To kategorija:
Bušenje metala
Ugradnja i pričvršćivanje dijelova za bušenje
Kako bi se osigurala točnost prilikom bušenja, svi dijelovi, osim vrlo teških, čvrsto su pričvršćeni na stolu bušilice. Za ugradnju i fiksiranje obradaka na stol bušilice koriste se različiti uređaji, od kojih su najčešći: stege sa vijcima, mašinske stege (vijčane, ekscentrične i pneumatske), prizme, graničnici, kvadrati, provodnici, specijalni uređaji , itd.
Sistem pruža informacije o proizvodnji, preventivnom i tekućem održavanju, kao i tekuću dijagnostiku mašine za narezivanje navoja. Dispečer ima mrežni port za prijenos podataka i modem za aktiviranje udaljene usluge. 
Za kvalitetnu proizvodnju, unos kontrolnih sistema je bitan u modernim mašinama za narezivanje navoja. Praćenje sila deformacije, pored zaštite alata i mehanike uvlačenja konca, predstavlja i efikasnu indirektnu kontrolu usklađenosti dimenzija proizvedenih delova.

Rice. 1. Vertikalna bušilica 2N125L

Rice. 2. Radijalna bušilica 2H55
Rice. 3. Stege
Sistem razmatra različite tačke primene senzora napona, čitajući rezultate na ekranu ugrađenom u kontrolnu tablu mašine. Sistem upravljanja može biti apsolutan ili relativan. Osim toga, drugi sistemi za kontrolu sile mogu se ugraditi u svaku mašinu prema zahtjevima kupca. Detektovani signal napona se također može koristiti za aktiviranje uređaja koji nije usklađen.
Potrebe industrije za sve preciznijim dijelovima bez kvarova zadovoljavaju se kako građevinskim mašinama za završnu inspekciju dijelova tako i izgradnjom proizvodnih sistema koji mogu proizvesti kvalitetne dijelove i eliminirati neispravne dijelove. Anomalija koju detektuje sistem kontrole napona aktivira vrata za odbacivanje, dozvoljavajući delovima sa neispravnim navojem da se odvoje. Na izlazu iz alata, relevantni dijelovi se transportuju na vodilicama za pražnjenje, što smanjuje njihovu brzinu kako bi se minimizirao utjecaj na rampu transportera i gotove dijelove koji se nalaze u kontejneru.
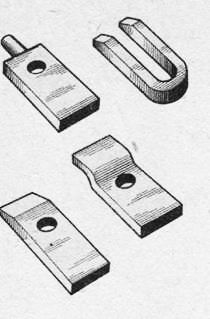
Pričvrsne stezaljke se koriste u četiri tipa: prstaste, viljuškaste, popločane i zakrivljene. Za sigurno pričvršćivanje malih dijelova dovoljna je jedna kvačica, a za velike zupčanike potrebna su dva ili više kvačica.
Montažni vijci. Svi stolovi za bušenje imaju T-proreze. U ove utore se ubacuju vijci za pričvršćivanje raznih uređaja.

Savremeni alatni strojevi moraju se proučavati kako bi se omogućili najbolji uvjeti za rad operatera, s posebnom pažnjom na njihovu sigurnost i zaštitu. okruženje. Grana cijevi s navojem djeluje kao prigušivač zvuka i štiti operatera od opasnog kontakta s pokretnim dijelovima.
Rukovaoci, kroz široke merdevine i platforme, racionalnu kontrolnu tablu postavljenu na rotirajući postolje, pogodna pristupna vrata i efikasno osvetljenje u radnom prostoru; tehničari za održavanje, sa panelima za pristup raznim mehaničkim dijelovima i lako dostupnim servisnim elementima. Platforma na koju je mašina pričvršćena takođe ima funkciju zadržavanja tehničkih tečnosti, sprečavajući njihovo slučajno prolivanje i kapanje u radno okruženje.
Vijci se koriste za razne poslove. različite vrste. Za konvencionalno pričvršćivanje koriste se vijci s četvrtastom glavom, koji se ubacuju s kraja T-utora. Vijci s T-glavom su praktični. Mogu se umetnuti bilo gdje u žljeb i zatim rotirati za 90°. Ova vrsta vijka je posebno korisna kada je potrebno osigurati unutrašnjost dijela koji bi inače morao biti podignut iznad vijka. Ponekad je poželjno koristiti glavu u obliku slova T s rupom s navojem, jer odvrtanjem igle možete lako pomjeriti glavu na pravo mjesto.

Rastuća potražnja za industrijom montažnih vijaka podstiče proizvođače mašina da ponude posebne uređaje za automatsku montažu. Ovi uređaji omogućavaju da se jedna ili dvije podloške umetnu u vijak prije navoja tako da se ugradi u isti vijak.
Bez ugrožavanja pouzdanosti ili performansi mašine za narezivanje navoja, ovi uređaji omogućavaju montažu različitih tipova podložaka sa širokim rasponom prečnika i dužina vijaka. Sistem kontrole senzora osigurava da svi šrafovi poslani na navoj sa podloškama budu ponovo uvedeni od strane onih koji ih nemaju. Za male vijke proizvedene velikom brzinom, koristi se poseban blok u kojem poluge brega vrše pritisak na glavu vijka kako bi se suprotstavili efektu centrifugalne sile.
Set od nekoliko takvih glava i klinova različitih dužina eliminira potrebu za setom različitih vrsta vijaka različitih promjera.
Kvadrati se koriste za pričvršćivanje takvih predmeta koji se ne mogu ugraditi za obradu rupa na stolu stroja, u škripcu i drugim uređajima. Kvadrati su jednostavni i raznovrsni.
Valjanost sistema automatske proizvodnje mjeri se autonomijom rada, tj. radni period bez intervencije operatera. Na ovaj način se postiže visoka efikasnost proizvodnje, što je preduslov za povećanje profitabilnosti sistema.
Porter se sastoji od vibrirajućeg rezervoara i sistema za pojačanje fiksne količine i pokretne kašike. Spremnik utovaruje komade u kantu, koja, ovisno o potrebi, učitava i okreće komade unutar vibratora. 
Konac šparoga ili bezglavi delovi u mašinama za ravno češljanje izuzetno su povoljan u pogledu kvaliteta i produktivnosti. Za postizanje ovih uslova potrebno je imati pouzdan sistem napajanja.
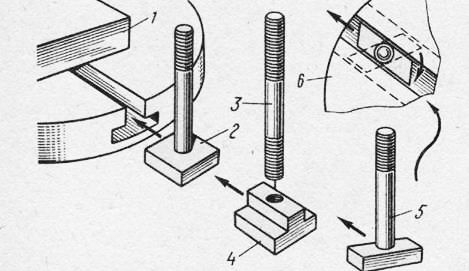
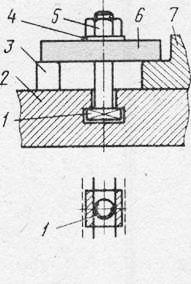
Rice. 4. Vijci za montažu: 1 - detalj, 2 - vijak sa četvrtastom glavom, 3 - klin, 4 - klin s T-glavom, 5 - vijak s T-glavom, 6 - pogled odozgo na vijak T-glave u T-figurativnom žljebu na sto
Dijelovi s navojem nalaze se ispred ulaznog uređaja putem cjevastog kanala. Pneumatski uređaj za odvajanje osigurava pravilnu frekvenciju dijelova u radnom području. Postoje dva moguća rješenja za napajanje optički orijentiranih dijelova. Optimalno rješenje je spojiti nit za uvlačenje na presu koja na posljednjoj stanici šalje žigosani dio direktno u uvlakač konca preko kanala. Drugo rešenje obezbeđuje sistem punjenja sa vibratorom ili liftom u zavisnosti od dužine delova i mehaničkim sistemom za odabir tipa ili sa digitalnom video kamerom.
Rice. 5. Jednostavan kvadrat
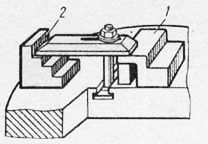
Jednostavni kvadrati obično imaju dvije precizno obrađene police (sl. 208), od kojih jedna služi za ugradnju na sto mašine, a druga za ugradnju i pričvršćivanje dijela.
Univerzalni kvadrati se koriste za ugradnju raznih radnih komada pod različitim uglovima u odnosu na sto mašine. Obje police univerzalnog kvadrata povezane su jedna s drugom osom šarke i mogu se postaviti pod bilo kojim kutom jedna u odnosu na drugu. Radni komad je pričvršćen na montažnu površinu kvadrata uz pomoć steznih šipki, jastučića i vijaka umetnutih u utore u obliku slova T rupe ili utora.
Šivanje u operaciji često se kombinuje sa rezanjem. U stvari, postoji mnogo tipova skošenja i šavova koji se mogu napraviti lakše i ekonomičnije obradom rezanja prije rezanja, umjesto korištenjem složenih alata za probijanje niskih performansi.
Ova pozicija se može memorisati kako bi se ubrzalo vrijeme podešavanja. Prvo se vijak umetne između stezaljki dva prijemnika, a zatim se gurne unutar vretena, gdje se vrh seče. Čipovi se uklanjaju u blizini rashladnog sredstva i sakupljaju u odgovarajuće posude dok se tečnost filtrira i reciklira. Po želji naručioca, šivanje može biti jedna mašina ili radni uređaj u kombinaciji sa vodilicom konca, za probijanje delova pre rezanja istim sistemom utovara.
Stepeni nosači ("piramide") (Sl. 209) različitih izvedbi imaju različit broj stepenica. Zaustave ispod vanjskih krajeva kvačica mogu se napraviti pomoću jednog graničnika na prizmama od metalnih ili tvrdog drveta. Ako se koristi drveni graničnik, on mora imati dovoljan poprečni presjek da pruži potrebnu krutost. Zaustavnik je postavljen tako da se pritisak stezanja prenosi na rez okomit na drvena vlakna.

Kako je fleksibilnost performansi postala neophodna za osvajanje novih tržišta, važno je prilagoditi mašine tako da odgovaraju zahtjevima i strategijama kupaca. Na primjer, primjena različitih sistema za hranjenje na istoj mašini omogućava proizvodnju i šrafova i šparoga. Cilj nekih kupaca je da koriste mašinu samo za jednu vrstu proizvoda, ali velikom brzinom, minimizirajući vreme trajanje baterije automobili. Da bi se ispunila ova potreba, nude se rješenja koja omogućavaju utovar vijaka u kontinuiranom i automatskom načinu rada.
Rice. 6. Jednostavan kvadrat
Rice. 7. Stepenice

Rice. 8. Ugradnja i fiksiranje valjka
Na sl. 8 prikazuje ugradnju valjka pomoću jednog graničnika na prizme. Ovisno o radnim uvjetima, postavka može varirati, ali radni komad uvijek mora biti čvrsto pričvršćen.
Strojevi za napajanje zaslužuju posebnu pažnju jer moraju garantirati maksimalnu pouzdanost i izdržljivost. 
Evolucija svijeta striminga tjera dizajnere i tehničare da kreiraju složenije proizvode s ovom tehnologijom. U fazi planiranja nove investicije veoma je važno imati pouzdanog i pouzdanog partnera u razvoju i implementaciji odgovarajućih alata za proizvodnju traženih delova.
Tim inženjera, koristeći najsavremeniji softver za modeliranje i dizajn, surađuje s klijentom kako bi odredio najbolja rješenja za industrijalizaciju proizvoda. Zaposlenje: Koristi se za popravku razni dijelovi, ne dugo i lako se sklapa i rastavlja. Klasifikacija: Postoje četiri velike grupe vijaka - odvijači, prigušivači, pritisni vijci i klinovi.
Čepovi sa vijcima. Stezni vijci sa četvrtastom glavom ugrađuju se u žljebove u obliku slova T na stolu bušaće mašine ili na ploči mašine. Na vijak se postavlja stezna šipka, koja s jedne strane leži na rubu izratka koji treba pričvrstiti, a s druge - na graničniku. Matica, naslonjena na podlošku, pritiska radni predmet uz pomoć stezne šipke na gornju ravninu stola. Stege dolaze u različitim oblicima i veličinama.
Naše mašine imaju elektro-zavarenu čeličnu strukturu koja je stabilizovana da obezbedi maksimalnu krutost potrebnu tokom operacije valjanja. Deo koji definišemo kao "glavu" mašine na koju se montiraju glavni delovi Mehanički prenos je uvek završen operacijama brušenja kako bi se garantovala centrična tačnost u početnoj kvadraturi. U ravnim češljevima, klizno tijelo se dobiva od laminiranog lima materijala visoke čvrstoće dobivenog glodanjem i naknadnim brušenjem na CNC mašinama. zatim dodatno obložen kaljenim čelikom.
Mašinske stege se najčešće koriste za držanje malih dijelova. Mogu biti okretni i neokretni.
Strojni škripci dolaze u različitim vrstama i veličinama. Dimenzije škripca određene su širinom čeljusti i maksimalnom razmakom između njih.
Strojni okretni škripci su jednostavnog dizajna i jednostavni za korištenje. Sastoje se od osnove pričvršćene za sto mašine, fiksne čeljusti i pokretne čeljusti, kaljenih traka između čeljusti, olovnog zavrtnja, vodilica, steznih traka.
Različite vrste mašina koje nudimo razlikuju se po dizajnu, u zavisnosti od proizvodnje koju će morati da izvrše. Za navoje od prečnika 1 do prečnika 30 sa visinom alata do 300 mm. Naši sistemi za probijanje u 2 ili 3 tačke su čisto mehanički i to sprečava bilo kakve prekide između i kinematike mašine.
Razlikuju se od češljeva po tome što imaju različitu kinematiku i koriste centralno vreteno za deformaciju komada, na koji je montiran valjak navoja i sektor na držaču alata; Između njih je ušrafljen vijak, koji se uvrne pomoću uvodnog klizača. Mogu se isporučiti kao moduli u kombinaciji sa drugim mašinama ili kao pojedinačne mašine.
Rotaciona mašinska stega se sastoji od osnove pričvršćene za sto mašine, izrađene u jednom komadu sa fiksnom čeljusti, pokretnom čeljusti, steznim šipkama, zavrtnjem i naglaskom.
Vijak se uvrće ili izvlači iz matice, fiksira ili urezuje u tijelo pokretne spužve, uz pomoć ručke.
Prije ugradnje dijela u škripac, sto stroja se temeljito obriše. Zatim obrišite i lagano nauljite površinu osnove stege koja je u kontaktu sa mašinom. Stega se ugrađuje u sredinu stola, čeljusti se rašire na širinu stegnutog dijela, čeljusti i dno stega, stezne šipke se brišu, a dio se postavlja na oblogu i zatim pritisne na fiksnu vilicu. Daske na visini biraju se tako da radni komad strši 6-10 mm iznad površine čeljusti.
Podloške za vijke ili čahure za vijke
Blokovi i nastavci za vijke koji se mogu kombinovati sa modularnim valjcima ili isporučiti kao zasebne i nezavisne jedinice za obradu. Naš sistem vrši dodjelu pinova tako što zaključava vijak i uklanja materijal pomoću alata montiranih na rotirajućem vretenu.
Radi se o modulima za valjke koji omogućavaju automatsko učitavanje i orijentaciju klinova pomoću mehaničkih sistema selekcije koji garantuju veliku brzinu proizvodnje. Vertikalni utovarivači s prijenosnim sistemima vrata prtljažnika za našu ekskluzivnu upotrebu; vertikalni uzlazni uzlazni sistem je kontrolisan logikom protiv ometanja.
Obloge za dio u kojem se buši rupa moraju imati paralelne ravnine. U suprotnom, zbog nagiba dijela, bušilica će voditi prema "niskom". Ako je obloga neravna, tetura, postoji opasnost da se bušilica zakoše u rupi prilikom bušenja. Rupa će se pomaknuti u stranu, iskriviti se. Također je moguće da se svrdlo pokvari zbog hvatanja dijela njime ili loma dijela ako je tanak (hvatanje bušilicom iz iskosa).

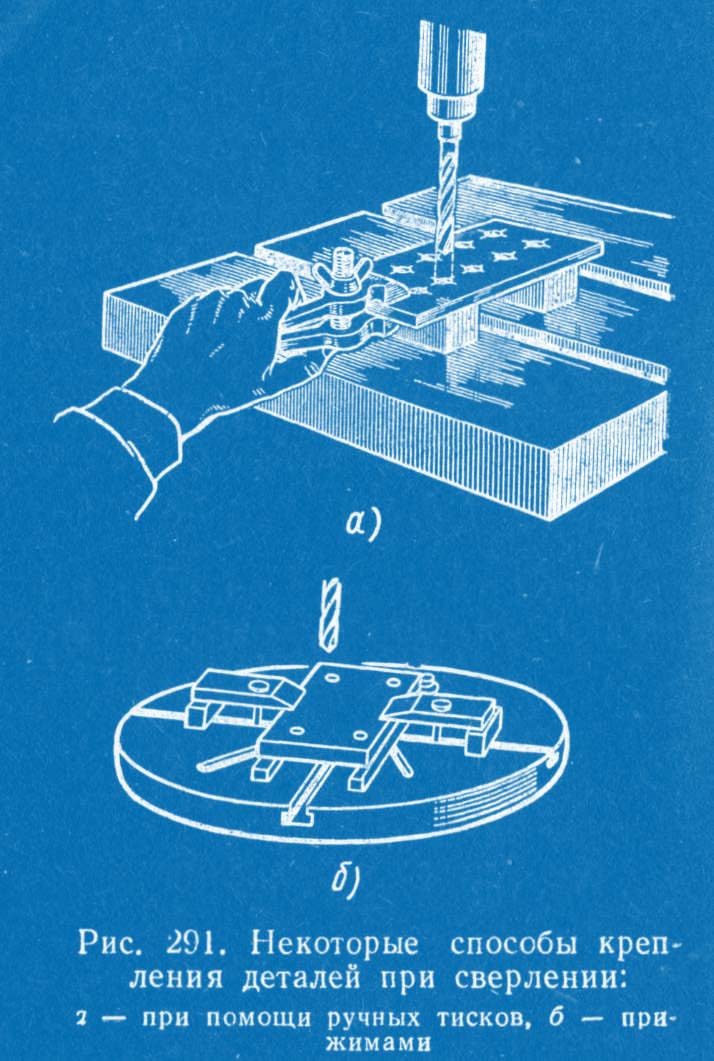
Rice. 9. Neki načini pričvršćivanja dijelova bušenjem: a - ručnim škripcem, b - stezaljkama
Rice. 10. Pričvrstite vijcima
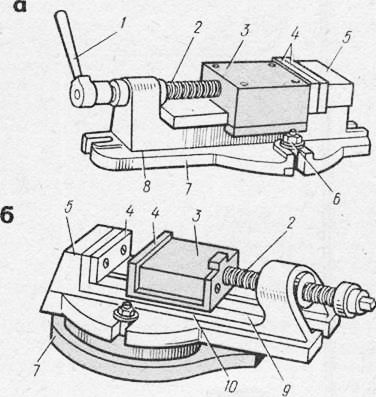
Rice. 11. Bravarski škripac: a - fiksni, b - okretni
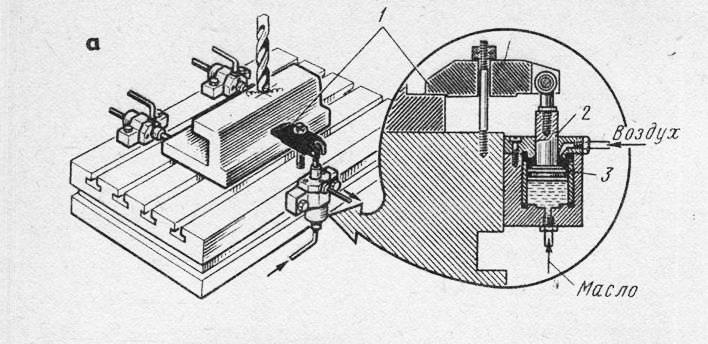
Rice. 12. Dijelovi za pričvršćivanje: a - hidraulične stege, b - na elektromagnetnu ploču; 1 - stezaljka, 2 - šipka, 3 - zaptivni prsten
Nakon ugradnje dijela u zadatak, uznemiruje se laganim udarcima čekića, provjerava se koliko čvrsto dio pristaje na oblogu i opet se stegne vijkom.
Za mehanizirano stezanje dijelova koriste se pneumatski, hidraulični, pneumohidraulički i elektromehanički pogoni. Univerzalni stolovi sa pričvršćenim hidrauličkim stezaljkama imaju široku primjenu. Jedan od ovih uređaja je prikazan na sl. 214, a.

Rice. 13. Provodnik u obliku kutije
Rice. 14. Nadzemni provodnik
Korištenje elektromagnetnih ploča umjesto strojnog škripca značajno ubrzava pričvršćivanje dijelova, a samim tim i povećava produktivnost rada. Elektromagnetne ploče imaju privlačnost od 500 kPa (5 kgf / cm2), ispravljeni napon napajanja od 36 V.
Kod velikih serija identičnih delova i kada je potrebna visoka preciznost, rupe se buše bez obeležavanja u provodnicima.
Metoda bušenja rupa duž šablona je mnogo preciznija i produktivnija nego kod označavanja, budući da se eliminira proces označavanja, potreba za poravnanjem tijekom ugradnje i pričvršćivanja dijela. Provodnici, ovisno o obliku dijelova, su zatvoreni (kutijasti), nadzemni itd.
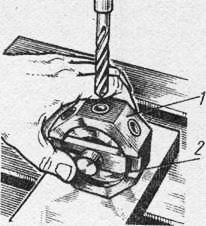
Provodnik u obliku kutije. Radni komad se stavlja u ubod pažljivo očišćen iznutra, zatvoren poklopcem i stegnut vijcima. Bušilica ulazi u vodilice i buši rupu u dijelu.
Na sl. 14 prikazuje dizajn gornjeg provodnika. Radni komad se montira na podnožje provodnika. Poklopac provodnika se postavlja na dio i pritišće na njega vijcima. Zatim se bušilica umetne u čahuru i izbuši se rupa.
Inženjeri dizajna V. S. Kuznetsov i V. A. Ponomarev razvili su univerzalne montažne uređaje (USP) koji se koriste za izvođenje različitih vodoinstalaterskih radova. Suština sistema univerzalnih montažnih učvršćenja je da se potrebno učvršćenje sastavlja od pojedinačnih normalizovanih elemenata, na primer, steznog učvršćenja za pričvršćivanje delova tokom bušenja, turpijanja itd. Nakon izvršenja jedne ili druge operacije, učvršćenje se rastavlja na svoje sastavnih elemenata iu novom rasporedu ovi elementi se mogu koristiti za sklapanje drugog učvršćenja, potpuno drugačijeg od prethodnog.
Opisani USP sistem zasniva se na potpunoj zamjenjivosti elemenata ovih uređaja. Jednostavnost dizajna montažnih elemenata osigurava visoku produktivnost.
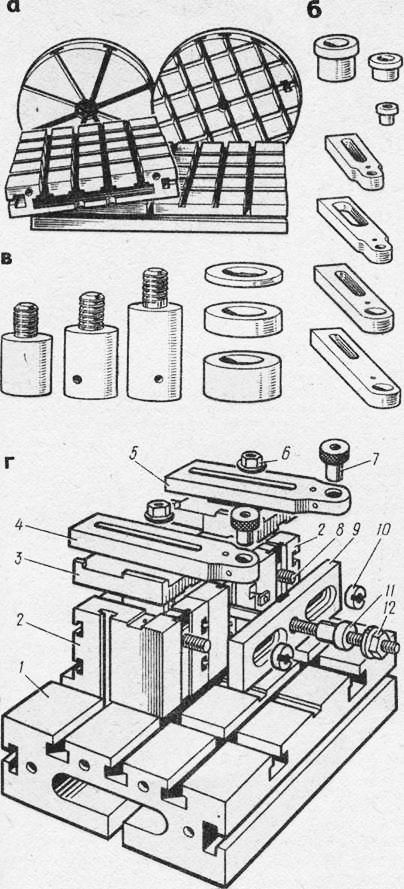
Rice. 15. Univerzalno montažno učvršćenje: a - osnovne ploče, b - dijelovi vodilice, c - čahure i pričvršćivači, d - sklop učvršćenja
Set univerzalnih montažnih uređaja uključuje sljedećih osam grupa normaliziranih elemenata:
- osnovne ploče dimenzija 120x180 i 370x720 mm, na čijoj se radnoj površini nalaze pravokutni žljebovi, žljebovi u obliku slova T i okrugle ploče promjera 320 i 440 mm, koje na radnoj površini imaju radijalne i T-oblike žljebove ;
- dijelovi za ugradnju - ključevi, prsti, diskovi itd. koji služe za fiksiranje normalizovanih elemenata kada su povezani;
- potporni dijelovi - obloge, kvadrati sa raznim žljebovima, namijenjeni za ugradnju i spajanje tehnoloških baza;
- dijelovi za vođenje dizajnirani za precizno vođenje alata, čahure za pričvršćivanje, itd.;
- delovi za stezanje različitih strukturnih oblika (kvači);
- pričvršćivači: vijci, matice, vijci, podloške, vijci, itd. - za spojne dijelove (Sl. 15, a);
– normalizovani detalji; normalizovane montažne jedinice (sklopovi).
Prisutnost ovih dijelova omogućava vam sastavljanje do 150 različitih uređaja. Sastavljen USP uređaj je prikazan na sl. 217, grad
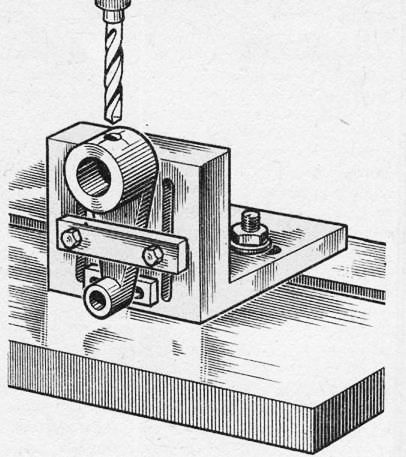
Osnova univerzalnog uređaja za montažu je ploča (Sl. 217), na nju su pričvršćena dva nosača na koje su postavljene vodilice za šipke koje nose čahure vodiča. Nosači, lajsne i provodničke trake se pritišću na podnožje maticama. Provodne čahure željene veličine se ubacuju u trake.
Šipka je pričvršćena na bočnu površinu vijcima i maticama. U njegov središnji otvor ulazi čaura, čija vanjska cilindrična površina služi za centriranje radnog predmeta koji se svojim montažnim otvorom postavlja na površinu. Čaura je fiksirana u radnom položaju navrtkom.
Upotreba univerzalnih uređaja za montažu omogućava veliku uštedu vremena i materijalnih resursa.
Bušenje na provodniku. Nakon prethodnog čišćenja površine stola mašine i provodnika od prljavštine i strugotina, u vreteno mašine se ugrađuje bušilica potrebne veličine. Priključak se postavlja na sto mašine tako da potporna baza uboda čvrsto pristaje uz površinu stola.
Rice. 16. Bušenje na provodniku
Rice. 17. Bušenje prema šablonu: 1 - bušilica, 2 - šablon, 3-stega, 4 - radni komad, 5 - prizma
Uložak se drži lijevom rukom, svrdlo se lagano dovodi kroz vodeću čauru do dijela desnom rukom tako da bušilica točno stane u čauru. Nemojte snažno pritiskati bušilicu kontrolnom ručkom kako biste spriječili lomljenje bušilice.
Prilikom bušenja duboke rupe, povremeno izvlačite bušilicu iz rupe i uklanjajte strugotine iz žlebova bušilice.
Bušenje prema šablonu koristi se kada je potrebno izbušiti nekoliko rupa u maloj seriji dijelova. Šablon je čelična ploča u kojoj se nalaze rupe u obliku dijela.
Prilikom bušenja ravnih, tankih obradaka istog oblika skupljaju se u paket, stavljaju na šablon i čvrsto stežu stezaljkama.
Nakon pripreme (brisanje stola mašine, šablona, dela), šablon se postavlja na deo i čvrsto fiksira stezaljkama.
Kako bi se spriječilo oštećenje stola, dio sa šablonom se postavlja na prizmu. Bušenje se izvodi sa malim i glatkim posmakom, kada bušilica izađe iz rupe, pritisak je oslabljen i dovod se smanjuje. Ovo je posebno važno kada burgija prolazi kroz svaki list, kada postoje dodatne sile koje mogu dovesti do loma bušilice.
Kako bi se osigurala tačnost pri bušenju, svi dijelovi, osim vrlo teških, čvrsto su pričvršćeni za sto bušilice. Za ugradnju i fiksiranje obradaka na stol bušilice koriste se različiti uređaji, od kojih su najčešći: stege sa vijcima, mašinske stege (vijčane, ekscentrične i pneumatske), prizme, graničnici, kvadrati, provodnici, specijalni uređaji , itd.
Koriste se četiri vrste:
- prst (Sl. 286, a);
- račvasto (sl. 286, b);
- popločan (sl. 286, c);
- zakrivljena (Sl. 286, a).
Mali dijelovi se mogu bezbedno pričvrstiti jednim kvačicom, dok su za velike delove potrebne dve ili više kvačica.
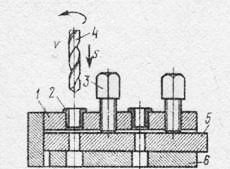
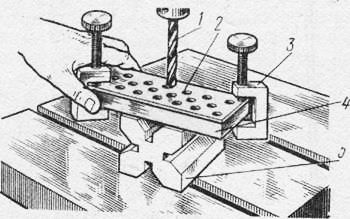
Svi stolovi za bušenje imaju T-proreze. U ove žljebove se ubacuju vijci za pričvršćivanje raznih uređaja (Sl. 287).
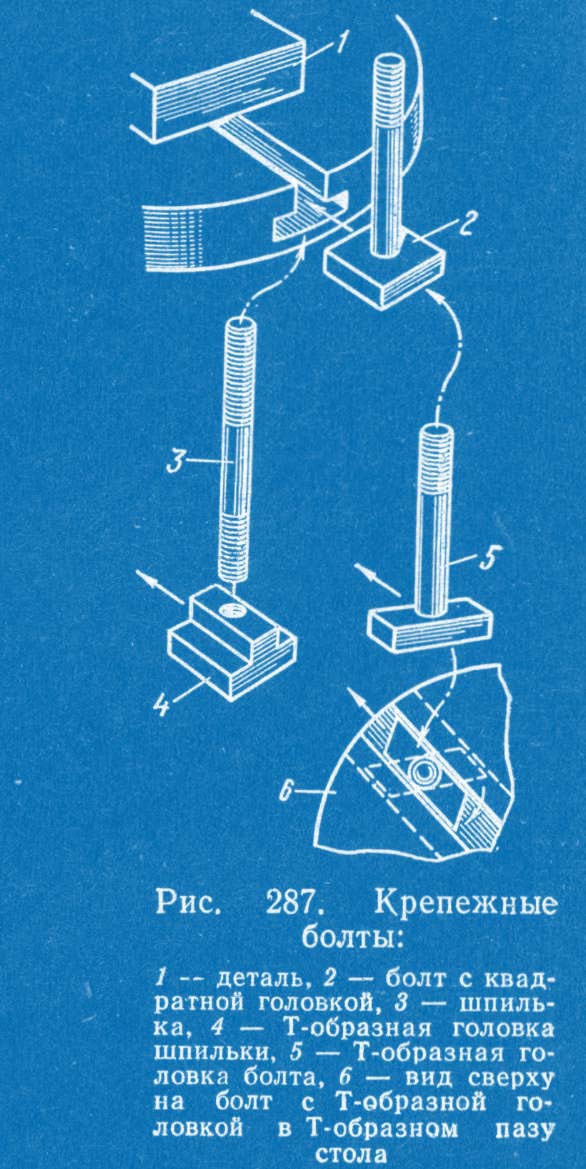
Za različite poslove koriste se različite vrste vijaka. Za konvencionalnu montažu koriste se vijci kvadratne glave 2, koji se ubacuju sa kraja T-utora. Vijci s T-glavom su zgodni. Mogu se umetnuti bilo gdje u žljeb i zatim rotirati za 90°. Ova vrsta vijka je posebno korisna kada je potrebno osigurati unutrašnjost dijela 1, koji bi inače morao biti podignut iznad vijka. Ponekad je poželjno koristiti glavu u obliku slova T 4 sa izrezanom rupom, jer odvrtanjem zatika 5 možete lako pomjeriti glavu 5 na željeno mjesto.
Set od nekoliko ovih glava i klinova različitih dužina eliminiše potrebu za setom različitih tipova vijaka različitih promjera.
Kvadrati se koriste za pričvršćivanje takvih predmeta koji se ne mogu ugraditi za obradu rupa na stolu stroja, u škripcu i drugim uređajima. Postoje kvadrati jednostavno i univerzalni.
Jednostavni kvadrati obično imaju dve precizno obrađene police (sl. 288), od kojih jedna služi za ugradnju na sto mašine, a druga za ugradnju i pričvršćivanje dela.
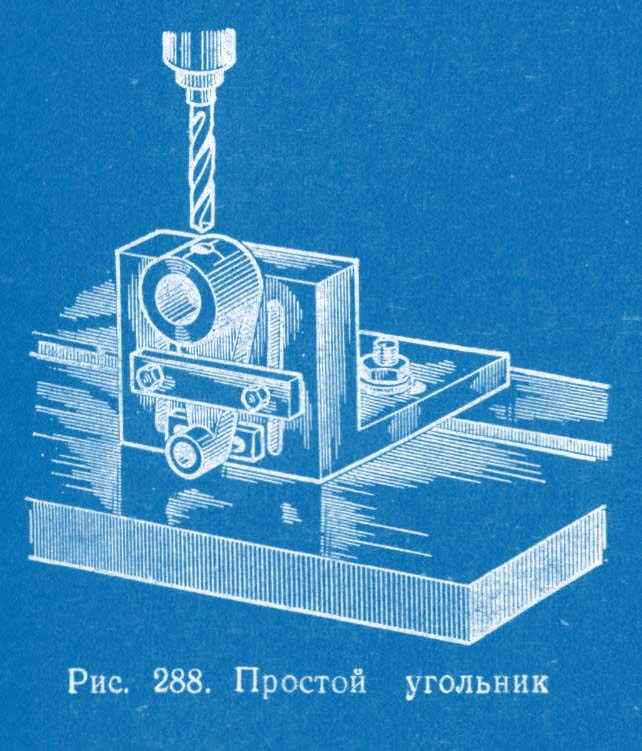
Univerzalni kvadrati koriste se za postavljanje raznih radnih komada pod različitim uglovima u odnosu na sto mašine.
Obje police univerzalnog kvadrata povezane su jedna s drugom osom šarke i mogu se postaviti pod bilo kojim kutom jedna u odnosu na drugu. Radni komad je pričvršćen na montažnu ravninu kvadrata uz pomoć steznih šipki, jastučića i vijaka umetnutih u utore u obliku slova T rupe ili utora.

2 (Sl. 289) različitih dizajna imaju različit broj koraka. Zaustavnici ispod vanjskih krajeva stezaljki mogu se napraviti od metalnih ostataka ili tvrdog drveta. Ako se koristi drveni graničnik 1, on mora imati dovoljan poprečni presjek da pruži potrebnu krutost. Zaustavnik je postavljen tako da se pritisak stezanja prenosi na rez okomit na drvena vlakna.

Na sl. 290 prikazuje ugradnju valjka pomoću jednog graničnika na prizme. Ovisno o radnim uvjetima, postavka može varirati, ali radni komad uvijek mora biti čvrsto pričvršćen. Na sl. 291, a, b prikazani su drugi načini pričvršćivanja dijelova pri bušenju.
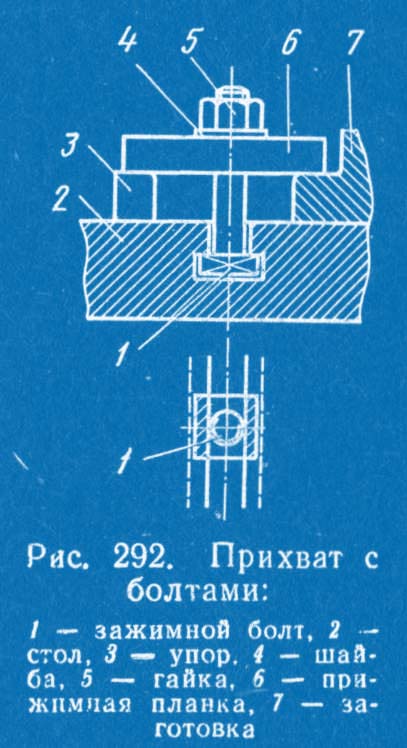
Čepovi sa vijcima
Stezni vijci 1 sa četvrtastom glavom ugrađuju se u žljebove u obliku slova T stola 2 bušilice ili ploče mašine (Sl. 292). Na vijak se postavlja stezna šipka 6, koja jednom stranom leži na ivici izratka koji se učvršćuje 7, a drugom stranom naleže na graničnik. Matica 5, naslonjena na podlošku 4 Y, pritišće radni predmet sa pomoć stezne šipke na gornju ravan stola. Stege dolaze u različitim oblicima i veličinama.
mašinski porok najčešće se koristi za pričvršćivanje malih dijelova. Mogu biti rotacijski i fiksno.
Mašinski škripci su dostupni u različitim tipovima i veličinama.Dimenzije stega su određene širinom čeljusti i maksimalnom razmakom između njih.
Strojni okretni škripac, (Sl. 293, b) su jednostavnog dizajna i lake za upotrebu. Sastoje se od osnove 7, pričvršćene vijcima na sto mašine, fiksne čeljusti 2 i pokretne čeljusti 5, kaljenih traka između čeljusti 3, 4, olovnog zavrtnja 6, vođica 7, steznih traka 8.
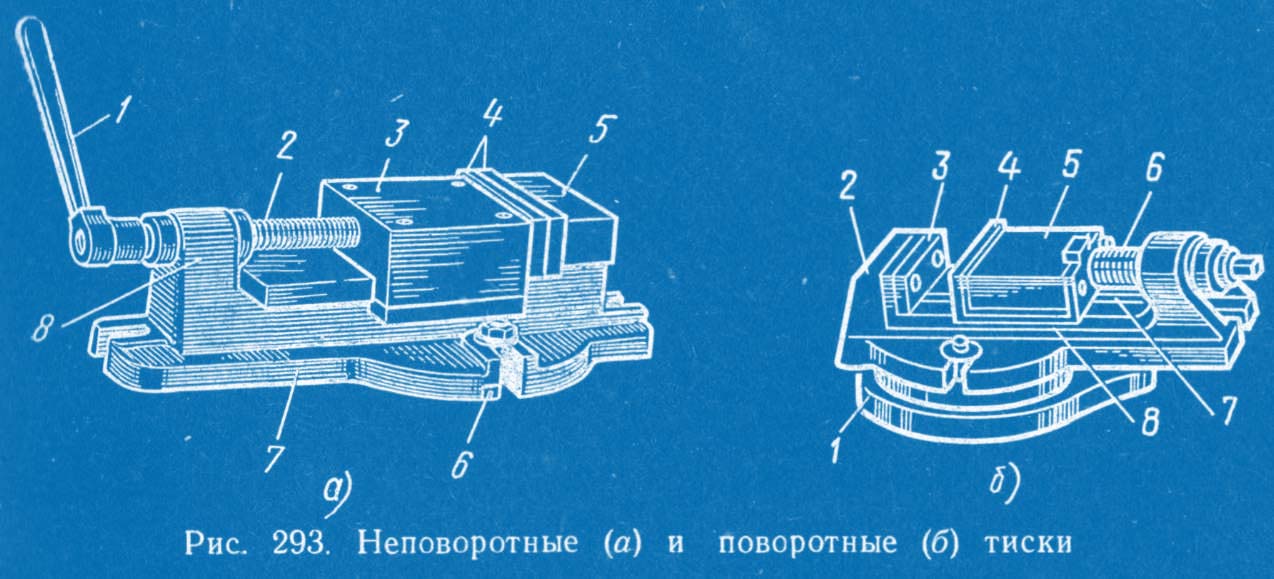
Mašinski fiksni stege sastoji se od postolja 7 (Sl. 293, a), pričvršćenog na sto mašine vijcima 6, izrađenih u jednom komadu sa fiksnim sunđerom 5, pokretnim sunđerom 3, steznim šipkama 4, vijkom 2 i nastavkom 5.
Vijak sa ručkom 1 se uvija ili izvlači iz matice, fiksira ili urezuje u tijelo pokretne spužve.
Prije ugradnje dijela u škripac, sto stroja se temeljito obriše. Zatim obrišite i lagano nauljite površinu osnove stege koja je u kontaktu sa mašinom. Stega se ugrađuje u sredinu stola, čeljusti se rašire na širinu stegnutog dijela, čeljusti i dno stega, stezne šipke se brišu, a dio se postavlja na oblogu i zatim pritisne na fiksnu vilicu. Visina traka je odabrana tako da radni komad strši 6-10 mm iznad površine čeljusti.
Obloge za dio u kojem se buši rupa moraju imati paralelne ravnine. U suprotnom, zbog nagiba dijela, bušilica će voditi prema "niskom". Ako je obloga neravna, tetura, postoji opasnost da se bušilica zakoše u rupi prilikom bušenja. Rupa će se pomaknuti u stranu, iskriviti se. Također je moguće da se svrdlo pokvari zbog hvatanja dijela njime ili loma dijela ako je tanak (hvatanje bušilicom iz iskosa).
Nakon ugradnje dijela u škripac, uznemiruje se laganim udarcima čekića, provjerava se koliko čvrsto dio pristaje na oblogu i ponovo se stegne vijkom.
Za mehanizovano stezanje obratka Koriste se pneumatski, hidraulični, pneumohidraulični i elektromehanički pogoni. Univerzalni stolovi sa pričvršćenim hidrauličkim stezaljkama imaju široku primjenu. Jedan od ovih uređaja je prikazan na sl. 294, a.
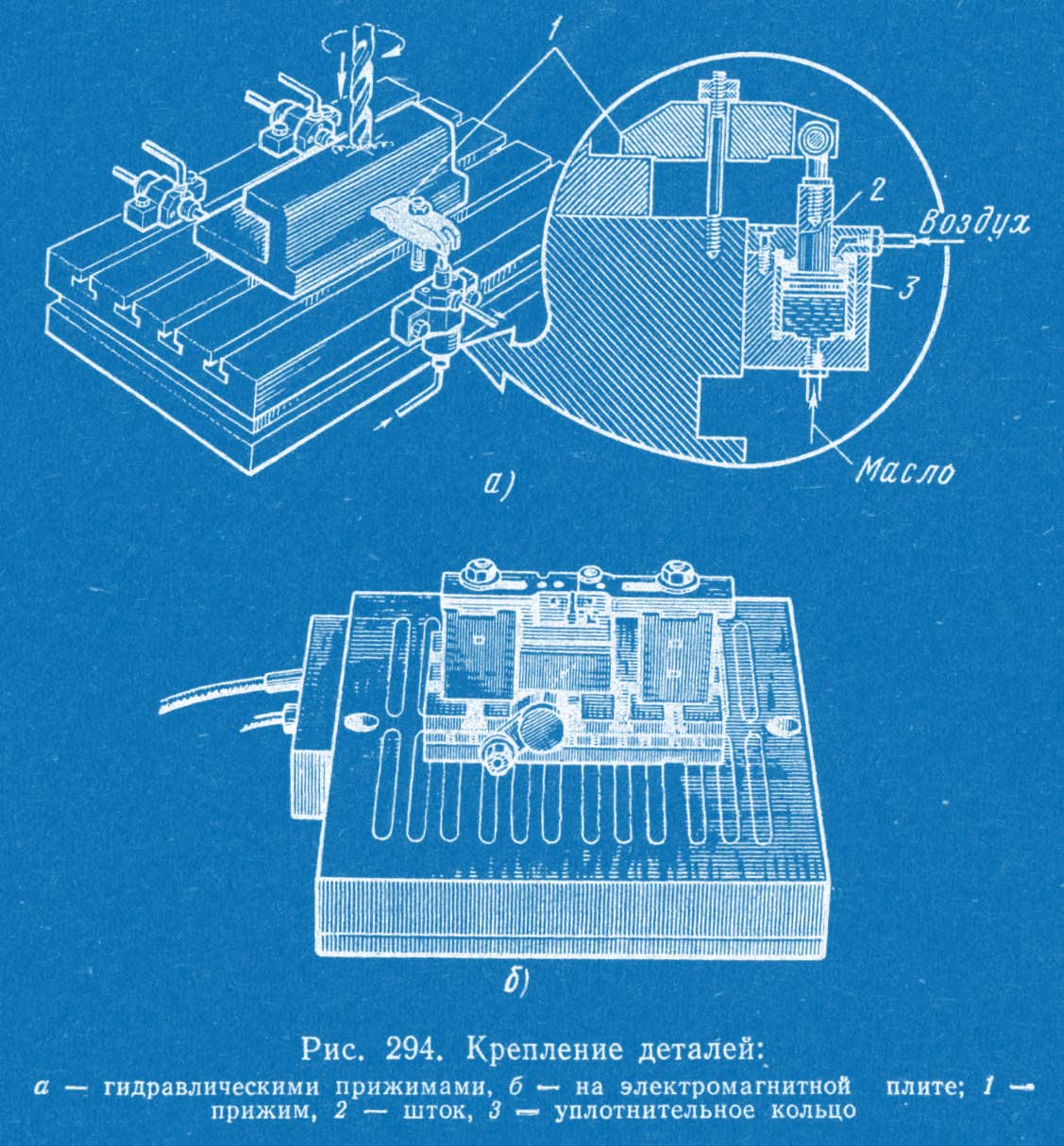
Upotreba elektromagnetnih ploča umjesto mašinskog škripca (Sl. 294, b) značajno ubrzava pričvršćivanje dijelova, a samim tim i povećava produktivnost rada. Elektromagnetne ploče imaju privlačnu silu od 5 kg / cm 2, ispravljeni napon napajanja od 36 V.
Uz veliki broj identičnih dijelova iu slučajevima kada je potrebna visoka preciznost, bušenje se vrši u posebnim uređajima tzv. provodnici.
Metoda bušenja rupa na šablonu mnogo preciznije i produktivnije od označavanja, budući da je eliminisan proces obeležavanja, potreba za poravnanjem tokom ugradnje i pričvršćivanja dela. Provodnici, ovisno o obliku dijelova, su zatvoreni (kutijasti), nadzemni itd.
Na sl. 295 prikazano kutija sa poklopcem. Radni komad se postavlja u šablon, a poklopac se stegne vijcima. Bušilica se ubacuje u vodeću čauru i buši se rupa.
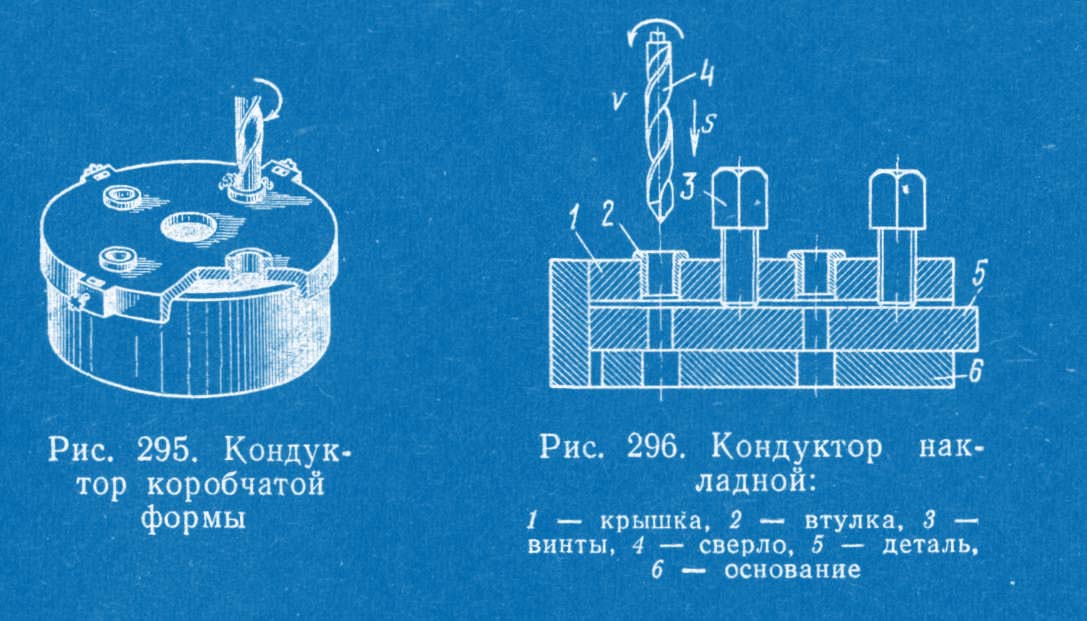
Na sl. 296 prikazano dizajn nadzemnih provodnika. Radni komad 5 je postavljen na osnovu 6 šablona. Poklopac 1 provodnika se postavlja na deo i pritišće na njega vijcima 3. Zatim se u čauru provodnika 2 ubacuje bušilica 4 i buši se rupa.
Inženjeri dizajna V. S. Kuznetsov i V. A. Ponomorev razvili su univerzalne uređaje za montažu (SAD) koji se koriste za izvođenje različitih bravarskih radova. Suština sistema univerzalnih uređaja za montažu leži u činjenici da se potrebni uređaj sastavlja od pojedinačnih normalizovanih elemenata, na primjer, steznog uređaja za pričvršćivanje dijelova tokom bušenja, prilikom turpijanja itd. Nakon izvršenja jedne ili druge operacije, uređaj se rastavlja na sastavne elemente i u novom rasporedu ti elementi se mogu koristiti za sklapanje drugog uređaja, potpuno drugačijeg od prethodnog.
Opisani USP sistem zasniva se na potpunoj zamjenjivosti elemenata ovih uređaja. Jednostavnost dizajna montažnih elemenata osigurava visoku produktivnost.
Set univerzalnih uređaja za montažu uključuje sljedećih osam grupa normaliziranih elemenata:
- osnovne kvadratne ploče (Sl. 297, a) veličine 120X180X360X720 mm, na čijoj se radnoj površini nalaze pravokutni žljebovi, žljebovi u obliku slova T i okrugle ploče prečnika 320 i 440 mm, koje imaju radijalne i T- oblikovani žljebovi na radnoj površini;
- dijelovi za ugradnju - tiple, prsti, diskovi itd., koji služe za spajanje normaliziranih elemenata zajedno;
- potporni dijelovi - obloge, kvadrati s raznim žljebovima, dizajnirani za ugradnju i spajanje tehnoloških baza;
- dijelovi za vođenje (Sl. 297, b), dizajnirani za precizno vođenje alata, čahure provodnika itd.;
- dijelovi za stezanje različitih strukturnih oblika (kvači);
- pričvršćivači: vijci, matice, vijci, podloške, vijci, itd. - za spojne dijelove (Sl. 297, c); normalizovani detalji; normalizovani čvorovi.

Prisutnost ovih dijelova omogućava vam sastavljanje do 150 različitih uređaja. Sastavljen USP uređaj je prikazan na sl. 297
Upotreba univerzalnih uređaja za montažu omogućava veliku uštedu vremena i materijalnih resursa.