1.1. Приобретение навыков назначения режимов резания, выбора режущего инструмента и расчета основного времени.
2.1. Записать данные условий обработки для своего варианта;
2.2. Выбор режущего инструмента, выполнения расчета режимов резания;
2.3. Оформление работы
3. Перечень принадлежностей
3.1. Бумага писчая, формат А4 — 4 л.;
3.2. Калькулятор, выполняющий функции y х.
3.3 Прикладная программа КОМПАС 3D V11
4. Общие сведения
4.1. Сверление является одним из самых распространенных методов получения отверстия. Режущим инструментом здесь служит сверло, которое дает возможность получать отверстия в сплошном материале и увеличивать диаметр ранее …
просверленного отверстия. Главное движение при сверлении — вращательное, движение подачи – поступательное.
По форме и конструкции различают сверла спиральные, с прямыми канавками, перовые, для глубокого сверления, кольцевые, центровочные, с канавками для подвода смазочно-охлаждающей жидкости, с многогранными пластинами. Сверла выполняют с цилиндрическим, коническим хвостовиками.
Основные размеры и углы лезвия сверла стандартизованы. Режущая часть сверла изготавливается из стали Р18, Р6М5 и из твердых сплавов.
Хвостовики сверл с коническим хвостовиком имеют конус Морзе, выполненный по ГОСТ 25557-82.
5. Порядок выполнения работы
5.1. Записать данные своего варианта (см. таблицу 14);
5.2. Выбрать сверло и установить значение его геометрических элементов .
5.3. Установить глубину резания t=D /2 (мм) при сверлении в сплошном металле
t = , мм при рассверливании ранее выполненного отверстия
5.4. Назначить подачу. При сверлении отверстий без ограничивающих факторов выбираем максимально допустимую по прочности сверла. При рассверливании отверстий подача, рекомендованная для сверления, может быть увеличена до 2 раз.
Sо, мм/об — при сверлении стали, чугуна, медных и алюминиевых сплавов
5.5. Назначаем скорость главного движения резания
V = , м/мин – при сверлении
V = , м/мин – при рассверливании
Км - коэффициент на обрабатываемый материал
-поправочный коэффициент, учитывающий глубину обрабатываемого отверстия.
5.6. Определить частоту вращения шпинделя
 об/мин
об/мин
D — диаметр отверстия, мм.
Корректируем частоту вращения шпинделя по паспортным данным станка. Принимаем меньшее ближайшее значение n d об/мин.
5.7. Определяем действительную скорость резания  , м/мин
, м/мин
5.8. Определяем крутящий момент
Мкр = 10 См Kp – при рассверливании
Значения коэффициентов и показателей степени
5.9. Определяем мощность, затрачиваемую на резание
 (к.п.д.)
(к.п.д.)
5.10. Определяем основное время
5.11. Вывод- Мощность станка позволяет выполнить обработку при данном режиме резания. В случае, когда N рез.об > N шп — необходимо определить загрузку станка по мощности
Для кратковременного резания (длительностью до 1 мин) допускается перегрузка электродвигателя станка на 25 % его номинальной мощности. В случае большей перегрузки необходимо уменьшить скорость или взять более мощный станок.
6. Требования к оформлению расчета
6.1. Выполненное задание оформляется на стандартных листах формат А4. Первый лист титульный (см. приложение 1)
Пример выполнения задания
Вариант № 31
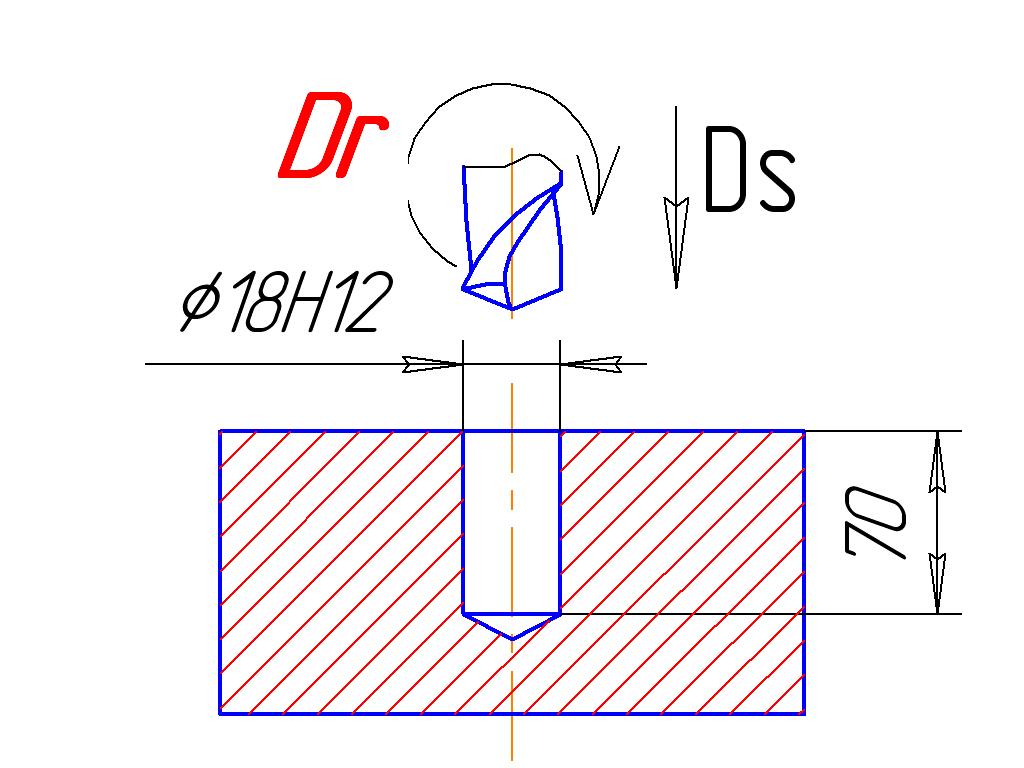
Задание: На вертикально-сверлильном станке 2Н 135 производят сверление отверстия диаметром D и глубиной l. Необходимо: выбрать режущий инструмент, назначить режим резания, определить основное время (см.слайд 1 приложение 3.1).
Таблица 13
Выбор режущего инструмента (см. слайд 2 приложение 3.2)
Сверло Ø18 с коническим хвостовиком из стали Р18. ГОСТ 10903-64
Геометрические элементы: форма заточки — двойная с подточкой поперечной кромки.
Углы сверла 2 φ = 118°, 2 φ1 = 70 0 .
ﮯγ = 25°
Назначение элементов резания (см. слайд 3 приложение 3.3)
1. Определяем глубину резания
t = 18/2 = 9мм
2. Назначаем подачу
Sо = (0,33 — 0,38) мм/об
К 1 = 0,9 (глубина сверления до 5D)
Тогда Sо = (0,33 — 0,38) *0,9 = (0,3 — 0,34) мм/об
Корректируем по паспорту станка
Sо = 0,28 мм/об
3. Определяем скорость резания
V = , м/мин
Сv = 9.8 q = 0.4 y= 0.5 m = 0.2
— общий поправочный коэффициент на скорость резания
Км = Кr Kr = 0.95 n=1 Км = 0,9
-поправочный коэффициент, учитывающий влияние инструментального материала
-поправочный коэффициент, учитывающий глубину обрабатываемого отверстия.
0,9 1 0,85 = 0,765
V = 0,765 = 21м/мин
4. Число оборотов шпинделя
n д = 355 об/мин (по паспорту станка)
5. Определяем действительную скорость резания
6. Определяем крутящий момент
Мкр = 10 См Kp – при сверлении
См = 0,0345 q = 2 y = 0.8
Кр = Кмр = 0,9
Мкр = 0,0345 0,9 = 3,62Н м
7. Определяем мощность, затраченную на резание
N= = 0,13 кВт
Проверяем, достаточна ли мощность привода станка
(к.п.д.)
Nшп = 4,5 0,8 = 3,6 кВт
8. Определяем основное время
y =7 мм.

(см. слайд 4 приложение 3.4)
Эскиз обработки (см. слайд 5 приложение 3.5)
Задание: На вертикально-сверлильном станке 2Н135 проводят сверление отверстия диаметром D и глубиной l.
Необходимо: выбрать режущий инструмент, назначить элементы режима резания; определить основное время.
Таблица 14
| № варианта | Материал заготовки | D | l | Отверстие | Обработка |
| мм | |||||
| Сталь 10 σв = 35 кгс/мм 2 | 15Н12 | Глухое | С охлаждением | ||
| Сталь 40 σв= 45 кгс/мм 2 | 22Н14 | Сквозное | С охлаждением | ||
| Серый чугун 200НВ | 16Н14 | Сквозное | Без охлаждения | ||
| Сталь 40 Х σв= 55 кгс/мм 2 | 18Н13 | Сквозное | С охлаждением | ||
| Сталь 20 Х 170 НВ | 20Н14 | Сквозное | С охлаждением | ||
| Серый чугун 210 НВ | 10Н14 | Глухое | Без охлаждения | ||
| Сталь 12Х3 σв= 45 кгс/мм 2 | 19,2Н14 | Глухое | С охлаждением | ||
| Сталь 35 Х σв=48 кгс/мм 2 | 24Н14 | Глухое | С охлаждением | ||
| Серый чугун 170 НВ | 18,25 | Сквозное | Без охлаждения | ||
| Сталь 20 σв=38 кгс/мм 2 | 15Н12 | Глухое | С охлаждением | ||
| Сталь 45 σв=44 кгс/мм 2 | 26Н12 | Глухое | С охлаждением | ||
| Ковкий чугун 180 НВ | 24Н12 | Глухое | Без охлаждения | ||
| Сталь 5 Х НМ σв=70 кгс/мм 2 | 18Н12 | Сквозное | С охлаждением | ||
| Сталь У7А σв=58 кгс/мм 2 | 20Н12 | Сквозное | С охлаждением | ||
| Сталь 65Г σв = 50 кгс/мм 2 | 25Н12 | Сквозное | С охлаждением | ||
| Серый чугун 210НВ | 28Н12 | Глухое | Без охлаждения | ||
| Сталь 40 Х 13 σв= 65 кгс/мм 2 | 24Н12 | Глухое | С охлаждением | ||
| Сталь 9 х С σв= 60 кгс/мм 2 | 20Н12 | Сквозное | С охлаждением | ||
| Ковкий чугун 220 НВ | 26Н12 | Сквозное | Без охлаждения | ||
| Сталь 40 Х С 225 НВ | 8Н12 | Сквозное | С охлаждением | ||
| Сталь 30Л σв=50 кгс/мм | 6Н12 | Сквозное | С охлаждением | ||
| Сталь А20 σв=30 кгс/мм 2 | 12Н12 | Сквозное | С охлаждением | ||
| Сталь 35 σв= 50 кгс/мм 2 | 14Н12 | Глухое | С охлаждением | ||
| Серый чугун 175 НВ | 16Н12 | Глухое | Без охлаждения | ||
| Сталь 40 Г σв= 55 кгс/мм 2 | 16,8Н12 | Глухое | С охлаждением | ||
| 26 | Сталь Х12М δв= 60 кгс/мм 2 | 17,2Н12 | Сквозное | С охлаждением | |
| Сталь ХВГ σв = 55 кгс/мм | 18,25Н12 | Сквозное | С охлаждением | ||
| Серый чугун 170 НВ | 24Н12 | Сквозное | Без охлаждения | ||
| Латунь ЛМцЖ 52-4-1 100 НВ | ЗОН12 | Сквозное | Без охлаждения | ||
| Бронза БрАЖН 11-6-6 200 НВ | 24Н12 | Сквозное | Без охлаждения |
Обработка отверстий производится различными режущими инструментами в зависимости от вида заготовки, требуемой точности и нужной чистоты поверхности.
Различают заготовки с отверстиями, подготовленными при отливке, ковке или штамповке, и заготовки без предварительно подготовленных отверстий.
Обработку отверстий в заготовках, не имеющих предварительно подготовленных отверстий, всегда начинают со сверления.
1. Сверла
Сверление неглубоких отверстий производят перовыми и спиральными сверлами.
Перовое сверло . Перовое сверло показано на рис. 159. Режущая часть сверла представляет плоскую лопатку 3, переходящую в стержень 4. Две режущие кромки 1 и 2 сверла наклонены друг к другу обычно под углом 116-118°, но этот угол может быть равным от 90 до 140°, в зависимости от твердости обрабатываемого материала: чем материал тверже, тем больше угол.
Перовые сверла малопроизводительны, кроме того, при сверлении их уводит в сторону от оси отверстия. Несмотря на это, их иногда применяют для неответственных работ, что объясняется простотой конструкции таких сверл и их невысокой стоимостью.
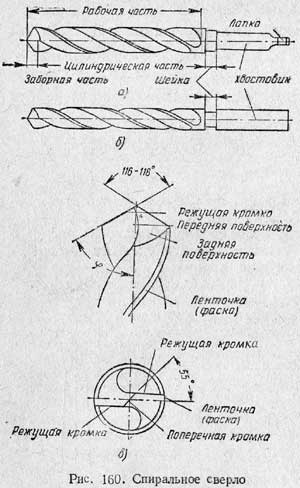
Спиральные сверла . В настоящее время сверление производят главным образом спиральными сверлами. На рис. 160 показано такое сверло. Оно состоит из рабочей части и хвостовика (конического по рис. 160, а или цилиндрического по рис. 160, б) для крепления сверла либо в коническом отверстии пиноли задней бабки, либо в патроне.
Конический хвостовик имеет лапку , которая служит упором при выбивании сверла (рис. 160, а).
Рабочая часть спирального сверла представляет собой цилиндр с двумя спиральными (вернее - винтовыми) канавками, служащими для образования режущих кромок сверла и вывода стружки наружу. Передняя часть сверла (рис. 160, в) заточена по двум коническим поверхностям и имеет переднюю поверхность, заднюю поверхность, две режущие кромки , соединенные перемычкой (поперечной кромкой). Две узкие ленточки (фаски), идущие вдоль винтовых канавок сверла, служат для правильного направления и центрировакия сверла.
Угол при вершине сверла 2φ обычно равен 116 - 118°. Для сверления твердых материалов этот угол увеличивают до 140°, а для сверления мягких материалов его уменьшают до 90°.
Сверла изготовляют из легированной стали 9ХС, быстрорежущей стали Р9 и Р18, а также из легированной стали с припаянными пластинками твердого сплава.
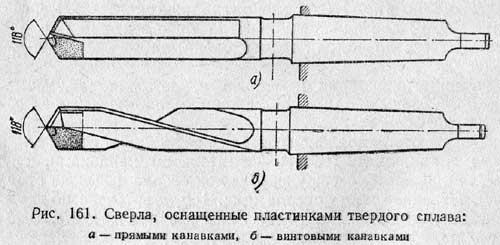
Сверла, оснащенные пластинками твердого сплава, показаны на рис. 161. Сверла с прямыми канавками (рис. 161, а) проще в изготовлении, но выход стружки из отверстия у них затруднен; их обычно применяют при сверлении чугуна и других хрупких металлов, когда глубина отверстия не превышает двух-трех диаметров. Сверла с винтовыми канавками (рис. 161, б) легче выводят стружку из отверстия, поэтому их рекомендуется применять при сверлении вязких материалов.
2. Затачивание спиральных сверл
Затачивание спиральных сверл производят на специальных заточных станках. Однако токарю иногда приходится затачивать сверла вручную на обычном точиле.
При затачивании сверл нужно соблюдать следующие условия:
1. Режущие кромки сверла должны быть симметричны
, т. е. расположены под определенными и равными углами к оси сверла и иметь одинаковую длину.
2. Поперечная кромка (перемычка) должна быть расположена под углом 55° к режущим кромкам (рис. 160, в.).
Заточенное таким образом сверло будет работать хорошо.
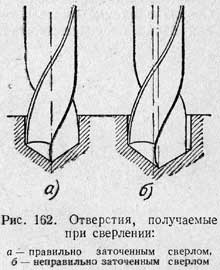
На рис. 162 показаны отверстия, получаемые при сверлении правильно и неправильно заточенными сверлами. При одинаковой длине режущих кромок (рис. 162, а) диаметр просверленного отверстия равен диаметру сверла. Если же одна кромка длиннее другой (рис. 162, б), то диаметр отверстия получается больше диаметра сверла. Это может привести к браку и быстро вывести сверло из строя ввиду неравномерной нагрузки режущих кромок.
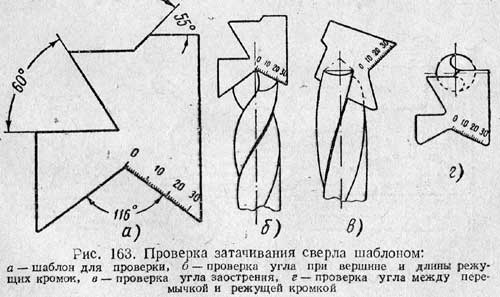
Правильность затачивания сверла проверяется специальным комбинированным шаблоном с тремя вырезами (рис. 163, а); одним из вырезов проверяют угол при вершине сверла и длину режущих кромок (рис. 163, б), вторым вырезом - угол заострения режущей кромки на наружном диаметре сверла (рис. 163, в), третьим - угол между перемычкой и режущей кромкой (рис. 163, г).
3. Закрепление сверл
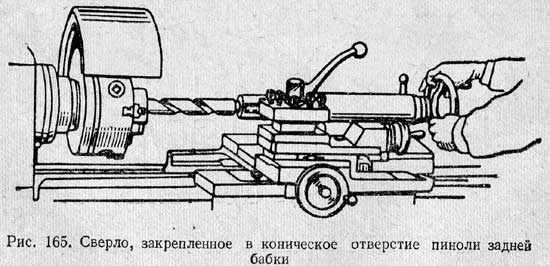
Способ закрепления сверла зависит от формы его хвостовика. Сверла с цилиндрическим хвостовиком закрепляют в пиноли задней бабки посредством специальных патронов (рис. 164); сверла с коническим хвостовиком закрепляют непосредственно в коническом отверстии пиноли задней бабки (рис. 165). Конические хвостовики у инструментов, а также конические отверстия в шпинделях и пинолях токарных станков изготовляются по системе Морзе. Конусы Морзе имеют номера 0, 1, 2, 3, 4, 5, 6; каждому номеру соответствует определенный размер. Если конус сверла меньше конического отверстия пиноли задней бабки, то на хвостовик 1 сверла надевают переходную втулку 2 (рис. 166) и затем втулку вместе со сверлом вставляют в отверстие пиноли задней бабки станка.


Перед тем как вставить сверло в пиноль задней бабки, необходимо тщательно очистить от грязи хвостовик сверла, а также отверстие пиноли.
Чтобы удалить сверло из пиноли задней бабки, следует поворачивать маховичок до тех пор, пока пиноль не будет затянута в корпус задней бабки до крайнего положения. В этом положении винт упрется в торец хвостовика и вытолкнет его.
4. Приемы сверления
Подготовка к сверлению . При сверлении отверстия длиной больше двух диаметров сверла рекомендуется сначала отверстие жестко закрепленным в пиноли коротким Тогда последующее сверло будет лучше направляться и его меньше будет уводить в сторону.
Подача сверла . Подачу сверла производят вращением маховичка задней бабки (рис. 165).
При сверлении глубокого отверстия спиральным сверлом нужно время от времени выводить сверло из отверстия на ходу станка И удалять из стружку; этим предотвращается поломка сверла. Необходимо также следить за тем, чтобы при сверлении нормальными сверлами глубина отверстия не была больше длины спиральной канавки сверла, так как иначе стружка не сможет выходить из канавок и сверло сломается.
Сверление глухих отверстий . Для сверления отверстий заданной длины удобно пользоваться рисками с на пиноли задней бабки (см. рис. 165). Вращением ма-выдвигают сверло, пока оно не углубится в материал де-всей заборной частью, и замечают при этом соответствующую риску на пиноли. Затем, вращая маховичок задней бабки, перемещают пиноль до тех пор, пока она не выйдет из корпуса на нужное число делений.
Когда на пиноли нет делений, можно применить следующий способ. Отмечают на сверле мелом требуемую длину отверстия и перемещают пиноль, пока сверло не углубится в метки.
Иногда при сверлении слышится характерный металлический визг. Это является признаком перекоса отверстия или затупления сверла. В подобных случаях надо немедленно прекратить подачу, остановить станок, выяснить и устранить причину визга.
Прежде чем остановить станок во время сверления, нужно вывести сверло из отверстия. Останавливать станок в то время, когда сверло находится в отверстии, нельзя, это может привести к заеданию сверла и его поломке.
5. Режимы резания при сверлении и рассверливании
Скорость резания при сверлении углеродистой стали средней твердости, серого чугуна и бронзы сверлами из быстрорежущей стали можно принимать равной 20-40 м/мин.
Подача сверла на токарном станке производится обычно вручную, медленным перемещением пиноли задней бабки, как показано на рис. 165. Слишком большая и неравномерная подача может привести к поломке сверла, особенно при использовании сверл малых диаметров.
Иногда при сверлении применяется и механическая подача (см. рис. 167). В этом случае сверло укрепляется с помощью специальных прокладок или втулки в резцедержателе. При сверлении с механической подачей величину подачи принимают равной: при сверлах диаметром от 6 до 30 мм для углеродистой стали средней твердости - от 0,1 до 0,35 мм1об; для чугуна - от 0,15 до 0,40 мм/об.
При рассверливании поперечная кромка сверла не принимает участия в работе. Благодаря этому значительно уменьшается усилие подачи, уменьшается и увод сверла; это позволяет увеличивать величину подачи примерно в 1½ раза по сравнению с подачей сверла того же диаметра при сверлении в сплошном материале.
Скорость резания при рассверливании можно брать такую же, как и при сверлении.
Сверление и рассверливание стали и алюминия рекомендуется вести с охлаждением эмульсией в количестве не менее 6 л/мин; чугун, латунь и бронзу сверлят и рассверливают без охлаждения. Необходимо, однако, отметить, что ввиду горизонтального расположения обрабатываемых отверстий охладающая жидкость с трудом подается к месту образования стружки. Поэтому для глубокого сверления в трудно обрабатываемых материалах применяют сверла с внутренними каналами, по которым подают охлаждающую жидкость под большим давлением к режущим кромкам.
6. Высокопроизводительные методы работы при сверлении и рассверливании
Замена ручной подачи механической . Новаторы производства в целях механизации подачи сверла применяют простые и дешевые приспособления, облегчающие труд и сберегающие время. Одно из таких приспособлений показано на рис. 167.
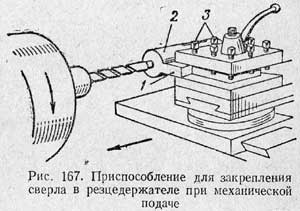
Приспособление представляет собой стальную державку 2 с плиткой 1, закрепляемой при помощи болтов 3 в резцедержателе. В державке имеется коническое отверстие для закрепления хвостовика сверла и отверстие для выбивания сверла. Нижняя плоскость плитки 1 прострогана или профрезерована так, что при закреплении ее в резцедержателе сверло точно (без прокладок) устанавливается на высоте центров. Чтобы установить сверло по оси отверстия в горизонтальной плоскости, на нижних салазках суппорта отмечается риска. Такое приспособление очень эффективно при изготовлении большого числа деталей с отверстиями, так как в этом случае сверление производится с механической подачей сверла от суппорта; использование его уменьшает время обработки и облегчает Труд токаря.
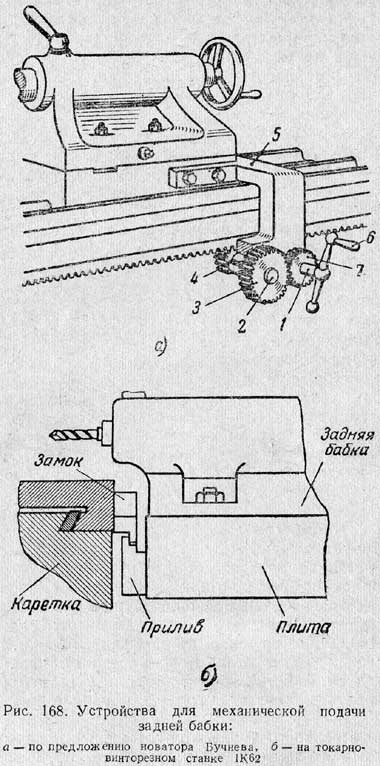
Для механизации подачи сверла при сверлении отверстий большого диаметра в условиях мелкосерийного и единичного производства токарем-новатором т. Бучневым изготовлено устройство (рис. 168, а), дающее возможность передвигать заднюю бабку с затратой небольшого усилия. Это устройство заключается в следующем. К плите задней бабки крепят болтами угловой кронштейн 5, в котором помещаются валики 1 и 2. На валике 1 сидит ведущее зубчатое колесо 7 и рукоятка 6. На валике 2 находится зубчатое колесо 3 и колесо 4, сцепляющееся с рейкой станины. Вращение рукоятки 6 через колеса 7 и 3 передается колесу 4, которое катится по рейке станка и передвигает заднюю бабку по станине.
На токарно-винторезном станке 1К62 завода «Красный пролетарий» предусмотрена замена ручной подачи сверла (зенкера, развертки) механической. Для этого в суппорте имеется специальный замок (рис. 168, б), входящий в прилив задней бабки. При помощи такого несложного устройства можно соединить каретку суппорта с плитой задней бабки и, освободив плиту задней бабки от станины, включить наиболее выгодную механическую подачу суппорта.
Производительность труда при этом значительно повышается. Кроме указанного преимущества, такой способ подачи позволяет производить сверление (зенкерование, развертывание) отверстий на необходимую глубину, ведя отсчет по лимбу продольной подачи или пользуясь продольным упором (длиноограничителем).
Использование сверл особой заточки . Для повышения производительности труда новаторы производства применяют подточку перемычки, используют двойную заточку сверл и бесперемычные сверла.
Сверло с двойной заточкой показано на рис. 169, а. Заборная часть его имеет ломаные режущие кромки: вначале короткие под углом 70-75°, а к вершине удлиненные - под углом 116-118°. Такие сверла изнашиваются меньше нормальных и отличаются повышенной стойкостью - в 2 - 3 раза большей при сверлении стали и в 3 - 5 раз большей при сверлении чугуна.
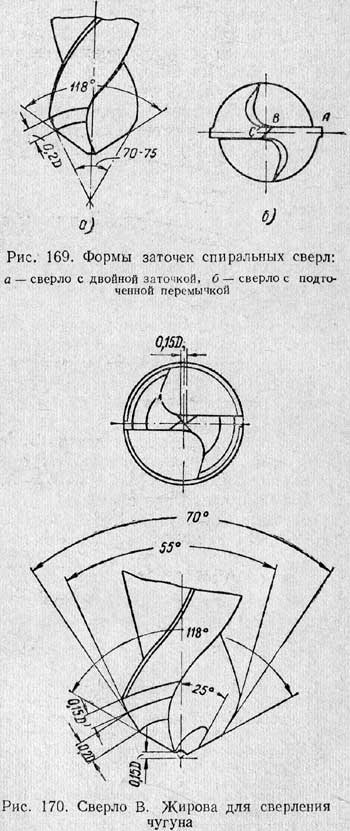
Для уменьшения усилия подачи при сверлении полезной оказывается подточка перемычки на участке ВС (рис. 169, б). При такой подточке не только уменьшается поперечная кромка, но и увеличивается передний угол, что облегчает условия резания.
На рис. 170 показано высокопроизводительное сверло из быстрорежущей стали скоростника - сверловщика Средневолжского станкостроительного завода В. Жирова. Сверло предназначено для сверления чугуна.
Сверло Жирова в отличие от сверла, показанного на рис. 169, а, изготовляется с тройным конусом у вершины, с подточенной передней поверхностью и прорезанной перемычкой. Наличие выемки вместо перемычки значительно облегчает врезание сверла в обрабатываемый металл, благодаря чему в 3-4 раза снижается осевое усилие при сверлении чугуна. Это позволяет увеличить подачу сверла и сократить машинное время, по крайней мере, вдвое.
Для повышения стойкости заборная часть сверла Жирова имеет три ломаные режущие кромки, вначале короткие, образующие угол 55°, затем более длинные - с углом 70° и, наконец, самые длинные - с углом у вершины 118°.
Наличие коротких режущих кромок с углом 55° способствует значительному повышению стойкости сверла (при работе с повышенными подачами) по сравнению с сверлами обычной конструкции.
7. Брак при сверлении и меры его предупреждения
Основной вид брака при сверлении - увод сверла от требуемого направления, чаще всего наблюдаемый при сверлении длинных отверстий.
Увод сверла происходит: при сверлении заготовок, у которых торцовые поверхности не перпендикулярны к оси; при работе длинными сверлами; при работе неправильно заточенными сверлами, у которых одна режущая кромка длиннее другой; при сверлении металла, который имеет раковины или содержит твердые включения.
Увод сверла при работе длинными сверлами можно уменьшить предварительным надсверливанием отверстия коротким сверлом того же диаметра.
Если на пути сверла в материале детали встречаются раковины или твердые включения, то в этом случае предотвратить увод сверла почти невозможно. Его можно только уменьшить путем уменьшения подачи, что в то же время явится средством предупреждения возможной поломки сверла.
Контрольные вопросы
1. Какие типы сверл применяются при сверлении на токарных станках?
2. Назовите элементы спирального сверла.
3. Расскажите о правилах затачивания сверл.
4. Как отразится на размерах отверстия неправильная заточка сверла?
5. Какими способами закрепляются сверла в станок?
6. Расскажите о приемах сверления сквозных отверстий, глухих отверстий:
7. Какое охлаждение применяют при сверлении?
8. Расскажите о передовых способах сверления.
9. Как предупредить увод сверла?
Силы резания, момент и мощность при сверлении
В процессе резания сверло испытывает сопротивление со стороны обрабатываемого материала. На каждую точку режущей кромки действуют силы сопротивления. Заменим их равнодействующей силой, приложенной к точке А на расстоянии, примерно равном D /4 от оси сверла. Последнюю можно разложить на три составляющие силы Р x , Р у и Р z (рис.72.)
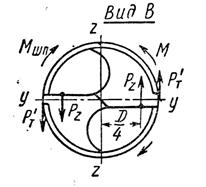
Рис. 72. Силы, действующие на сверло
Сила сопротивления Р х направлена вдоль оси сверла. В этом же направлении действует сила Р п на поперечную кромку, сила трения Р т ленточки о поверхность отверстия, cилы сопротивления, действующие на сверло вдоль ее оси, на ось X заменим равнодействующей силой Р 0 , которая называется осевой силой или силой подачи. Она преодолевается механизмом подачи станка. Последний должен передать на шпиндель станка осевую силу Р" 0 , способную преодолеть силу Р 0 . Максимальная осевая сила, допускаемая механизмом подачи станка, приводится в его паспорте.
Формулы для подсчета осевой силы и момента при сверлении:
Определение силы Р 0 и момента М кр производится по эмпирическим формулам, полученным экспериментальным путём. Для сверл из инструментальных сталей при обработке стальных и чугунных деталей они имеют следующий вид:
; , кГс·мм – при сверлении;
; , кГс·мм при рассверливании.
где: С р и С м – коэффициенты, зависящие от обрабатываемого металла, формы заточки сверла и условий резания;
z p , x p , y p , z M , x M и y M – степени влияния диаметра сверла D , глубины резания t , подачи s на осевую силу P 0 и крутящий момент при сверлении М ;
K p и K M – поправочные коэффициенты на изменённые условия сверления;
Радиальные силы Р у , разнонаправленные, уравновешиваются (SР у = 0). Сила Р z создает момент сопротивления резанию М на главных режущих кромках, а сила Р т ’, касательная к ленточке, - момент трения на ней (им обычно пренебрегают).
Относительное влияние элементов сверла на силу резания и момент кручения при сверлении приведены в таблице 16.
Таблица 16. Влияние элементов сверла на осевую силу P 0 икрутящиймоментМ
Момент сопротивления резанию M рез преодолевается механизмом главного движения, т. е. крутящим моментом на шпинделе станка М кр . На каждой ступени шпинделя станка мощность N шп постоянна, момент М кр переменный. Он зависит от частоты вращения (числа оборотов) п на данной ступени и определяется:
М кр = 716200·1,36·() кГс мм ; N шп = N дв ·h , кВт ,
М кр = 974000·() кГс мм .
Зная момент сопротивления М , можно определить эффективную мощность N э затрачиваемую на резание при сверлении,
![]()
Мощность на подачу сверла составляет около 1 % от мощности и в расчетах не учитывается. По мощности определяют мощность, которую должен иметь электродвигатель станка для обеспечения заданного процесса резания:
, кВт
Станок пригоден для заданных условий сверления, если N шп > N e .
6.4. Влияние различных факторов на осевую силу и момент при сверлении. На осевую силу Р 0 и момент сопротивления резанию М влияют свойства обрабатываемого материала, геометрические параметры сверла, элементы среза (диаметр, подача) и др.
6.4.1. Свойства обрабатываемого материала . Чем выше предел прочности σ в и твердость НВ материала, тем больше его сопротивление резанию, тем выше значения Р 0 и М . Для сверл из быстрорежущей стали получены экспериментально следующие зависимости:
![]() , и - для стали;
, и - для стали;
![]() , и - для чугуна.
, и - для чугуна.
где: С р и С м – коэффициенты, зависящие от условий резания.
6.4.2. Геометрические параметры сверла . С увеличением угла w осевая сила Р 0 и момент М уменьшаются в связи с увеличением передних углов γ х на главных режущих кромках и облегчением отвода стружки. Угол j , (2j ) влияет на составляющие силы резания и момент по аналогии с точением: при уменьшении угла осевая сила Р 0 уменьшается, а тангенциальная Р z увеличивается, тем самым увеличивается и М . С уменьшением угла 2j сопротивление резанию в связи с увеличением γ х уменьшается, но одновременно увеличивается ширина среза и уменьшается его толщина. Последнее ведет к росту деформации (тонкие стружки деформируются полнее) и, следовательно, росту силы Р x и момента М . Угол наклона поперечной кромки d > 90° (см. рис. 72) и это значительно увеличивает осевую силу Р 0 . Ранее было отмечено, что сила, действующая на поперечную кромку Рп = 0,55Р 0 . Для ее снижения уменьшают длину кромки путем подточки, увеличивают ее передний угол, тем самым создаются более благоприятные условия резания вблизи нее. На величину М геометрия поперечной кромки влияет слабо. Двойная заточка сверла также слабо влияет на Р 0 и М .
Диаметр сверла и подача. С увеличением диаметра сверла D и подачи s увеличиваются ширина и толщина срезаемого слоя, следовательно, возрастают силы и момент резания. Экспериментально установлено, что диаметр сверла влияет на Р 0 в большей степени (1), чем подача (0,8). Для объяснения можно привести аналогию с точением, где глубина резания t влияет в большей степени на силы резания, чем подача (см.), а при сверлении t = D /2 мм. Подача влияет примерно в одинаковой степени (0.8) на осевую силу Р 0 и крутящий момент М , а диаметр влияет в большей степени (1,9) на М и в меньшей - на Р 0 (1). Это объясняется тем, что при увеличении диаметра й возрастает сила Р z , создающая момент М , и одновременно увеличивается длина плеча, на котором действует эта сила, что также способствует увеличению М (рис.).
Охлаждающая жидкость. Подача охлаждающей жидкости в зону резания облегчает отвод стружки, уменьшает работу трения и замедляет износ сверла. Она способствует снижению осевой силы Р 0 и момента М до 25% при обработке стальных деталей и до 15% - при обработке чугунных.
Износ сверла
Природа и характер износа сверл и резцов одинаковы. При обработке вязких материалов (сталей и др.) быстрорежущими сверлами изнашиваются передние и задние поверхности сверла (рис. 73.), а у твердосплавных сверл передние поверхности изнашиваются незначительно.
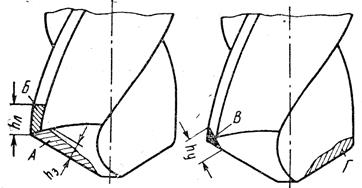
Рис. 73. Характер износа сверла: А – по задней поверхности; Б – по ленточке; В – по уголкам; Г – по передней поверхности
При обработке хрупких материалов (чугуна, пластмассы и др.) преимущественно изнашиваются задние поверхности и уголки сверла. Передние и задние поверхности сверла более интенсивно изнашиваются на периферии, так как здесь скорость резания наибольшая и уголки сверла, являясь ослабленным местом, сильно нагреваются и разрушаются. Закономерность износа свёрл примерно та же, что и резцов при точении (Рис. 74).
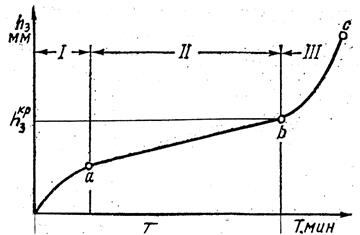
Рис. 74. Характер протекания износа сверла от времени работы
Оценку износа рекомендуется производить: при обработке вязких материалов -по длине износа по задним поверхностям h з , для хрупких материалов - по длине износа уголков h y . Допустимая величина износа -критерий износа при сверлении быстрорежущими свёрлами:
h З кр = 0,4…1,2 мм, при обработке стали;
При обработке чугуна быстрорежущими свёрлами в качестве критерия износа принимается износ по длине уголков.
h у = 0,4…1,2 мм – обработка сверлом из быстрорежущей стали;
h у = 0,9…1,4 мм. – обработка сверлом из твёрдого сплава;
Период стойкости Т , мин, зависит от диаметра сверла и обрабатываемого материала.
Т = (1,0…1,25)∙D – обработка стали быстрорежущими свёрлами;
T = (1,25…1,5) D – обработка чугуна быстрорежущими свёрлами;
Т = (1,5…2,0) D – обработка чугуна свёрлами из твёрдого сплава.
В результате проведенных опытов при сверлении стали быстрорежущими сверлами получена следующая зависимость:
Из полученных результатов видно, что на износ сверла в большей степени влияет скорость, в меньшей - подача. Это становится понятным, если учесть, что на температуру резания степень влияния скорости примерно в 2 раза выше, чем подачи.
1.определить скорость резания по исходным данным;
2. определить время обработки по исходным данным;
Исходные данные:
Для определения скорости резания
1. D1 – диаметр отверстия -10мм;
2. n - 800об/мин;
Для определения времени обработки
1. n - 800об/мин;
2. id – глубина сверления -10мм;
3. Fr – подача на оборот - 0,15мм/об.
4. V – скорость резания 25м/мин
5. I – количество отверстий.
6. Vс – скорость резания 25,12 м/мин
Рисунок 1. Эскиз детали
Решение задания 5.
1. Скорость резания определяем по формуле:
Vс = п * D * n / 1000 = 3,14 * 10 * 800 / 1000 = 25,12м/мин
2. Расчёт времени обработки при сверлении:
Определяем частоту вращения:
n = Vc * 1000 / D1 * п = 50* 1000 / 10*3,14 = 1592 об/мин
Tс = D1 * 1 / n * Fr = 10 * 1 / 1592,12 * 0,15 = 0,04
0,04 * 60 = 2,5 сек
ОЦЕНКА ВЫПОЛНЕНИЯ
компетентностно-ориентированного задания 5.
«Расчёт скорости резания и время обработки при сверлении отверстия»
специальность
Технология машиностроения
| Номер задания | Содержание задания | Критерии оценивания | Максимальный балл за выполнение задания |
| Определить согласно данным скорость резания Определитьсогласно данным время обработки Правильная выверка детали в тисках Правильное выполнение операции сверление Контроль качества и времени согласно расчётам | -умение правильно выбрать формулу -умение правильно выбрать формулу Согласно тех. процесса с соблюдением правил ТБ Согласно тех.процесса с соблюдением правил ТБ Правильность геометрии размещения отверстия на детали | ||
| Максимальное количество баллов - 25 баллов Отметка «2» - меньше 8 баллов Отметка «3» - 8 – 13 баллов Отметка «4» - 14– 19 баллов Отметка «5» - 20– 25 баллов Количество баллов, сниженных за ошибки, допущенные при выполнении задания: 1. арифметическая ошибка при расчёте – 3 балла 2.Ошибка при выполнении тех. процесса - 2 балла |
Таблица проверки качества выполнения задания
Технология машиностроения
ПМ.03. Участие во внедрении технологических процессов изготовления деталей машин и осуществления технологического контроля.
МДК.03.01. Реализация технологических процессов изготовления деталей
Задание 6.
Выбор параметров и формулы для расчёта диаметра отверстия под резьбу
2. выполнить операцию сверление согласно расчёта
Исходные данные:
1. Эскиз стальной детали;
2. Материал Ст10
Рисунок 1. Эскиз стальной поковки
Решение задания 6.
Расчёт диаметра отверстия под метрическую резьбу М10
Шаг резьбы берём из таблицы.
Для метрической резьбы если шаг не указан (по умолчанию согласно ГОСТ)
то шаг = 1,5мм
из таблицы выше берём значение соответствующее шагу 1,5 оно будет равно -1,55
это значение вычитаем из 10
получаем номинальный диаметр отверстия с допуском 8,45 +0,17
М10 х1,5 =10-1,55 = 8,45+0,17мм
ОЦЕНКА ВЫПОЛНЕНИЯ
компетентностно-ориентированного задания 6.
«Выбор параметров и формулы для расчёта диаметра отверстия под резьбу»
для контроля уровня сформированности профессиональных компетенций в рамках освоения профессиональных модулей
В процессе образования отверстия сверло одновременно совершает вращательное и поступательное движения, при этом режущие кромки сверла срезают тонкие слои материала, образуя стружку. Чем быстрее вращается сверло и чем большее расстояние за один оборот оно преодолевает в направлении оси обрабатываемого отверстия, тем быстрее происходит резание.
Скорость резания зависит от частоты вращения сверла и его диаметра, перемещение сверла вдоль оси заготовки за один оборот влияет на толщину снимаемого елс я материала (стружки). Сверло по сравнению с другими режущими инструментами работа, т в достаточно тяжелых условиях, так как при сверлении затруднен отвод стружки и подвод смазывающе-охлаждающей жидкости.
Основными элементами резания при сверлении являются скорость и глубина резания, подача, толщина и ширина стружки (рис. 3.77).
Скорость резания V — путь, пройденный точкой на режущей кромке сверла, наиболее удаленной от оси его вращения. Определяют скорость резания по формуле V = ndnl1000 (где V- скорость резания, м/мин; d — диаметр сверла, мм; п — частота вращения шпинделя, об/мин; п — постоянное число, равное 3,14; число 1 ООО введено в формулу для перевода диаметра сверла в метры). Величина скорости резания зависит от материала заготовки, материала инструмента и формы его заточки, подачи, глубины резания и наличия охлаждения при обработке отверстия.
Подача 3 измеряется в миллиметрах на один оборот сверла (мм/об). Величина подачи при сверлении выбирается в зависимости от требований, предъявляемых к шероховатости обработанной поверхности и точности обработки, обрабатываемого материала и материала сверля.
Глубина резания t измеряется в миллиметрах и представляет собой расстояние от обрабатываемой поверхности до оси сверла, т.е. при сверлении глубина резания составляет половину диаметра сверла, а при рассверливании — половину разности между диаметром предварительно просверленного отверстия и диаметр ом сверла.
Толщина среза (стружки) измеряется в направлении, перпендикулярном режущей кромки сверла, и равна половине величины перемещения сверла относительно оси обрабатываемого отверстия за один его оборот, т.е. половине величины подачи. Поскольку слой материала за один оборот сверла снимается двумя режущими зубьями, то каждый из этих зубьев удаляет слой материала, толщина которого равна половине величины подачи сверла на один его оборот.
Ширина среза измеряется вдоль режущей кромки и равна ее длине. При рассверливании ширина среза равна длине режущей кромки, участвующей в резании. Измеряется ширина среза в миллиметрах.
Режимы резания устанавливаются с целью обеспечения наибольшей производительности. При этом необходимо учитывать физико-механические свойства материала обрабатываемой заготовки, свойства материала инструмента и требования к качеству обработанной поверхности, заданные чертежом или техническими условиями на изготовление.
Теоретический расчет элементов режима резания выполняют в приведенной ниже последовательности.
1. По специальным справочным таблицам выбирают величину подачи в зависимости от xapat тера обработки, требований к качеству обработанной поверхности, материала сверла и других технологических данных.
2. Рассчитывают скорость инструмента с учетом технологических возможностей, режущих свойств материала инструмента и физико-механических свойств обрабатываемой заготовки.
3. Определяют расчетную частоту вращения шпинделя в соответствии с найденной скоростью резания. Полученную величину сравнивают с паспортными данными станка и принимают равной ближайшему наименьшему значению этой частоты.
4. Определяют действительную скорость резания, с которой будет производиться обработка.
На практике для определения режимов резания используют готовые данные технологических карт и таблиц справочников.
Режимы резания при зенкеровании и развертывании, а также критерии их выбора практически не отличаются от выбора этих параметров при сверлении.
Припуски на обработку отверстий
Припуск — это слой материала, подлежащий снятию при обработке. Величина этого Слоя зависит от требований, предъявляемых к обработанной поверхности и вида обработки.
При сверлении припуск на обработку составляет половину диаметра сверла. При рассверливании припуск определяется в зависимости от требований к обработанной поверхности и от необходимости в ее дальнейшей обработке (зенкеровании, развертывании). Припуск на зенкерование, в зависимости от того, является оно предварительным (перед развертыванием) или окончательным, составляет от 0,5 до 1,2 мм. Величина припуска зависит также от диаметра обрабатываемого отверстия. Припуск на развертывание зависит от диаметра обрабатываемого отверстия и от требований, предъявляемых к качеству обработанной поверхности и составляет от 0,05 до 0,3 мм. Типичные дефекты при обработке отверстий, причины их появления и способы предупреждения приведены в табл. 3.2.