ЧАСТЬ 2 (Основные понятия, внутренний радиус гибки)
Итак, для начала определимся с основными понятиями. В описании процесса гибки мы будем использовать следующие:
Очень важное понятие – внутренний радиус гибки . Важно понимать, что эта величина должна быть в пределах определенных значений. Нужно их придерживаться! Возьмем, к примеру, конкретный пример – поджим заготовки до 180 градусов. Почему-то именно в нашей стране стремятся дожать эти полки в ноль и сделать поджим идеально плоским. Самое смешное, что это считается стандартом качества при приемке изделий. На деле же все наоборот, «плоский поджим» не что иное как результат грубого нарушения технологии гибки, при котором внутренний радиус экстремально мал. Прошу вас, делайте все правильно и рассказывайте об этом своим заказчикам. Поджим до 180 градусов должен быть либо таким (закрытый поджим):

При этом, нужно выдвинуть заготовку «на себя», прежде чем дожимать.
Либо таким (открытый поджим):

Просто введите соответствующее значение для поджима в блоке управления станка.
Но вернемся к теории…
Минимальный радиус гибки ( ).
Если радиус гибки меньше значения (особенно это касается материалов с повышенной прочностью), то внешняя (растянутая) поверхность приобретает структуру «апельсиновой корки». При сильной зернистости подобного рода металл может потрескаться или сломаться совсем. В любом случае, любое покрытие металла в месте перегиба существенно пострадает и заготовка не выдержит проверки временем.
Минимальный радиус зависит от механических свойств материала (относительное удлинение или относительное сужение металла), угла гибки, направления линии гибки относительно направления прокатки (вдоль линии прокатки минимальный внутренний радиус всегда больше при прочих равных условиях).
Формулы для нахождения :
Да, таких формул несколько. Они тем сложнее, чем больше факторов мы пытаемся учесть при расчетах. Я выбрал самые простые варианты, которые можно вычислить быстро, вставив по одному табличному значению.
1. По относительному сужению

Где S = толщина металла, = относительное сужение металла (в процентах)
Здесь очень важно понимать, что значение в скобках должно быть > 0. Следовательно, при < 50 (то есть, для менее эластичных сталей) – мы домножаем толщину металла на результат выражения в скобках. При > 50 (более эластичные стали) мы не учитываем выражение в скобках и минимальный радиус будет равняться толщине металла:
2. По относительному удлинению

Где S = толщина металла, ψ = относительное удлинение (в относительных единицах)
Также, следует учесть, что скрупулезно высчитывать минимальные значения углов нам, скорее всего, не придется. Да и станок нам не позволит выдерживать минимальные радиусы, если не считать подгибов до 180 градусов (помните, уже упоминал об этом). Считайте, что формулы я привел только для лучшего понимания процесса. Теперь ведь понятно, что внутренний радиус, как минимум, должен быть равен толщине металла. Главное – всегда помнить об этом.
К тому же, существуют таблицы с указанными значениями относительных минимальных радиусов (см. в Справочной ).
Максимальный радиус гибки ().
Если радиус гибки больше значения Rmax , будет очень сложно контролировать изгиб в связи с пружинением металла. Пружинение будет проявляться тем меньше, чем меньше толщина металла. Если у нас большой радиус предусмотрен, то он должен быть в пределах допустимых значений для данной детали.
Чтобы добиться пластической деформации металла необходимого уровня, максимальный угол гибки должен быть:
Где S = толщина металла, = модуль упругости при растяжении, T = предел текучести.
Продолжение следует…
При подготовке информации я использовал: 1. Machinery’s Handbook 28th Edition. Industrialpress, 2008; 2. Малов А. Н. «Технология холодной штамповки», 1969г.
Труба является настолько незаменимым изобретением, что без нее трудно представить хотя-бы одну область жизнедеятельности человека. При прокладке трубопроводов не всегда удается ограничится только прямыми участками: для получения необходимых в таком случае изгибов и поворотов используются специальные приспособления и методы.
Разновидности стандартов и приспособлений
Как известно, каждая труба имеет свои стандарты при изгибании. Радиус гиба труб находится в прямой зависимости от того, из чего изготовлена труба, и какой она имеет диаметр. В основном в строительной сфере используются изделия с поворотами и гибкой.
Делается это при помощи специальных приспособлений – трубогибов: они бывают ручными, гидравлическими, электромеханическими, с плоскопараллельными пластинами и стальными пружинами.
Радиус гиба труб трубогибами ручного типа
При помощи данных приспособлений осуществляется сгибание заготовок небольшого диаметра. В основном это касается нержавеющих труб и изделий из цветного металла. Функционируют ручные трубогибы так: заготовка вставляется одним концом внутрь специального зажима, после чего осуществляются обороты ручкой.
По ходу этой процедуры труба проходит между вальцами, где ей сообщается нужный угол.

Проведение работ данного типа важно четко согласовывать с рекомендациями ГОСТов, где указываются параметры минимального радиуса загиба труб из цветного металла и нержавейки:
- Для диаметров менее 20 мм – от 2,5D.
- Для диаметров более 20 мм – не менее 3,5D.
Буквой «D» обозначают внешний диаметр трубы.
Трубогибы гидравлического типа - радиус изгиба
С помощью этих станков обычно сгибают тонкие трубы. Специальный гидроцилиндр дает возможность значительно уменьшить прикладываемое физическое усилие.
После того, как место сгиба определено, один конец трубы нужно вставить в трубогиб. Имеющийся в конструкции механизма рычаг служит для выполнения поступательных движений. При этом обязательным условием является соблюдение минимального радиуса гибки трубы.
Электромеханические трубогибы
Чаще всего с их помощью сгибают трубы с разным поперечным сечением. Главное отличие электромеханического трубогиба от других станков данного типа – высокая точность радиуса сгибания и полное отсутствие нужды в человеческих усилиях.
Стоимость данных приспособлений довольно высокая, поэтому в основном они имеют профессиональное назначение. С помощью электромеханических трубогибов можно сгибать трубы значительных диаметров: ограничением в данном случае служат исключительно размеры самого станка. Сгибая стальные трубы таким образом, важно точно придерживаться соответствующих стандартов. Для этого существуют специальные сменные шаблоны в широком перечне размеров.
Плоскопараллельные пластины
Существуют ситуации, когда требуется оперативное сгибание трубы, а трубогиба под рукой не имеется. Одним из вариантов действий в такой ситуации является использование плоскопараллельных пластин, которые имеют вид обычных заготовок. Для их изготовления используются листы металла. При вырезании берутся показатели тех радиусов, которые необходимы при сгибании.

Работа плоскопараллельными пластинами происходит так:
- Края трубы нужно зажать в хомут.
- Согнуть зажатую заготовку до нужного радиуса.
- Вытащить готовое изделие из механизма.
Данный метод гибки является наиболее примитивным, однако надежность его довольно значительна. Единственный недостаток заключается в том, что таким образом можно согнуть трубы не очень большой длины.
Пружина из стали
При помощи стальной пружины сгибают заготовки труб из мягкого, пластичного металла. Работа с подобными изделиями чревата повреждением труб или уменьшением внутреннего диаметра.
Подобные дефекты заметно снижают пропускную способность труб. Сама процедура отличается значительной простотой, и заключается в погружении внутрь трубы пружины. Таким образом достигается получение максимального и минимального радиуса гиба труб из меди, латуни и металлопластика.
Как согнуть трубу без станка
В тех ситуациях, когда необходимо очень срочно согнуть трубу без всяких специальных приспособлений, можно применить один из народных способов.

В таком случае очень важно не прилагать слишком большие усилия, иначе это чревато весьма печальными последствиями.
Стальные трубы
Сталь относится к очень прочным материалам, поэтому процесс ее гибки чреват повреждениями материала. Чтобы этого не происходило, лучше нагревать металл горелкой до тех пор, пока он не станет алым.

В таком случае его сгибание происходит очень легко. Чтобы получить небольшой радиус изгиба стальной трубы, иногда достаточно сильного удара кувалдой по сгибаемому участку. Прочность материала позволяет ему безболезненно выдерживать подобные воздействия.
Трубы из меди
Если при сгибании стальных изделий проблем обычно не возникает, то медные трубы могут лопнуть или повредиться в процессе гибки. Один из самых простых способов обезопаситься от подобных явлений – использовать простой песок. Его засыпают перед началом процедуры внутрь трубы.

Песок обязательно должен быть сухим. Далее при помощи горелки осуществляется нагревание места изгиба. Чтобы проверить наличие оптимальной температуры нагревания достаточно поднести к трубе кусок бумаги: если она загорится, горелку можно выключать. Нужный радиус изгиба медной трубы выводится постепенно – резкие движения в данном случае будут лишними. Именно аккуратность позволит избежать нежелательных разрывов материала.
Алюминиевые трубы
Трубы из алюминия сгибаются примерно также, как и медные изделия, ведь степень податливости этих металлов очень схожа. Кроме песка, в случае с алюминием можно использовать замороженную внутри трубы воду. Естественно, такой метод можно реализовать только при наличии морозной погоды.

Для этого потребуется один конец трубы заглушить чопом, чтобы залить внутрь нее воду. После этого заполненное водой изделие выставляется на мороз, до полного замерзания жидкости. Дальнейшая процедура проводится точно также, как и в случае с песком.
Металлопластиковые трубы
Данный вид изделий очень быстро получили значительное распространение в самых разных областях жизнедеятельности человека. Этому объясняется надежностью, практичностью, дешевизной и простотой установки металлопластиковых труб.
Сгибание изделий данного типа осуществляется простым ручным методом, или при помощи рассмотренного выше способа с металлической пружиной. Перед тем, как рассчитать радиус гиба трубы, важно взять во внимание то условие, что металлопластиковая труба не может изгибаться белее, чем на 15 градусов на 2 см.
Если это правило нарушить, изделие попросту выйдет из строя по причине множественных повреждений.
Пластиковые трубы
Сгибание пластика является довольно сложной процедурой, так как постоянно присутствует угроза повреждения материала и снижения толщины стенок. Более оптимальным решением является приобретение специального поворотного переходника. Если по какой-то причине использовать угольник не получается, процедура сгибания пластиковой трубы проводится при помощи строительного фена.

Оптимальным температурным режимом в данном случае является 140 градусов. Прогревание сгибаемого участка должно осуществляться не спеша, чтобы не допустить перегревания. Дело в том, что при температуре 175 градусов пластик обычно начинает плавиться.
После того, как изделие приобретет необходимую пластичность, его осторожно сгибают. Чтобы толщина внешних стенок не поменялась, ее обкладывают небольшим кусочками пластика, и тоже прогревают. Таким образом осуществляется их приваривание, а участок в колене получает дополнительную защиту от прорыва.
Итоги
Трубопроводы делают жизнь людей намного комфортнее и эффективнее, при чем это касается как бытовой, так и промышленной сферы. Обустраивая различные коммуникации, почти невозможно избежать поворотов и изгибов, для организации которых применяются различные приспособления и методы. В процессе работы по сгибанию труб из различных материалов очень важно избегать спешки, четко соблюдая правила гибки труб.
Сейчас при изготовлении металлоконструкций, как альтернатива свариванию и резьбовому сопряжению, используется гибка труб по радиусу. Производится она с помощью специального инструментария.
Чаще всего возникает необходимость в сгибании круглых и профильных труб.
Вследствие возникающих напряжений при изгибании:
- стенка трубы растягивается по внешней стороне прилагаемого усилия;
- сжимается по внутренней стороне;
- образуется и нейтральная ось, на ней состояние материала не изменяется.
Поведение круглого, квадратного и прямоугольного сечения, виды разрушений
Толщина трубных стенок на внешней части гиба становится меньше из-за того, что при возникающих напряжениях появляется растягивающий момент:
- Ставшая тонкой внешняя стенка тяготеет к выгибу, направленному к срединной оси трубы. Это приводит к тому, что ее поперечное сечение деформируется.
- Когда предел прочности изделия превышается, оно разрывается по внешней плоскости изгибания.
Толщина трубных стенок на внутренней части гиба становится больше, из-за появления сжимающего напряжения. Когда предел прочности изделия на сжимание превышается, оно утрачивает локальную жесткость. Это приводит к образованию глубоких складок на внутренней плоскости изогнутой трубы.
Как ведут себя квадратный и прямоугольный профиль:
- Их трубные стенки подвержены сжимающему и растягивающему напряжению, как на наружной, так и на внутренней плоскости изгиба, по максимуму.
- У материала повышенная склонность к деформациям, мастеру трудно их контролировать.
- Профильный материал на внутренней стороне изгиба склонен к вертикально направленному расширению. При этом он течет горизонтально вдоль торца изделия. Эти напряжения вдавливают вертикально расположенные трубные стенки. При этом квадрат поперечного сечения деформируется. Он приобретает конфигурацию трапеции.
- Поперечное сечение прямоугольной и квадратной формы плохо передает зажимные усилия между изгибочной и зажимающей колодкой.
- Профиль стремится проскользнуть вдоль колодки в начале изгибания. При этом он может ее тереть, что ведет к износу оборудования.
Поведение материала с круглым сечением, когда происходит его изгиб:
- Материал меньше деформируется на участках наивысшего напряжения. Места максимального сжимания/растягивания расположены по касательной осевой линии к поперечному сечению.
- Круглая форма дает металлу возможность равномерно растекаться по всем направлениям в ходе изгибания. Благодаря этому мастеру легче контролировать процессы деформации материала.
- Благодаря поперечному сечению округлой формы труба хорошо передает усилия между изгибочной и зажимающей колодкой.
- При гибке круглых труб по радиусу, они практически не проскальзывают в инструменте.
Как рассчитать минимально допустимый радиус
Минимальный радиус гиба трубы, при котором появляется критическая степень деформации, определяет соотношение:
- Rmin означает минимально возможный радиус гиба изделия;
- S обозначает толщину, которой обладает трубопровод (в мм).
Следовательно, радиус по срединной трубной оси равен: R=Rmin+0,5∙Dn. Тут Dn означает условный диаметр круглого стержня.
Обязательное условие, чтобы грамотно вычислить минимальный радиус изгиба - это необходимость принять во внимание соотношение:
- Кт означает коэффициент тонкостенности изделий;
- D указывает на наружный диаметр труб.
Следовательно, универсальная формула для вычисления минимально допустимого радиуса гибки:
R=20∙Кт∙D+0,5∙Dn.
Когда заданный радиус получается больше, нежели значение, получаемое по приведенной выше формуле, то используется метод холодной гибки труб . Если он меньше рассчитанной величины, материал следует предварительно нагреть. Иначе его стенки при гибке деформируются.
Следует учесть тот случай, когда параметр тонкостенности составляет 0,03<Кт< 0,2
- Тогда минимально допустимый радиус гибки полого стержня, без использования специального инструмента, должен составлять: R ≥9,25∙((0,2-Кт)∙0,5).
- Когда минимальный радиус гиба меньше рассчитанного значения, тогда использование оправки обязательно.
Поправка радиуса гибки труб после снятия нагрузки, с учетом пружинения (инерция распрямления), рассчитывается по формуле:
- Do означает сечение оправки;
- Ki является коэффициентом упругого деформирования для конкретного материала (по справочнику).
- Для примерного вычисления упругой деформации для стальной, медной трубы с проходом до 4 см принимается величина коэффициента 1,02.
- Для аналогов с внутренним диаметром больше 4 см эта цифра будет равной 1,014.
Чтобы точно знать угол, на который следует гнуть материал, учитывая радиус инерции трубы, применяется формула:
- ∆c является углом поворота срединной оси;
- Ki - это коэффициент пружинения по справочнику.
Когда искомый радиус больше сечения полого стержня в 2-3 раза, берется коэффициент пружинения 40-60.
Смотреть видео
Методы сгибания труб по радиусу
Существует несколько методов гибки труб по радиусу.
 С помощью ручных трубогибов.
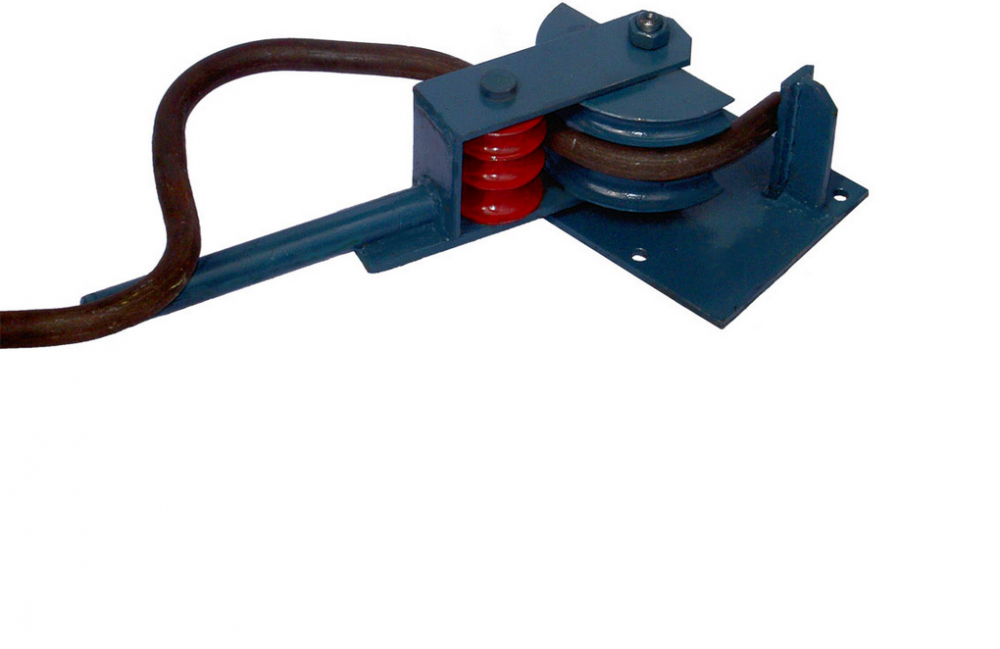
При единичном изготовлении гнутых труб используется ручной инструментарий. При этом материал может нагреваться либо обрабатываться в холодном виде. Приспособления представляют собой оправку, оснащаемую перемещающимся роликом, который гнет материал. Их принцип функционирования основан на сжатии стержня. Перед работой учитывается радиус инерции круглой или квадратной трубы.
С помощью ручных трубогибов.
При единичном изготовлении гнутых труб используется ручной инструментарий. При этом материал может нагреваться либо обрабатываться в холодном виде. Приспособления представляют собой оправку, оснащаемую перемещающимся роликом, который гнет материал. Их принцип функционирования основан на сжатии стержня. Перед работой учитывается радиус инерции круглой или квадратной трубы.
Работать прямо на стройплощадке можно при помощи мобильных устройств разной конструкции.
Самые простые рычажные приспособления. Благодаря длинному плечу в них материал гнется с помощью силового воздействия человека. Рычажные устройства дают возможность изгибать трубы под углом до 180 градусов. При условии, что это гибкий материал (сталь-нержавейка, медь, алюминий) диаметром до 20 мм.
Арбалетные трубогибы обладают более сложной конструкцией. В них труба укладывается на две опоры, которые поворачиваются вокруг своей оси. Гибочный модуль, сопряженный с передвигающимся штоком, давит на участок стержня, находящийся меж опорами.
В арбалетных приспособлениях возможна гибка полых стержней сечением до 10 см на углы до 90 градусов.
Штоки, которые давят на заготовку, могут быть:
- винтовыми механическими;
- гидравлическими, оснащенными ручным приводом;
- гидравлическими, оборудованными электродвигателем.
Наиболее производительны электрические приспособления. В них гибка заготовок осуществляется на съемных модулях, имеющих разный радиус. Изделие сгибается под нужным углом с помощью поворачивающейся оправки. Если строительная площадь не имеет электроснабжения, устройство может работать от аккумулятора.
С помощью такого инструмента может производиться гибка заготовок под углом до 180 градусов.
Гибка в штампах при помощи прессования
Сгибание заготовок, длиной не более 70 сантиметров, можно осуществлять при помощи штампования. В данном случае используются гидравлические либо механические прессы. Этот способ позволяет изготавливать элементы конструкций со сложной формой.
Прессование заготовок является самым дорогим способом гибки. Однако и производительность его наиболее высокая. Данный метод позволяет производить широчайший сортамент продукции.
Трубогибочное станочное оборудование
Гибка труб в промышленных масштабах осуществляется с помощью станков.
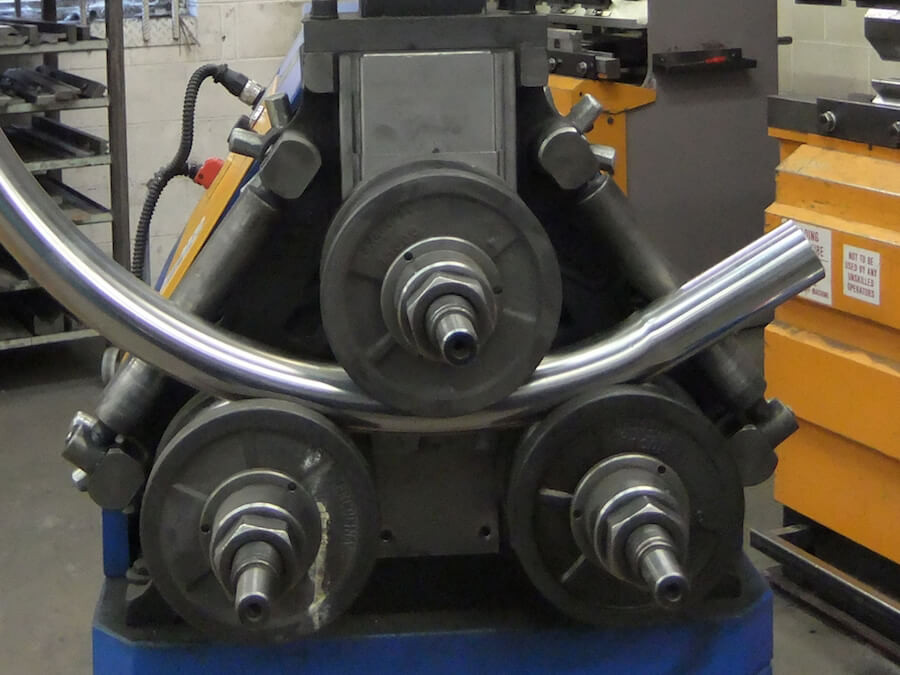
Гибка вальцеванием. Наиболее распространены станки, гнущие изделия при помощи вальцевания. Чаще всего применяется оборудование с тремя валками, предназначенное для изгибания длинных заготовок. На нем может делаться спиральный трубный прокат.
![]()
Изделие двигается через ролики, местоположение которых определяет радиус его изгиба. Одновременно оно с обеих сторон сжимается деформирующим цилиндром. Он расположен между валиками, так, чтобы была возможность гнуть заготовку на весу. Ролики в процессе обработки металла выполняют функцию опоры.
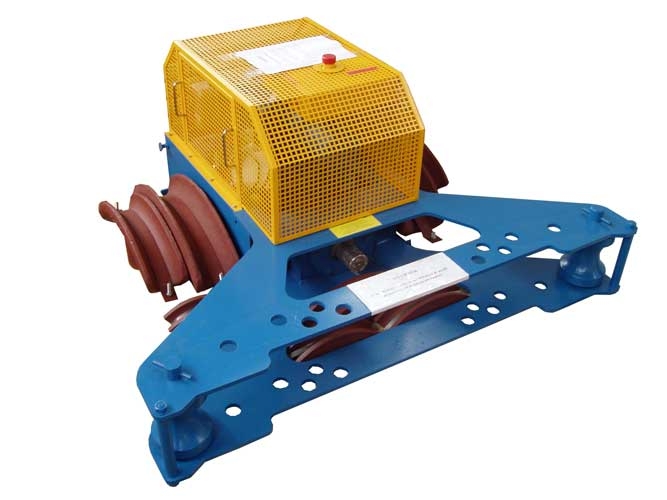
Обработка сжатием
Нередко на производстве применяются станки, гнущие заготовки с малым радиусом способом сжатия. На них обрабатываются заготовки малого и большого сечения. Процесс происходит с местным разогревом изделий и одновременным осевым давлением на них.
Станок состоит из:
- станины с расположенным на ней нагревателем;
- опорного ролика;
- пары клещевых зажимов, первый из них - гибочный поворотный, второй - осадочный.
Устройство способно гнуть элементы под углом 180º. Оно зажимает заготовки с постоянным усилием независимо от их сечения и значения осевого усилия, образующегося в эпицентре деформации при изгибе изделия. Оборудование может обрабатывать квадратный и прямоугольный профиль.
Ротационно-вытяжная гибка
Ротационная вытяжка труб производится на станках с электрическими либо гидравлическими суппортами для передвижения давящих роликов. Последние служат для получения нужной конфигурации и толщины производимого элемента.
При ротационной вытяжке получают изделия из полых вращающихся стержней, деформируемых валиками по перемещающейся оправке. Сейчас в большинстве случаев используются ротационно-вытяжные станки с ЧПУ. Их программа учитывает сопротивление материала при его деформировании. При изготовлении продукции используется соответствующий ГОСТ.
Заключение
Смотреть видео
В небольших объемах гибка труб может производиться при помощи ручного инструмента. В промышленных масштабах это делается на специальных станках. Перед работой необходимо осуществить расчеты минимально допустимого радиуса гибки.
Добавить в закладки
Как загнуть трубу наименьшим радиусом?
Домашние мастеровые сегодня самостоятельно выполняют для своих хозяйств почти все системы жизнедеятельности: водопровод, отопление, канализацию, строят малоэтажные дома, подсобные помещения, теплицы. Изобретают недорогие приспособления для изготовления и обработки строительных материалов, гнутья всевозможных профилей, резки и гибки различных труб, используют технологии сварки и отливки.
Гибка труб используется при создании металлических ограждений, это позволяет исключить необходимость в сварке и добиться нужного результата, просто согнув цельную трубу под необходимым углом.
Постоянно встречающихся причин для частой гибки труб в домашнем хозяйстве частного домовладения нет.
Однако появившаяся потребность в гнутой трубе, как правило, заявляет о себе требовательно и безотлагательно. Это может быть ремонт индивидуального водопровода или отопления, дополнительный отвод или что-то подобное.
Встает задача взять и загнуть нужную деталь.
А каким радиусом загнуть и как?
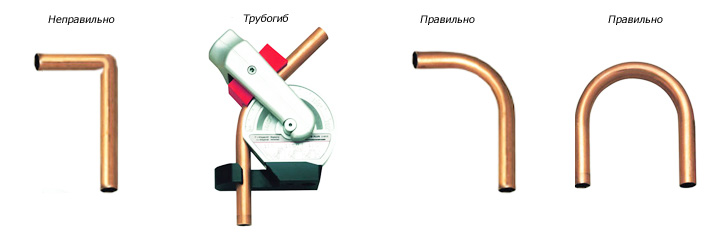
Схема правильной гибки труб.
Можно попробовать гнуть без всякой теории, но лучше воспользоваться чужим опытом. Чтобы при загибе трубы не сплющились, не порвались, не сморщились гофрой, необходимо знать минимальный радиус гибки, который зависит от материала, диаметра и толщины стенок. Влияет и применяемый метод сгибания. Но все по порядку.
Минимальный радиус зависит от диаметра загибаемой круглой трубы: чем больше ее диаметр, тем больше и радиус загиба. Ориентировочно до 20 мм он составит 3, а для труб большего размера - 4 наружных диаметра. Горячие способы позволяют почти вдвое уменьшить радиус гибки. Уменьшение происходит за счет увеличивающейся при нагреве пластичности стали.
Табл.1. Минимальный радиус гибки водогазопроводных труб (ГОСТ 3262-92 в редакции 1992 года), в мм.
Водогазопроводные трубы стальные, толстостенные, гнутся неохотно, требуют больших усилий, поэтому не рекомендуют применять без особой необходимости минимальный радиус сгиба. В большинстве случаев можно обойтись большими радиусами или применить фитинги.
Сложнее обстоит дело, если требуется гнуть часто это квадратная или прямоугольная. В домашних условиях это качественно сделать чрезвычайно трудно: при изгибе необходимо специальными приспособлениями удерживать форму сечения от сплющивания.
Табл.2. Минимальный радиус гибки медных (ГОСТ 617-90) и латунных (ГОСТ 494-90) труб, мм.
|
Наружный диаметр, мм |
Наименьший радиус гибки, мм |
Медные и латунные сантехнические изделия применяются в индивидуальном жилье все чаще. Металл легко поддается деформации, поэтому работать с трубами из него значительно легче, чем со стальными. Но физика деформаций при изгибе общая для латунных, медных и стальных труб.
Когда труба загибается, ее наружная поверхность в зоне загиба растягивается и стенка становится тоньше, а внутренняя поверхность радиуса, наоборот, сжимается и стенка утолщается. Это происходит и при холодном, и при горячем методе сгибания, во втором случае сжатие и растяжение происходит значительно сильнее. В зоне сгиба круглая форма сечения стремится сплющиться, стать овальной, условный проход уменьшается, если не принять мер против этих явлений.
Как загнуть своими силами?
Вы сможете гнуть практически все круглые трубы - диаметром от 6 миллиметров до толстостенных 163 миллиметровых труб, и даже больше.
В промышленном производстве существуют полуавтоматические и автоматические станки для массовой гибки деталей. На один сгиб уходит около 6 секунд. Небольшие мастерские, например, в управляющих компаниях, ЖЭУ, оснащены электрическими трубогибами с набором нужных насадок. В большинстве случаев стоит обратиться к ним, чтобы загнуть нужную в хозяйстве деталь. Конечно, это стоит каких-то денег, нужно договориться, сделать чертеж. А если такой возможности нет?
Существует несколько способов гнуть без нагрева, вот некоторые из них: обкатка, растяжение, наматывание, волочение, через фильеру, по копиру. Основной задачей всех приспособлений для гибки является сохранение круглой формы и , для чего применяются ролики или валки с наружной канавкой по форме и размеру трубы. Следующей целью является усиление действий человека за счет рычага или применения гидравлического пресса.
Гибка стальных труб в домашних условиях

Имеют несколько насадок на разные диаметры и применяются для гибки медных, латунных, алюминиевых и тонкостенных стальных труб диаметром до 22 мм.
Ручные трубогибы имеют несколько насадок на разные диаметры и применяются для гибки медных, латунных, алюминиевых и тонкостенных стальных труб диаметром до 22 мм. Водогазопроводные ручными приспособлениями не загнуть, для их гибки использовать придется уже гидравлику. Такой гибочный пресс устанавливается на стол или зажимается в тиски. Для единичных деталей, изготавливаемых время от времени, существует приспособление на тисках, позволяющее гнуть наименьший радиус.
Приобретать дорогостоящие приспособления для единичных работ невыгодно. Резон может оказаться при осуществлении предпринимательской деятельности по оказанию таких услуг населению. А для редких случаев существуют и более простые способы гибки труб, но требующие на это много времени. Для этого потребуется приготовить следующие инструменты и материалы:
- Прокаленный речной песок, 30 кг.
- Прочный стол или верстак.
- Цилиндрической формы металлическая оправка с радиусом загиба.
- Две деревянные пробки.
- Паяльная лампа.
Песок нужно просеять и прокалить на костре или паяльной лампой до исчезновения дыма. Затем приготовить стол, закрепив на нем оправку и установив упор для одного из концов. Упором могут служить тиски, установленные на стол. Вся конструкция также должна быть закреплена, иначе труба повернет ее вокруг себя.
Если планируется нагрев, то в пробках лучше просверлить отверстия диаметром 3-4 мм для выхода газов, образующихся при нагревании.
Для сохранения круглого сечения она заполняется прокаленным песком, для чего забивается один торец деревянной пробкой, насыпается и уплотняется песок постукиванием. Забивается вторая пробка, после чего трубу можно гнуть. Если один ее конец нельзя использовать как длинный рычаг, то нужно взять отрезок и одеть его для удлинения.
Используя стол как плоскость сгиба, устанавливаем один конец между оправкой и упором. Вторым концом, как рычагом, огибаем оправку и таким образом гнем трубу. Заполненная песком, она сохранит круглую форму и диаметр сечения в месте сгиба. Угол на 2-3% уменьшаем, так как металл пружинит, частично восстанавливая прежние размеры.
Для выполнения минимального радиуса загиба потребуется паяльная лампа. Заполненную песком трубу нагреваем лампой до покраснения в зоне сгиба, которую нужно заранее разметить. Немедленно после прогрева устанавливаем ее на стол и осуществляем гибку. Если планируется нагрев, то в пробках лучше просверлить отверстия диаметром 3-4 мм для выхода газов, образующихся при нагревании.
При остывании сталь, как и другой металл, немного возвращает предыдущую форму. То есть угол сгиба может оказаться больше необходимого. Тогда процесс нагрева и гибки нужно повторить. После получения нужной формы пробки высверливают или выжигают, песок высыпают и хранят для следующего раза. Проверяют место сгиба на отсутствие растяжек, трещин, разрывов и гофры. В завершении трубу обрезают до нужных размеров, очищают от окалины, нарезают резьбу, и деталь готова.
Огонь, медные и латунные трубы
Медные и латунные трубы можно гнуть, также заполняя их песком, если планируется минимальный радиус гибки с нагревом. Если без нагрева, то заливают расплавленной канифолью, после заглушки торцов трубу гнут. Для гибки небольших, до 22 мм диаметров, лучше иметь в хозяйстве ручной рычажный трубогиб, который есть в продаже. С его помощью быстро и легко гнуть разные детали трубопроводов.
Для гибки малыми радиусами медных и латунных труб в домашних условиях также понадобится паяльная лампа или газовая горелка. Отожженная труба гнется на оправке легко, но исправлять сгиб труднее, необходим повторный нагрев. Кроме заполнения песком, используют специальное приспособление - пружину, одеваемую на трубу в месте сгиба. Пружина позволяет гнуть, но не дает трубе сплющиваться. Сохраняется геометрия сечения трубы. После гибки пружину «свинчивают» и снимают.
Пластиковые трубы гнем без проблем
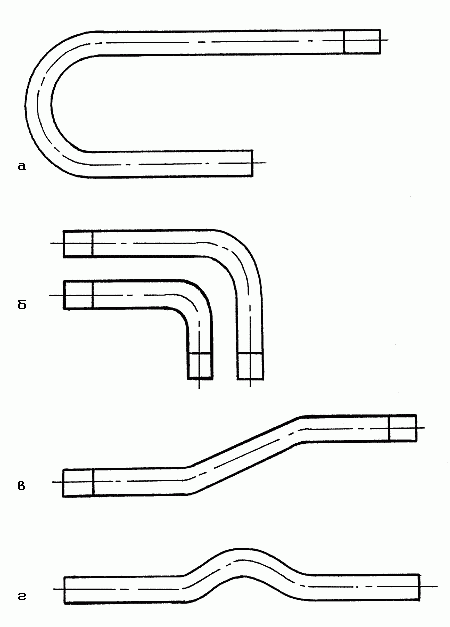
Виды загибов труб: а – калач; б – отводы; в – утка; г – скоба.
Пластиковые трубы пластичны настолько, что гнутся без затруднений. Однако когда требуется выполнить наименьший из возможных радиусов сгиба, возникают те же физические явления сплющивания, как и у металлических труб. Полипропиленовые трубы более жесткие, чем другие пластиковые. Пластичность материала и его растягивание при загибании может критически уменьшить толщину стенку трубы и нарушить прочность трубопровода, особенно если он находится под давлением. Поэтому пластиковые трубы не стоит гнуть для использования в напорных системах, а применять пайку фитингов, которая обеспечивает прочность соединений.
Для других целей, например, при устройстве теплых полов, гнут пластиковые трубы в домашних условиях, заполняя их по примеру металлических, но солью. Соль прокаливают на сковороде, после чего засыпают в трубу и затыкают торцы пробками. Горячая соль прогревает трубу, повышая ее пластичность, и труба легко гнется.
Наименьший радиус сгиба равен двум диаметрам. После придания нужного угла гибки пластиковую трубу следует зафиксировать до полного ее остывания. Для дополнительного прогрева, корректировки сгиба можно использовать строительный фен. Без нагрева полипропиленовую трубу можно медленно и осторожно гнуть с минимальным радиусом в 7-8 диаметров.
Особенности гибки профилированных труб
Из профилированных часто применяются квадратные и прямоугольные стальные трубы. Используются они для разнообразных конструкций в домашнем хозяйстве. Качественно гнуть такие трубы вне специализированных мастерских, без оборудования практически невозможно. Описанные способы не дают сохранить прямоугольность сечения в месте сгиба, и эстетическая ценность от этого снижается.
И все же гнуть можно профилированные трубы с использованием несложных и недорогих приспособлений и больших радиусов сгиба. Главные детали в гибочном устройстве - профильные ролики, которые в процессе гибки сохраняют в сечении прямоугольную форму.
Применяются нередко имитации гнутья. Труба с внутренней стороны надрезается с определенным шагом, затем сгибается без особых усилий. После этого все швы завариваются и зачищаются шлифмашинкой. При шаге пропилов в 20 мм радиус сгиба будет минимальным.