnjen z znotraj;
- Oblikuje se tudi nevtralna os, na kateri se stanje materiala ne spreminja.
Obnašanje okroglih, kvadratnih in pravokotnih prerezov, vrste uničenja
Debelina sten cevi na zunanjem delu krivine se zmanjša zaradi dejstva, da se ob nastanku napetosti pojavi natezni moment:
- Zunanja stena, ki je postala tanka, se nagiba k upognitvi proti srednji osi cevi. To vodi do deformacije njegovega preseka.
- Ko je natezna trdnost izdelka presežena, se zlomi vzdolž zunanje ravnine upogiba.
Debelina sten cevi na notranji strani zavoja postane večja zaradi pojava tlačne napetosti. Ko je tlačna trdnost izdelka presežena, ta izgubi lokalno togost. To povzroči nastanek globokih gub na notranji ravnini ukrivljene cevi.
Kako se obnašajo kvadratni in pravokotni profili:
- Njihove stene cevi so izpostavljene največjim tlačnim in nateznim obremenitvam, tako na zunanji kot notranji upogibni ravnini.
- Material ima povečano nagnjenost k deformacijam; mojster ga težko nadzoruje.
- Profilni material na notranji strani krivine je nagnjen k navpični razteznosti. Hkrati teče vodoravno vzdolž konca izdelka. Te napetosti pritiskajo navpično nameščene stene cevi. V tem primeru se kvadratni prerez deformira. Ima trapezoidno konfiguracijo.
- Pravokotni in kvadratni prerezi slabo prenašajo vpenjalne sile med upogibnimi in vpenjalnimi čeljustmi.
- Profil na začetku upogibanja rad drsi vzdolž bloka. Hkrati ga lahko drgne, kar vodi do obrabe opreme.
Obnašanje materiala z okroglim prečnim prerezom, ko se upogne:
- Material je ponekod manj deformiran najvišja napetost. Mesta največjega stiskanja/raztezanja se nahajajo vzdolž tangentne središčne črte na prerez.
- Okrogla oblika omogoča, da kovina med upogibanjem enakomerno teče v vse smeri. Zahvaljujoč temu je poveljniku lažje nadzorovati procese deformacije materiala.
- Zahvaljujoč okroglemu prerezu cev dobro prenaša sile med upogibnimi in vpenjalnimi bloki.
- Pri upogibanju okrogle cevi vzdolž polmera praktično ne zdrsnejo v orodju.
Kako izračunati najmanjši dovoljeni radij
Najmanjši radij upogiba cevi, pri katerem se pojavi kritična stopnja deformacije, določa razmerje:
- Rmin pomeni najmanjši možni upogibni radij izdelka;
- S označuje debelino cevovoda (v mm).
Zato je polmer vzdolž srednje osi cevi enak: R=Rmin+0,5∙Dn. Tukaj Dn pomeni nazivni premer okrogle palice.
Predpogoj za pravilen izračun najmanjšega polmera upogiba je potreba po upoštevanju razmerja:
- Kt pomeni koeficient tankosti izdelkov;
- D označuje zunanji premer cevi.
Zato je univerzalna formula za izračun najmanjšega dovoljenega radija upogiba:
R=20∙Kt∙D+0,5∙Dn.
Ko je navedeni polmer večji od vrednosti, dobljene iz zgornje formule, potem hladno krivljenje cevi. Če je nižja od izračunane vrednosti, je treba material predhodno segreti. V nasprotnem primeru se bodo njegove stene pri upogibanju deformirale.
Upoštevati je treba primer, ko je parameter tanke stene 0,03<Кт< 0,2
- Potem mora biti najmanjši dovoljeni upogibni radij votle palice, brez uporabe posebnega orodja: R ≥9,25∙((0,2-Kt)∙0,5).
- Če je najmanjši upogibni radij manjši od izračunane vrednosti, je uporaba trna obvezna.
Popravek upogibnega polmera cevi po odstranitvi obremenitve, ob upoštevanju vzmetenja (vztrajnost ravnanja), se izračuna po formuli:
- Do pomeni odsek trna;
- Ki je koeficient elastične deformacije za določen material (v skladu z referenčno knjigo).
- Za približni izračun elastične deformacije jeklene ali bakrene cevi s prehodom do 4 cm je sprejeta vrednost koeficienta 1,02.
- Za analoge z notranjim premerom, večjim od 4 cm, bo ta številka enaka 1,014.
Da bi natančno vedeli, pod kakšnim kotom je treba upogniti material, ob upoštevanju polmera vrtenja cevi, se uporablja formula:
- ∆c kot vrtenja srednje osi;
- Ki je vzmetni koeficient v skladu z referenčno knjigo.
Ko je želeni polmer 2-3 krat večji od prečnega prereza votle palice, se vzame koeficient vzmeti 40-60.
Poglej si posnetek
Metode upogibanja cevi vzdolž polmera
Obstaja več načinov upogibanja cevi vzdolž polmera.
 Uporaba ročnih upogibnikov cevi. Pri posamični izdelavi ukrivljenih cevi se uporablja ročno orodje. V tem primeru lahko material segrevamo ali obdelujemo hladno. Naprave so trn, opremljen z gibljivim valjem, ki upogiba material. Njihov princip delovanja temelji na stiskanju palice. Pred delom se upošteva polmer vrtenja okrogle ali kvadratne cevi.
Uporaba ročnih upogibnikov cevi. Pri posamični izdelavi ukrivljenih cevi se uporablja ročno orodje. V tem primeru lahko material segrevamo ali obdelujemo hladno. Naprave so trn, opremljen z gibljivim valjem, ki upogiba material. Njihov princip delovanja temelji na stiskanju palice. Pred delom se upošteva polmer vrtenja okrogle ali kvadratne cevi.
Z mobilnimi napravami različnih izvedb lahko delate neposredno na gradbišču.
Najenostavnejše vzvodne naprave. Zahvaljujoč dolgemu kraku se material upogne s pomočjo človeške sile. Naprave z vzvodi omogočajo upogibanje cevi pod kotom do 180 stopinj. Pod pogojem, da gre za fleksibilen material (inox, baker, aluminij) s premerom do 20 mm.
Samostrelni upogibniki cevi imajo bolj zapleteno zasnovo. Pri njih je cev položena na dva nosilca, ki se vrtita okoli svoje osi. Upogibni modul, povezan s premično palico, pritiska na odsek palice, ki se nahaja med nosilci.
V samostrelnih napravah je mogoče upogniti votle palice s prečnim prerezom do 10 cm pod kotom do 90 stopinj.
Palice, ki pritiskajo na obdelovanec, so lahko:
- mehanski vijak;
- hidravlični, opremljen z ročnim pogonom;
- hidravlični, opremljen z električnim motorjem.
Električne naprave so najbolj produktivne. V njih se upogibanje obdelovanca izvaja na odstranljivih modulih z različnimi radiji. Izdelek upognemo pod želenim kotom z vrtljivim trnom. Če gradbišče nima električne energije, lahko naprava deluje na baterije.
S pomočjo takšnega orodja je mogoče obdelovance upogniti pod kotom do 180 stopinj.
Upogibanje v kalupih s stiskanjem
Upogibanje surovcev, ki niso daljši od 70 centimetrov, je mogoče izvesti z žigosanjem. V tem primeru se uporabljajo hidravlične ali mehanske stiskalnice. Ta metoda omogoča izdelavo konstrukcijskih elementov s kompleksnimi oblikami.
Stiskanje surovcev je najdražja metoda krivljenja. Vendar pa je njegova produktivnost najvišja. Ta metoda nam omogoča izdelavo široke palete izdelkov.
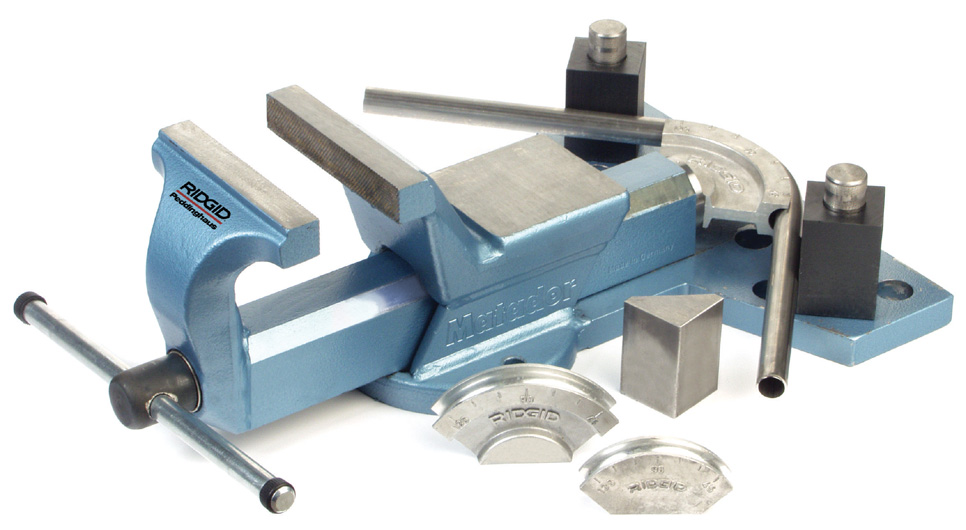
Oprema za upogibanje cevi
Upogibanje cevi v industrijskem obsegu se izvaja s stroji.
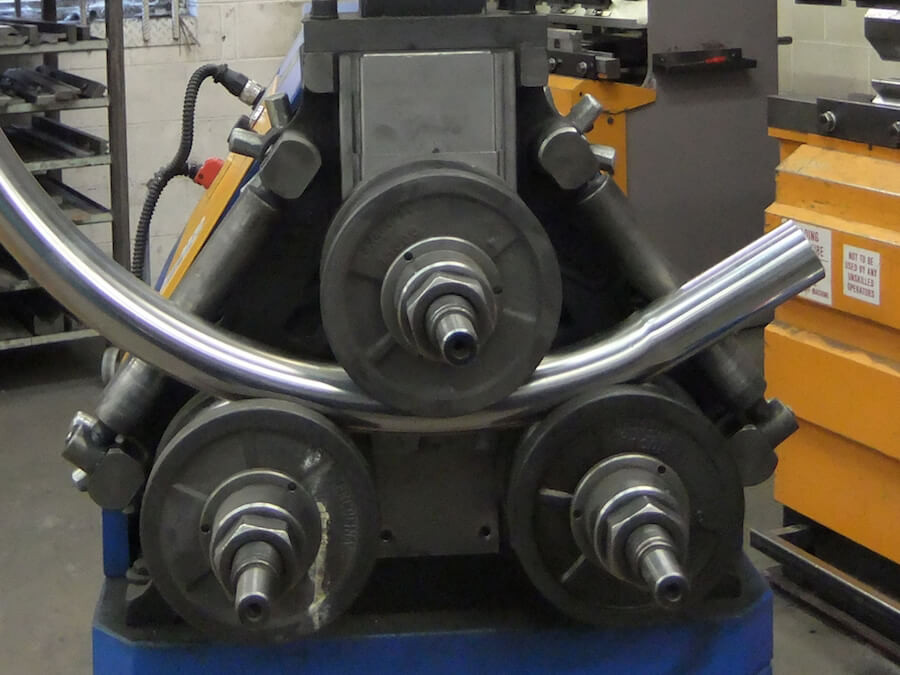
Upogibanje z valjanjem. Najpogostejši stroji so tisti, ki upogibajo izdelke z valjanjem. Najpogosteje uporabljena oprema je s tremi valji, namenjenimi krivljenju dolgih obdelovancev. Lahko se uporablja za izdelavo spiralnih cevi.
![]()
Izdelek se premika skozi valje, katerih lokacija določa njegov polmer upogiba. Hkrati je na obeh straneh stisnjen z deformacijskim valjem. Nahaja se med valji, tako da je možno upogniti obdelovanec v teži. Valji služijo kot podpora pri obdelavi kovin.
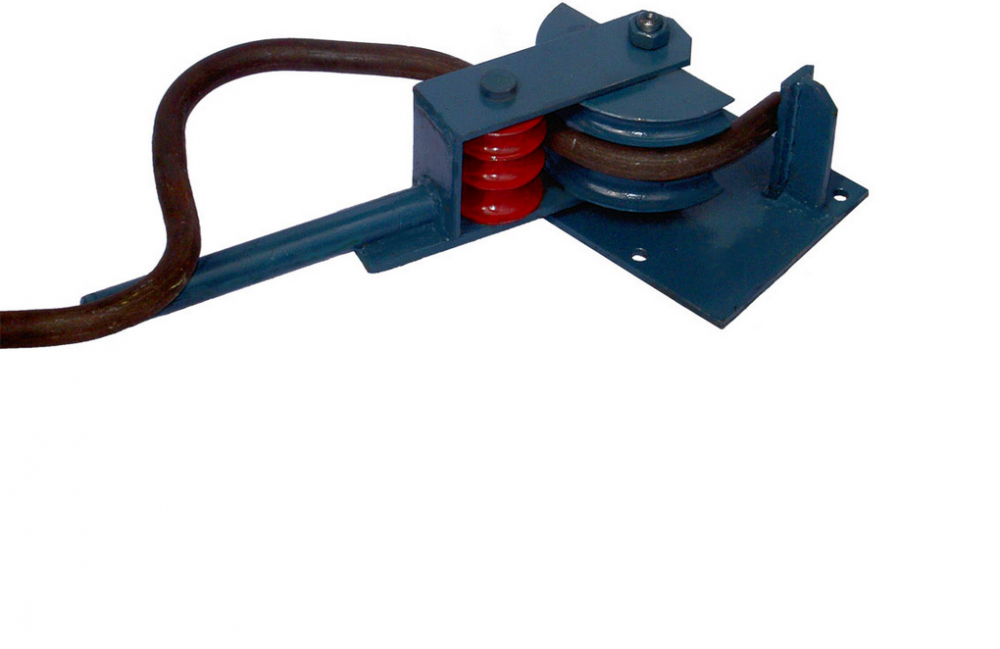
Obdelava stiskanja
Pogosto se v proizvodnji uporabljajo stroji, ki z metodo stiskanja upogibajo obdelovance z majhnim polmerom. Obdelujejo obdelovance majhnih in velikih prerezov. Postopek poteka z lokalnim segrevanjem izdelkov in hkratnim aksialnim pritiskom na njih.
Stroj je sestavljen iz:
- postelja z grelcem, ki se nahaja na njej;
- podporni valj;
- pari kleščastih sponk, prva je upogibna in rotacijska, druga je sedimentna.
Naprava je sposobna kriviti elemente pod kotom 180º. Obdelovance vpne s konstantno silo, ne glede na njihov presek in vrednost aksialne sile, ki nastane v epicentru deformacije med upogibanjem izdelka. Oprema lahko obdeluje kvadratne in pravokotne profile.
Rotacijsko raztezno upogibanje
Rotacijsko vlečenje cevi se izvaja na strojih z električnimi ali hidravličnimi nosilci za premikanje tlačnih valjev. Slednji služijo za pridobitev želene konfiguracije in debeline izdelanega elementa.
Z rotacijskim vlečenjem so izdelki izdelani iz votlih vrtljivih palic, deformiranih z valji vzdolž gibljivega trna. Dandanes se v večini primerov uporabljajo CNC rotacijski risalni stroji. Njihov program upošteva odpornost materiala, ko se deformira. Pri izdelavi izdelkov se uporablja ustrezen GOST.
Zaključek
Poglej si posnetek
Pri majhnih količinah je mogoče upogibanje cevi izvesti z ročnim orodjem. V industrijskem obsegu se to izvaja na posebnih strojih. Pred delom je potrebno izračunati najmanjši dovoljeni polmer upogiba.
Dodaj med zaznamke
Kako upogniti cev z najmanjšim polmerom?
Domači obrtniki danes samostojno izvajajo skoraj vse vitalne sisteme za svoje kmetije: vodovod, ogrevanje, kanalizacijo, gradijo nizke zgradbe, pomožne prostore in rastlinjake. Izumljajo poceni naprave za izdelavo in obdelavo gradbenih materialov, krivljenje vseh vrst profilov, rezanje in krivljenje različnih cevi ter uporabljajo tehnologije varjenja in litja.
Upogibanje cevi se uporablja za izdelavo kovinskih ograj; omogoča vam, da odpravite potrebo po varjenju in dosežete želeni rezultat s preprostim upogibanjem trdne cevi pod želenim kotom.
V zasebnih gospodinjstvih ni ponavljajočih se razlogov za pogosto upogibanje cevi.
Vendar pa se nastajajoča potreba po upognjeni cevi praviloma manifestira zahtevno in nujno. To je lahko popravilo posameznega vodovoda ali ogrevanja, dodatno odvodnjavanje ali kaj podobnega.
Naloga je vzeti in upogniti zahtevani del.
S kakšnim radijem naj ga upognem in kako?
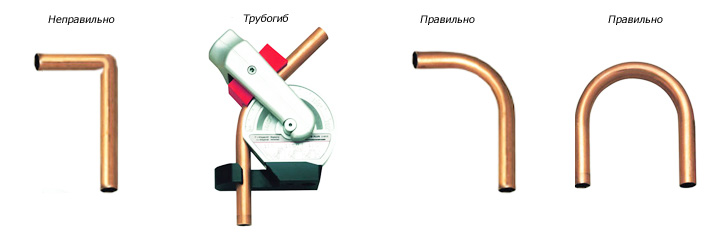
Diagram pravilnega upogibanja cevi.
Lahko se poskusite upogniti brez kakršne koli teorije, vendar je bolje uporabiti izkušnje drugih ljudi. Da preprečite, da bi se cevi pri upogibanju sploščile, strgale ali zmečkale, morate poznati najmanjši radij upogiba, ki je odvisen od materiala, premera in debeline stene. Vpliva tudi uporabljena metoda upogibanja. Ampak vse je v redu.
Najmanjši polmer je odvisen od premera okrogle cevi, ki se upogne: večji kot je njen premer, večji je polmer krivine. Približno do 20 mm bo 3, za večje cevi pa 4 zunanji premeri. Vroče metode vam omogočajo, da skoraj prepolovite radij upogibanja. Zmanjšanje se pojavi zaradi povečane duktilnosti jekla pri segrevanju.
Tabela 1. Najmanjši radij upogiba cevi za vodo in plin (GOST 3262-92, spremenjen leta 1992), v mm.
Cevi za vodo in plin so jeklene, z debelimi stenami, se neradi upogibajo, zahtevajo veliko truda, zato ni priporočljivo uporabljati najmanjšega radija upogiba, razen če je to nujno potrebno. V večini primerov lahko dobite z večjimi radiji ali uporabite okovje.
Situacija je bolj zapletena, če se morate upogniti, pogosto je kvadratna ali pravokotna. Doma je to zelo težko učinkovito narediti: pri upogibanju je treba uporabiti posebne naprave, da se oblika prereza ne splošči.
Tabela 2. Najmanjši radij upogiba bakrenih (GOST 617-90) in medeninastih (GOST 494-90) cevi, mm.
|
Zunanji premer, mm |
Najmanjši radij upogiba, mm |
Vodovodni izdelki iz bakra in medenine se vse pogosteje uporabljajo v individualnih stanovanjih. Kovina se zlahka deformira, zato je delo s cevmi iz nje veliko lažje kot z jeklenimi. Toda fizika upogibne deformacije je običajna za medeninaste, bakrene in jeklene cevi.
Ko je cev upognjena, se njena zunanja površina v območju upogiba raztegne in stena postane tanjša, notranja površina polmera pa se, nasprotno, stisne in stena se zgosti. To se zgodi pri hladnih in vročih metodah upogibanja; v drugem primeru pride do stiskanja in raztezanja veliko močneje. V območju upogiba se okrogla oblika prečnega prereza splošči in postane ovalna; nazivna odprtina se zmanjša, če ne sprejmemo ukrepov proti tem pojavom.
Kako ga upogniti sam?
Krivite lahko skoraj vse okrogle cevi - od premera 6 mm do debelostenskih cevi 163 mm in celo več.
V industrijski proizvodnji obstajajo polavtomatski in avtomatski stroji za množično upogibanje delov. En zgib traja približno 6 sekund. Majhne delavnice, na primer v podjetjih za upravljanje, stanovanjskih oddelkih, so opremljene z električnimi upogibniki cevi z naborom potrebnih priključkov. V večini primerov se je vredno obrniti na njih, da upognejo del, ki ga potrebujete v gospodinjstvu. Seveda to stane nekaj denarja, morate se strinjati, narediti risbo. Kaj pa, če to ni mogoče?
Obstaja več načinov krivljenja brez segrevanja, tukaj je nekaj izmed njih: valjanje, raztezanje, navijanje, vlečenje, skozi matrico, s kopirnim strojem. Glavna naloga vseh upogibnih naprav je ohranjanje okrogle oblike in v ta namen se uporabljajo valji ali valji z zunanjim utorom v obliki in velikosti cevi. Naslednji cilj je izboljšati človeško delovanje z vzvodom ali uporabo hidravlične stiskalnice.
Upogibanje jeklenih cevi doma

Imajo več nastavkov za različne premere in se uporabljajo za krivljenje bakrenih, medeninastih, aluminijastih in tankostenskih jeklenih cevi premera do 22 mm.
Ročni krivilci cevi imajo več nastavkov za različne premere in se uporabljajo za krivljenje bakrenih, medeninastih, aluminijastih in tankostenskih jeklenih cevi premera do 22 mm. Cevi za vodo in plin ni mogoče kriviti z ročnimi orodji, ampak jih boste morali kriviti s hidravliko. Ta vrsta stiskalnice je nameščena na mizi ali vpeta v primež. Za občasno izdelane posamezne dele je na primežu nameščena naprava, ki omogoča krivljenje na najmanjši radij.
Ni donosno kupovati drage opreme za eno delo. Morda obstaja razlog za opravljanje dejavnosti za zagotavljanje tovrstnih storitev prebivalstvu. In v redkih primerih obstajajo preprostejše metode upogibanja cevi, vendar zahtevajo veliko časa. Če želite to narediti, boste morali pripraviti naslednja orodja in materiale:
- Žgan rečni pesek, 30 kg.
- Trdna miza ali delovna miza.
- Cilindrični kovinski trn s polmerom upogiba.
- Dva lesena čepa.
- pihalnik.
Pesek je treba presejati in kalcinirati nad ognjem ali s pihalnikom, dokler dim ne izgine. Nato pripravite mizo tako, da nanjo pritrdite trn in namestite prislon za enega od koncev. Kot opora lahko služi primež, nameščen na mizi. Celotna konstrukcija mora biti tudi zavarovana, sicer jo bo cev vrtela okoli sebe.
Če je načrtovano ogrevanje, je bolje, da v čepe izvrtate luknje s premerom 3-4 mm, da lahko plini, ki nastanejo med segrevanjem, uhajajo.
Za ohranitev okroglega prereza je napolnjen s kalciniranim peskom, za katerega je en konec zamašen z lesenim čepom, pesek se vlije in stisne s točenjem. Drugi čep je zamašen, po katerem se lahko cev upogne. Če enega konca ni mogoče uporabiti kot dolg vzvod, morate vzeti segment in ga natakniti, da ga podaljšate.
Z mizo kot upogibno ravnino postavimo en konec med trn in omejevalnik. Drugi konec se kot vzvod upogne okoli trna in tako upogne cev. Napolnjena s peskom bo ohranila svojo okroglo obliko in premer prereza na krivini. Zmanjšamo kot za 2-3%, saj kovinske vzmeti delno obnovijo prejšnje dimenzije.
Da bi dosegli najmanjši radij upogiba, boste potrebovali pihalnik. S peskom napolnjeno cev segrevamo s svetilko do rdeče barve na območju upogiba, ki mora biti vnaprej označeno. Takoj po segrevanju ga položimo na mizo in izvedemo upogib. Če je načrtovano ogrevanje, potem je bolje izvrtati luknje s premerom 3-4 mm v čepih, da omogočite uhajanje plinov, ki nastanejo med segrevanjem.
Ko se jeklo ohladi, se tako kot druge kovine nekoliko vrne v prejšnjo obliko. To pomeni, da je kot upogiba lahko večji, kot je potrebno. Nato je treba postopek segrevanja in upogibanja ponoviti. Ko dobimo želeno obliko, čepke izvrtamo ali prežgemo, pesek odsujemo in shranimo za naslednjič. Preverite območje upogiba glede strij, razpok, raztrganin in valov. Nazadnje je cev razrezana na zahtevano velikost, odstranjen vodni kamen, narezan navoj in del je pripravljen.
Ognjevarne, bakrene in medeninaste cevi
Bakrene in medeninaste cevi se lahko upognejo, tudi napolnjene s peskom, če je predviden najmanjši radij upogiba z ogrevanjem. Če je brez ogrevanja, nato nalijte staljeno kolofonijo in po zamašitvi koncev upognite cev. Za upogibanje majhnih premerov do 22 mm je bolje imeti ročni upogib cevi, ki je komercialno dostopen. Z njegovo pomočjo lahko hitro in enostavno upognete različne dele cevovodov.
Za upogibanje bakrenih in medeninastih cevi z majhnimi radiji doma boste potrebovali tudi pihalnik ali plinski gorilnik. Žarjena cev se zlahka upogne na trnu, težje pa je upogib popraviti; Poleg polnjenja s peskom se uporablja posebna naprava - vzmet, ki se namesti na cev na krivini. Vzmet omogoča upogibanje, vendar ne dopušča sploščitve cevi. Geometrija odseka cevi je ohranjena. Po upogibanju se vzmet "privijači" in odstrani.
Plastične cevi je mogoče brez težav upogniti
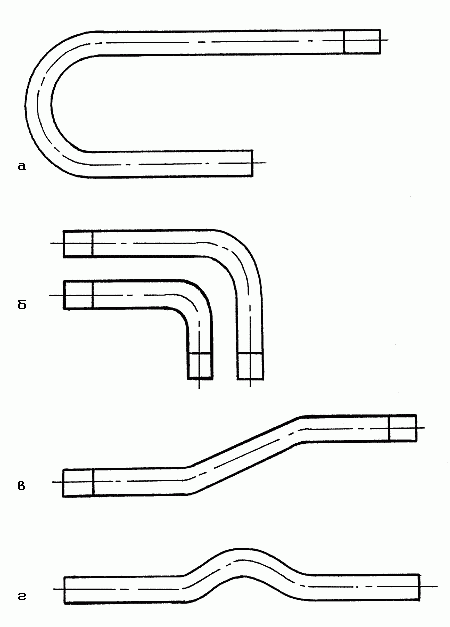
Vrste cevnih krivin: a – kalač; b – zavoji; c – raca; g – nosilec.
Plastične cevi so tako prožne, da se brez težav upognejo. Kadar pa je potreben najmanjši možni polmer krivine, pride do enakih fizičnih pojavov sploščitve kot pri kovinskih ceveh. Cevi iz polipropilena so bolj toge kot druge plastične cevi. Plastičnost materiala in njegovo raztezanje pri upogibanju lahko kritično zmanjšata debelino stene cevi in ogrozita trdnost cevovoda, še posebej, če je pod pritiskom. Zato plastičnih cevi za uporabo v tlačnih sistemih ne smemo upogibati, temveč uporabiti spajkanje fitingov, ki zagotavljajo trdnost povezav.
Za druge namene, na primer pri vgradnji ogrevanih tal, se plastične cevi upognejo doma in jih napolnijo kot kovinske cevi, vendar s soljo. Sol se kalcinira v ponvi, po kateri se vlije v cev in konci so zamašeni. Vroča sol segreje cev, poveča njeno plastičnost in cev se zlahka upogne.
Najmanjši polmer krivine je enak dvema premeroma. Po dajanju želenega upogibnega kota je treba plastično cev pritrditi, dokler se popolnoma ne ohladi. Za dodatno ogrevanje in nastavitev upogiba lahko uporabite sušilec za lase. Polipropilensko cev lahko počasi in previdno upognemo brez segrevanja z minimalnim polmerom 7-8 premerov.
Značilnosti upogibanja profiliranih cevi
Od profiliranih se pogosto uporabljajo kvadratne in pravokotne jeklene cevi. Uporabljajo se za različne oblike v gospodinjstvu. Takšne cevi je skoraj nemogoče učinkovito kriviti zunaj specializiranih delavnic, brez opreme. Opisani načini ne omogočajo ohranitve pravokotnosti prereza na krivini, posledično pa je zmanjšana estetska vrednost.
In vendar je mogoče profilirane cevi upogniti s preprostimi in poceni napravami ter velikimi radiji upogiba. Glavni deli v krivilni napravi so profilni valji, ki med krivljenjem ohranjajo pravokoten presek.
Pogosto se uporabljajo imitacije upogibanja. Cev je rezana od znotraj z določenim korakom, nato pa upognjena brez večjega napora. Po tem so vsi šivi varjeni in očiščeni z mlinom. Z rezalnim korakom 20 mm bo radij upogiba minimalen.