PARTE 2 (Conceptos básicos, Radio de curvatura interior)
Entonces, para empezar, definamos los conceptos básicos. Al describir el proceso de doblado, usaremos lo siguiente:
Un concepto muy importante radio de curvatura interior. Es importante entender que este valor debe estar dentro de ciertos valores. ¡Tienes que apegarte a ellos! Tomemos, por ejemplo, un ejemplo específico: precargar la pieza de trabajo hasta 180 grados. Por alguna razón, es en nuestro país donde se esfuerzan por exprimir estos estantes a cero y hacer que la abrazadera quede perfectamente plana. Lo curioso es que esto se considera un estándar de calidad a la hora de aceptar productos. De hecho, lo contrario es cierto, la "sujeción plana" no es más que el resultado de una grave violación de la tecnología de doblado, en la que el radio interior es extremadamente pequeño. Por favor, haz todo bien y cuéntaselo a tus clientes. Presionar hasta 180 grados debe ser esto (prensado cerrado):

Al mismo tiempo, debe empujar la pieza de trabajo "hacia usted mismo" antes de presionarla.
O así (prensa abierta):

Simplemente ingrese el valor de precarga apropiado en el control de la máquina.
Pero volviendo a la teoría...
Radio de curvatura mínimo ( ).
Si el radio de curvatura es menor que el valor (especialmente para materiales con mayor resistencia), entonces la superficie exterior (estirada) adquiere una estructura de "piel de naranja". Con una granulosidad fuerte de este tipo, el metal puede agrietarse o romperse por completo. En cualquier caso, cualquier recubrimiento de metal en el punto de inflexión sufrirá significativamente y la pieza de trabajo no resistirá la prueba del tiempo.
El radio mínimo depende de las propiedades mecánicas del material (alargamiento relativo o contracción relativa del metal), el ángulo de flexión, la dirección de la línea de flexión en relación con la dirección de laminación (a lo largo de la línea de laminación, el radio interior mínimo es siempre mayor , siendo el resto de las cosas iguales).
Fórmulas para encontrar :
Sí, hay varias fórmulas de este tipo. Son cuanto más difíciles, cuantos más factores tratamos de tener en cuenta en los cálculos. Elegí las opciones más simples que se pueden calcular rápidamente insertando un valor de tabla a la vez.
1. Por estrechamiento relativo

Donde S = espesor del metal, = contracción relativa del metal (en porcentaje)
Es muy importante entender aquí que el valor entre paréntesis debe ser > 0. Por lo tanto, cuando< 50 (то есть, для менее эластичных сталей) – мы домножаем толщину металла на результат выражения в скобках. При >50 (aceros más elásticos) no tenemos en cuenta la expresión entre paréntesis y radio mínimo será igual al espesor del metal:
2. Por elongación relativa

Donde S = espesor del metal, ψ = alargamiento relativo (en unidades relativas)
Además, cabe señalar que lo más probable es que no tengamos que calcular escrupulosamente los valores mínimos de los ángulos. Y la máquina no nos permitirá mantener radios mínimos, excepto en curvas de hasta 180 grados (recuerda, ya te lo comenté). Tenga en cuenta que he dado las fórmulas solo para una mejor comprensión del proceso. Ahora, después de todo, está claro que el radio interior, al menos, debe ser igual al grosor del metal. Lo principal es recordar siempre esto.
Además, hay tablas con los valores especificados de los radios mínimos relativos (ver Referencia).
Radio de curvatura máximo ().
Si el radio de curvatura es mayor que el valor Rmáx , será muy difícil controlar la flexión debido a la recuperación elástica del metal. El resorte se manifestará menos, cuanto menor sea el espesor del metal. Si tenemos un radio grande proporcionado, entonces debería estar dentro de los valores permitidos para esta parte.
Para lograr la deformación plástica del metal del nivel requerido, el ángulo de flexión máximo debe ser:
Donde S = espesor del metal, = módulo de tracción, T = límite elástico.
Continuará…
Al preparar la información, utilicé: 1. Manual de maquinaria, 28.ª edición. Prensa industrial, 2008; 2. Malov A. N. "Tecnología de estampado en frío", 1969.
La pipa es un invento tan indispensable que sin ella es difícil imaginar al menos un ámbito de la vida humana. Al tender tuberías, no siempre es posible limitarse solo a secciones rectas: se utilizan dispositivos y métodos especiales para obtener las curvas y giros necesarios en este caso.
Variedades de estándares y accesorios.
Como saben, cada tubería tiene sus propios estándares para doblarse. El radio de curvatura de las tuberías depende directamente de qué está hecha la tubería y qué diámetro tiene. Mayormente en la industria de la construcción se utilizan productos con giros y flexibles.
Esto se hace con la ayuda de dispositivos especiales: dobladores de tubos: son manuales, hidráulicos, electromecánicos, con placas planas paralelas y resortes de acero.
Radio de curvatura de tubos con dobladoras de tubos manuales
Con la ayuda de estos dispositivos, se doblan piezas de trabajo de pequeño diámetro. Esto se aplica principalmente a las tuberías de acero inoxidable y productos de metales no ferrosos. Los dobladores de tubos manuales funcionan de la siguiente manera: la pieza de trabajo se inserta en un extremo en una abrazadera especial, después de lo cual gira el mango.
Durante este procedimiento, la tubería pasa entre los rodillos, donde se le da el ángulo deseado.

Es importante realizar trabajos de este tipo para coordinar claramente con las recomendaciones de GOST, que indican los parámetros del radio de curvatura mínimo de las tuberías hechas de metales no ferrosos y acero inoxidable:
- Para diámetros inferiores a 20 mm - a partir de 2,5D.
- Para diámetros superiores a 20 mm, al menos 3,5D.
La letra "D" denota el diámetro exterior de la tubería.
Dobladoras de tipo hidráulico - Radio de curvatura
Con la ayuda de estas máquinas, generalmente se doblan tuberías delgadas. Un cilindro hidráulico especial permite reducir significativamente la fuerza física aplicada.
Después de determinar la curvatura, se debe insertar un extremo del tubo en el doblador de tubos. La palanca presente en el diseño del mecanismo sirve para realizar movimientos de traslación. En este caso, un requisito previo es la observancia del radio de curvatura mínimo de la tubería.
Dobladoras de tubos electromecánicas
En la mayoría de los casos, se utilizan para doblar tuberías con diferentes secciones transversales. La principal diferencia entre una dobladora de tubos electromecánica y otras máquinas de este tipo es la alta precisión del radio de curvatura y la ausencia total de esfuerzo humano.
El costo de estos dispositivos es bastante alto, por lo que principalmente tienen un propósito profesional. Con la ayuda de dobladoras de tubos electromecánicas, se pueden doblar tuberías de diámetros importantes: en este caso, la única limitación es el tamaño de la máquina. Al doblar tubos de acero de esta manera, es importante cumplir estrictamente con los estándares relevantes. Para ello, existen plantillas especiales intercambiables en una amplia gama de tamaños.
Placas plano-paralelas
Hay situaciones en las que se requiere doblar rápidamente la tubería, pero no hay un doblador de tuberías a la mano. Una de las opciones en tal situación es el uso de placas planas paralelas, que parecen espacios en blanco ordinarios. Para su fabricación se utilizan láminas de metal. Al cortar, se toman los indicadores de aquellos radios que son necesarios para doblar.

El trabajo con placas plano-paralelas es el siguiente:
- Los bordes de la tubería deben sujetarse en una abrazadera.
- Doble la pieza de trabajo sujeta al radio deseado.
- Extraiga el producto terminado del mecanismo.
Este método de doblado es el más primitivo, pero su confiabilidad es bastante significativa. El único inconveniente es que de esta manera se pueden doblar tuberías de longitudes no muy largas.
Resorte de acero
Con la ayuda de un resorte de acero, se doblan piezas brutas de tubería hechas de metal blando y dúctil. Trabajar con tales productos está plagado de daños en las tuberías o una disminución en el diámetro interno.
Tales defectos reducen significativamente el rendimiento de las tuberías. El procedimiento en sí es bastante simple y consiste en sumergir el resorte dentro de la tubería. De esta forma, se consigue obtener el máximo y mínimo radio de curvatura de las tuberías de cobre, latón y metal-plástico.
Cómo doblar una tubería sin una máquina
En aquellas situaciones en las que es necesario doblar la tubería con mucha urgencia sin ningún dispositivo especial, se puede utilizar uno de los métodos populares.

En este caso, es muy importante no hacer demasiado esfuerzo, de lo contrario, tendrá consecuencias muy tristes.
Tubos de acero
El acero es muy materiales duraderos, por lo que el proceso de doblarlo está plagado de daños al material. Para evitar que esto suceda, es mejor calentar el metal con un quemador hasta que se vuelva escarlata.

En este caso, su doblado es muy fácil. Para obtener un pequeño radio de curvatura de una tubería de acero, a veces es suficiente un fuerte golpe con un mazo en la sección doblada. La resistencia del material le permite soportar tales impactos sin dolor.
Tubos de cobre
Si bien doblar productos de acero no suele ser un problema, las tuberías de cobre pueden explotar o dañarse durante el proceso de doblado. uno de los mas maneras simples para protegerse de tales fenómenos, use arena simple. Se vierte en el tubo antes de iniciar el procedimiento.

La arena debe estar seca. Además, con la ayuda de un quemador, se calienta el punto de flexión. Para verificar la presencia de la temperatura de calentamiento óptima, basta con acercar un trozo de papel a la tubería: si se enciende, el quemador se puede apagar. El radio de curvatura deseado de la tubería de cobre se muestra gradualmente; en este caso, los movimientos bruscos serán superfluos. Es la precisión lo que evitará roturas no deseadas en el material.
tubos de aluminio
Las tuberías de aluminio se doblan de la misma manera que los productos de cobre, porque el grado de flexibilidad de estos metales es muy similar. Además de la arena, en el caso del aluminio se puede utilizar agua congelada en el interior de la tubería. Naturalmente, este método solo se puede implementar en presencia de clima helado.

Para hacer esto, debe tapar un extremo de la tubería con un corte para verter agua en él. Después de eso, el producto lleno de agua se expone a las heladas, hasta que el líquido se congele por completo. El procedimiento posterior se lleva a cabo de la misma manera que en el caso de la arena.
Tubos de metal y plástico
Este tipo de productos rápidamente ganó una distribución significativa en varias áreas de la vida humana. Esto se debe a la confiabilidad, practicidad, bajo costo y facilidad de instalación de las tuberías de metal y plástico.
El doblado de productos de este tipo se lleva a cabo mediante un método manual simple o utilizando el método discutido anteriormente con un resorte de metal. Antes de calcular el radio de curvatura de la tubería, es importante tener en cuenta la condición de que una tubería de metal y plástico no puede doblarse más de 15 grados por 2 cm.
Si se viola esta regla, el producto simplemente fallará debido a múltiples daños.
tubos de plastico
Doblar plástico es un procedimiento bastante complicado, ya que existe una amenaza constante de daño al material y reducción del grosor de la pared. Una mejor solución es comprar un adaptador giratorio especial. Si por alguna razón no es posible usar un cuadrado, el procedimiento de doblado tubo plástico se lleva a cabo utilizando un secador de pelo de construcción.

Óptimo régimen de temperatura en este caso es de 140 grados. El calentamiento de la sección doblada debe realizarse lentamente para evitar el sobrecalentamiento. El hecho es que a una temperatura de 175 grados, el plástico generalmente comienza a derretirse.
Una vez que el producto adquiere la plasticidad necesaria, se dobla cuidadosamente. Para que el grosor de las paredes exteriores no cambie, se cubre con pequeños trozos de plástico y también se calienta. Por lo tanto, están soldados y el área de la rodilla recibe protección adicional contra un avance.
Resultados
Los oleoductos hacen que la vida de las personas sea mucho más cómoda y eficiente, y esto se aplica tanto al sector doméstico como al industrial. Al equipar varias comunicaciones, es casi imposible evitar giros y curvas, para cuya organización se utilizan diversos dispositivos y métodos. En el proceso de doblar tubos de varios materiales es muy importante evitar las prisas observando estrictamente las reglas para doblar tuberías.
Ahora, en la fabricación de estructuras metálicas, como alternativa a la soldadura y el acoplamiento roscado, se utiliza la flexión de la tubería a lo largo del radio. Se produce utilizando herramientas especiales.
La mayoría de las veces existe la necesidad de doblar tubos redondos y con forma.
Debido a las tensiones resultantes durante la flexión:
- la pared de la tubería se estira en el exterior de la fuerza aplicada;
- se encoge por dentro;
- también se forma un eje neutro, en el que el estado del material no cambia.
Comportamiento de secciones redondas, cuadradas y rectangulares, tipos de destrucción.
El espesor de las paredes de la tubería en la parte exterior de la curva se vuelve más pequeño debido al hecho de que cuando surgen tensiones, aparece un momento de tracción:
- La pared exterior, que se ha adelgazado, gravita hacia un abultamiento dirigido hacia el eje medio de la tubería. Esto lleva al hecho de que su sección transversal está deformada.
- Cuando se excede la resistencia a la tracción del producto, se rompe a lo largo del plano de flexión exterior.
El espesor de las paredes de la tubería en el interior de la curva aumenta debido a la aparición de esfuerzos de compresión. Cuando se excede la resistencia a la compresión de un artículo, pierde rigidez local. Esto conduce a la formación de pliegues profundos en el plano interior del tubo doblado.
Cómo se comportan los perfiles cuadrados y rectangulares:
- Las paredes de sus tubos están sometidas al máximo a esfuerzos de compresión y tracción, tanto en el plano exterior como en el interior del codo.
- El material tiene una mayor tendencia a la deformación, es difícil para el maestro controlarlos.
- El material del perfil en el interior de la curva tiende a expandirse verticalmente. Al mismo tiempo, fluye horizontalmente a lo largo del extremo del producto. Estos esfuerzos marcan las paredes de las tuberías dispuestas verticalmente. En este caso, el cuadrado de la sección transversal está deformado. Adquiere una configuración trapezoidal.
- La sección transversal de forma rectangular y cuadrada no transmite bien las fuerzas de sujeción entre las mordazas de doblado y sujeción.
- El perfil tiende a deslizarse a lo largo del bloque al comienzo de la curva. Al mismo tiempo, puede frotarlo, lo que provoca el desgaste del equipo.
El comportamiento de un material con una sección transversal circular cuando se dobla:
- El material se deforma menos en las zonas de mayor tensión. Los lugares de máxima compresión/estiramiento están ubicados a lo largo de la tangente de la línea central a la sección transversal.
- La forma redonda permite que el metal se extienda uniformemente en todas las direcciones durante el doblado. Gracias a este asistente, es más fácil controlar los procesos de deformación del material.
- Gracias a su sección transversal redondeada, el tubo transfiere bien las fuerzas entre las mordazas de doblado y sujeción.
- al doblar tubos redondos a lo largo del radio, prácticamente no se deslizan en la herramienta.
Cómo calcular el radio mínimo permitido
El radio de curvatura mínimo de la tubería, en el que aparece un grado crítico de deformación, determina la relación:
- Rmin significa el mínimo radio de curvatura posible del producto;
- S denota el espesor que tiene la tubería (en mm).
Por lo tanto, el radio a lo largo del eje de la tubería mediana es: R=Rmin+0.5∙Dn. Aquí Dn significa el diámetro nominal de la varilla redonda.
Un requisito previo para calcular correctamente el radio de curvatura mínimo es la necesidad de tener en cuenta la relación:
- Kt significa el coeficiente de productos de paredes delgadas;
- D indica el diámetro exterior de las tuberías.
Por lo tanto, la fórmula universal para calcular el radio de curvatura mínimo permitido es:
R=20∙Kt∙D+0,5∙Dn.
Cuando el radio especificado es mayor que el valor obtenido por la fórmula anterior, entonces el método de doblado de tubería en frío. Si es menor que el valor calculado, el material debe precalentarse. De lo contrario, sus paredes se deforman durante la flexión.
Debe tenerse en cuenta el caso cuando el parámetro de pared delgada es 0.03<Кт< 0,2
- Entonces, el radio de curvatura mínimo permisible de una varilla hueca, sin usar una herramienta especial, debe ser: R ≥9.25∙((0.2-Kt)∙0.5).
- Cuando el radio de curvatura mínimo es inferior al valor calculado, es obligatorio el uso de un mandril.
La corrección del radio de curvatura de las tuberías después de la descarga, teniendo en cuenta la recuperación elástica (inercia de enderezamiento), se calcula mediante la fórmula:
- Do significa la sección del mandril;
- Ki es el coeficiente de deformación elástica para un material en particular (según el libro de referencia).
- Para un cálculo aproximado de la deformación elástica para una tubería de acero, cobre con un paso de hasta 4 cm, se asume un valor de coeficiente de 1,02.
- Para análogos con un diámetro interno superior a 4 cm, esta cifra será igual a 1.014.
Para saber exactamente el ángulo al que se debe doblar el material, teniendo en cuenta el radio de giro de la tubería, se aplica la fórmula:
- ∆c es el ángulo de rotación del eje mediano;
- Ki es el coeficiente de recuperación elástica según el libro de referencia.
Cuando el radio deseado es 2-3 veces mayor que la sección transversal de la varilla hueca, se toma un coeficiente de recuperación elástica de 40-60.
Ver el vídeo
Métodos para doblar tuberías a lo largo del radio.
Existen varios métodos para doblar tuberías a lo largo del radio.
 Con dobladoras de tubos manuales. Para la producción individual de tubos doblados, se utilizan herramientas manuales. En este caso, el material puede calentarse o procesarse en frío. Los dispositivos son un mandril equipado con un rodillo móvil que dobla el material. Su principio de funcionamiento se basa en la compresión de la varilla. Antes del trabajo, se tiene en cuenta el radio de giro de un tubo redondo o cuadrado.
Con dobladoras de tubos manuales. Para la producción individual de tubos doblados, se utilizan herramientas manuales. En este caso, el material puede calentarse o procesarse en frío. Los dispositivos son un mandril equipado con un rodillo móvil que dobla el material. Su principio de funcionamiento se basa en la compresión de la varilla. Antes del trabajo, se tiene en cuenta el radio de giro de un tubo redondo o cuadrado.
Puede trabajar directamente en el sitio de construcción utilizando dispositivos móviles de varios diseños.
Los dispositivos de palanca más simples. Debido al largo brazo que tienen, el material se dobla con la ayuda de la fuerza humana. Los dispositivos de palanca permiten doblar tubos en un ángulo de hasta 180 grados. Siempre que sea un material flexible (acero inoxidable, cobre, aluminio) con un diámetro de hasta 20 mm.
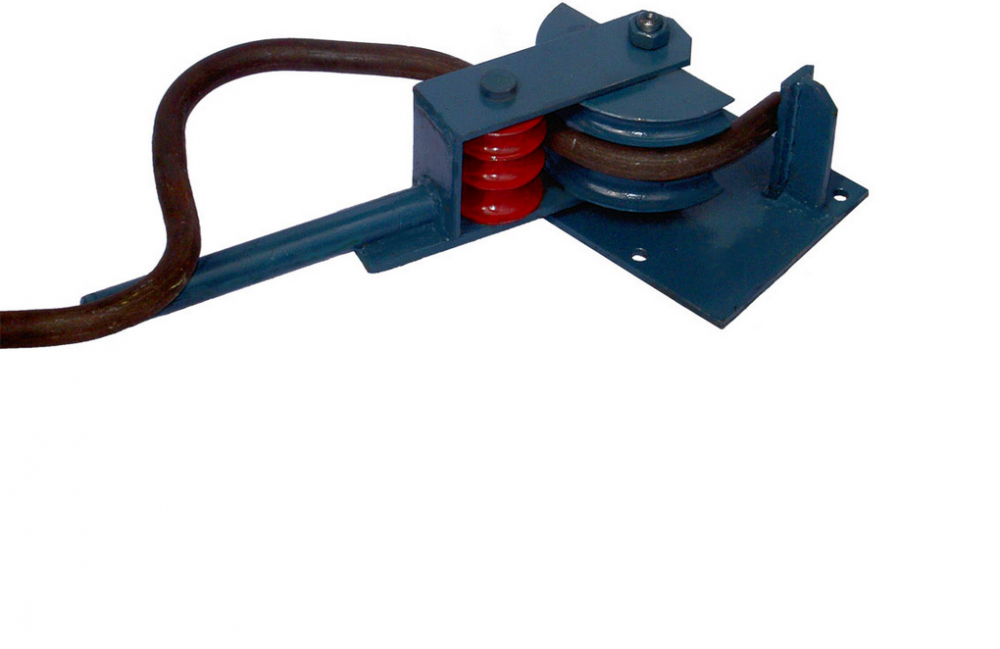
Los dobladores de tubos de ballesta tienen un diseño más complejo. En ellos, la tubería se coloca sobre dos soportes que giran alrededor de su eje. El módulo de flexión, acoplado a la varilla móvil, presiona sobre el tramo de varilla situado entre los soportes.
En los accesorios de ballesta, es posible doblar varillas huecas con una sección transversal de hasta 10 cm en ángulos de hasta 90 grados.
Las varillas que presionan la pieza de trabajo pueden ser:
- tornillo mecánico;
- hidráulico, equipado con accionamiento manual;
- hidráulico, equipado con un motor eléctrico.
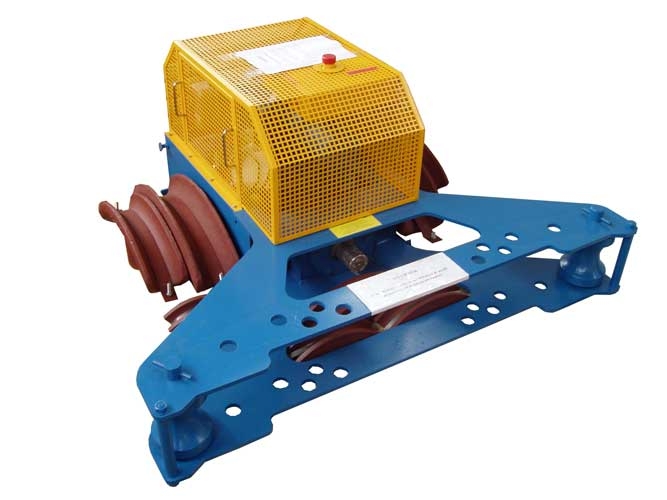
Los dispositivos eléctricos más productivos. En ellos, el doblado de los espacios en blanco se realiza en módulos extraíbles con diferentes radios. El producto se dobla en el ángulo deseado usando un mandril giratorio. Si el área del edificio no tiene una fuente de alimentación, el dispositivo puede ser alimentado por una batería.
Con la ayuda de una herramienta de este tipo, las piezas de trabajo se pueden doblar en un ángulo de hasta 180 grados.
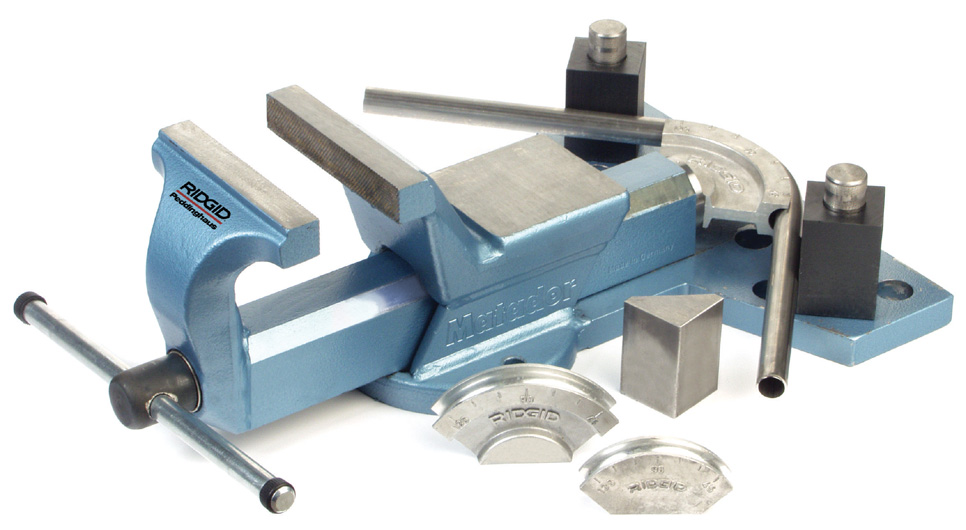
Doblado en troqueles presionando
El doblado de espacios en blanco con una longitud de no más de 70 centímetros se puede realizar mediante estampado. En este caso se utilizan prensas hidráulicas o mecánicas. Este método permite la producción de elementos estructurales con formas complejas.
El prensado de espacios en blanco es el método de doblado más caro. Sin embargo, su rendimiento es el más alto. Este método permite producir la más amplia gama de productos.
Equipo de máquina dobladora de tubos
El doblado de tuberías a escala industrial se realiza mediante máquinas.
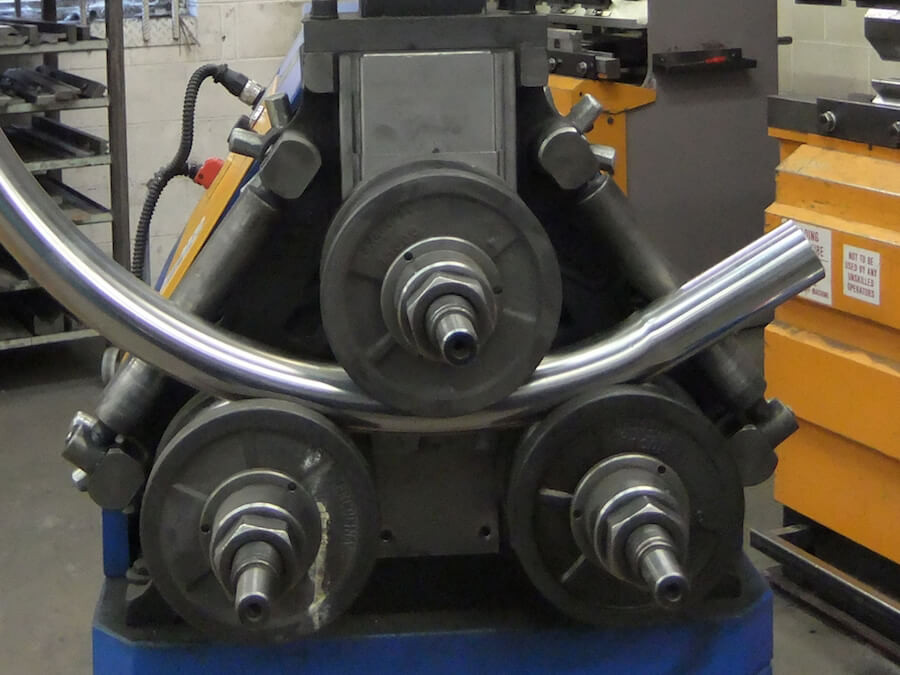
Doblado de rollos. Las máquinas más comunes son el doblado de productos por laminación. El equipo más utilizado con tres rodillos, diseñado para doblar palanquillas largas. Puede hacer rodar tubos en espiral.
![]()
El producto se mueve a través de los rodillos, cuya ubicación determina el radio de su curvatura. Al mismo tiempo, se comprime desde ambos lados por un cilindro deformable. Está ubicado entre los rodillos, de modo que es posible doblar la pieza de trabajo por peso. Los rodillos en el proceso de procesamiento de metales realizan la función de soporte.
Procesamiento de compresión
A menudo, en la producción, se utilizan máquinas que doblan piezas de trabajo con un radio pequeño por compresión. Procesan piezas de trabajo de secciones pequeñas y grandes. El proceso ocurre con calentamiento local de productos y presión axial simultánea sobre ellos.
La máquina consta de:
- cama con un calentador ubicado sobre ella;
- rodillo de apoyo;
- pares de tenazas, la primera de ellas es rotativa de flexión, la segunda es sedimentaria.
El dispositivo es capaz de doblar elementos en un ángulo de 180º. Sujeta piezas de trabajo con una fuerza constante, independientemente de su sección transversal y el valor de la fuerza axial formada en el epicentro de la deformación cuando se dobla el producto. El equipo puede procesar perfil cuadrado y rectangular.
Doblado por estirado rotativo
El trefilado rotativo de tubos se realiza en máquinas con pinzas eléctricas o hidráulicas para mover rodillos de presión. Estos últimos sirven para obtener la configuración y el espesor deseados del elemento que se está produciendo.
Con el estirado rotativo, los productos se obtienen a partir de varillas giratorias huecas deformadas por rodillos a lo largo de un mandril en movimiento. Ahora, en la mayoría de los casos, se utilizan máquinas de dibujo rotativas CNC. Su programa tiene en cuenta la resistencia del material durante su deformación. En la fabricación de productos, se utiliza el GOST correspondiente.
Conclusión
Ver el vídeo
En volúmenes pequeños, el doblado de tuberías se puede realizar con herramientas manuales. A escala industrial, esto se hace en máquinas especiales. Antes del trabajo, es necesario realizar cálculos del radio de curvatura mínimo permitido.
Añadir a marcadores
¿Cómo doblar una tubería con el radio más pequeño?
Hoy en día, los artesanos del hogar realizan de forma independiente casi todos los sistemas de vida de sus hogares: plomería, calefacción, alcantarillado, construcción de edificios bajos, cuartos de servicio, invernaderos. Inventan dispositivos económicos para la fabricación y el procesamiento de materiales de construcción, doblando todo tipo de perfiles, cortando y doblando varios tubos, utilizando tecnologías de soldadura y fundición.
El doblado de tuberías se usa para crear cercas de metal, esto elimina la necesidad de soldar y logra el resultado deseado simplemente doblando una sola tubería en el ángulo deseado.
No hay razones que ocurran constantemente para que las tuberías se doblen con frecuencia en un hogar privado.
Sin embargo, la necesidad emergente de un tubo doblado, por regla general, se manifiesta de manera exigente y sin demora. Esto puede ser la reparación de un sistema individual de plomería o calefacción, una salida adicional o algo similar.
La tarea es tomar y doblar la parte deseada.
¿Y qué radio doblar y cómo?
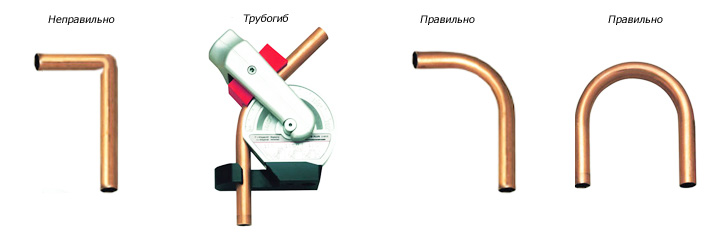
Esquema de doblado correcto de tubería.
Puede intentar doblarse sin ninguna teoría, pero es mejor usar la experiencia de otra persona. Para que al doblar las tuberías no se aplasten, no se rasguen, no se arruguen con ondulaciones, es necesario conocer el radio de curvatura mínimo, que depende del material, el diámetro y el grosor de la pared. El método aplicado de flexión también afecta. Pero todo está en orden.
El radio mínimo depende del diámetro del tubo redondo a doblar: cuanto mayor sea su diámetro, mayor será el radio de curvatura. Aproximadamente hasta 20 mm será 3, y para tuberías más grandes, 4 diámetros exteriores. Los métodos calientes pueden reducir casi a la mitad el radio de curvatura. La disminución se produce debido a la mayor ductilidad del acero al calentarse.
Tabla 1. Radio de curvatura mínimo para tuberías de agua y gas (GOST 3262-92 modificado en 1992), en mm.
Las tuberías de agua y gas son de acero, de paredes gruesas, se doblan de mala gana, requieren un gran esfuerzo, por lo que no se recomienda utilizar el radio de curvatura mínimo sin necesidad especial. En la mayoría de los casos, puede arreglárselas con radios grandes o usar accesorios.
La situación es más complicada si se requiere doblar a menudo si es cuadrado o rectangular. En casa, es extremadamente difícil hacer esto cualitativamente: al doblar, es necesario evitar que la forma de la sección se aplane con dispositivos especiales.
Tabla 2. Radio de curvatura mínimo para tuberías de cobre (GOST 617-90) y latón (GOST 494-90), mm.
|
Diámetro exterior, mm |
El radio de curvatura más pequeño, mm. |
Los productos de fontanería de cobre y latón se utilizan cada vez con más frecuencia en viviendas individuales. El metal se deforma fácilmente, por lo que es mucho más fácil trabajar con tubos que con tubos de acero. Pero la física de las deformaciones por flexión es común para las tuberías de latón, cobre y acero.
Cuando se dobla el tubo, su superficie exterior en la zona de doblado se estira y la pared se vuelve más delgada, mientras que la superficie interior del radio, por el contrario, se comprime y la pared se engrosa. Esto sucede con los métodos de doblado en frío y en caliente, en el segundo caso, la compresión y el estiramiento ocurren con mucha más fuerza. En la zona de flexión, la forma redonda de la sección tiende a aplanarse, a ovalarse, el diámetro nominal disminuye si no se toman medidas contra estos fenómenos.
¿Cómo doblar por su cuenta?
Puede doblar casi todos los tubos redondos, desde tubos de 6 mm de diámetro hasta tubos de paredes gruesas de 163 mm, e incluso más.
En la producción industrial, existen máquinas semiautomáticas y automáticas para doblar piezas en masa. Un pliegue tarda unos 6 segundos. Los talleres pequeños, por ejemplo, en empresas de gestión, departamentos de vivienda, están equipados con dobladoras de tubos eléctricas con un conjunto de boquillas necesarias. En la mayoría de los casos, vale la pena contactarlos para doblar la pieza que necesita en el hogar. Por supuesto, cuesta algo de dinero, debes estar de acuerdo, hacer un dibujo. ¿Qué pasa si no existe tal posibilidad?
Hay varias formas de doblar sin calentar, estas son algunas de ellas: correr, estirar, enrollar, dibujar, a través de un troquel, a lo largo de una copiadora. La tarea principal de todos los dispositivos de doblado es mantener una forma redonda y, para lo cual, se utilizan rodillos o rodillos con una ranura externa en la forma y el tamaño de la tubería. El siguiente objetivo es potenciar las acciones de una persona mediante una palanca o el uso de una prensa hidráulica.
Doblar tubos de acero en casa

Disponen de varias boquillas para diferentes diámetros y se utilizan para doblar tubos de cobre, latón, aluminio y acero de pared delgada con un diámetro de hasta 22 mm.
Las dobladoras de tubos manuales tienen varias boquillas para diferentes diámetros y se utilizan para doblar tubos de cobre, latón, aluminio y acero de pared delgada con un diámetro de hasta 22 mm. Las tuberías de agua y gas no se pueden doblar con herramientas manuales; se deberá usar hidráulica para doblarlas. Tal prensa dobladora se monta en una mesa o se sujeta en un tornillo de banco. Para piezas individuales hechas de vez en cuando, hay un accesorio en el tornillo de banco que le permite doblar el radio más pequeño.
No es rentable comprar accesorios caros para un solo trabajo. La razón puede estar en la implementación de actividades empresariales para brindar dichos servicios a la población. Y para casos raros, hay formas más simples de doblar tuberías, pero requieren mucho tiempo. Para hacer esto, deberá preparar las siguientes herramientas y materiales:
- Arena de río calcinada, 30 kg.
- Mesa o banco de trabajo resistente.
- Mandril metálico cilíndrico con radio de curvatura.
- Dos corchos de madera.
- Soplete.
La arena debe tamizarse y calcinarse al fuego o soplete hasta que desaparezca el humo. Luego prepare la mesa fijando el mandril sobre ella y colocando el tope en uno de los extremos. Un tornillo de banco montado en una mesa puede servir como énfasis. También se debe fijar toda la estructura, de lo contrario, la tubería girará sobre sí misma.
Si se planea calentar, entonces es mejor perforar agujeros en los tapones con un diámetro de 3-4 mm para liberar los gases que se forman durante el calentamiento.
Para conservar la sección redonda, se rellena con arena calcinada, para lo cual se tapona un extremo con un corcho de madera, se vierte la arena y se compacta golpeando. El segundo tapón está obstruido, después de lo cual la tubería se puede doblar. Si uno de sus extremos no se puede usar como una palanca larga, entonces debe tomar una pieza y ponérsela para alargarla.
Utilizando la mesa como plano de plegado, colocamos un extremo entre el mandril y el tope. Con el segundo extremo, a modo de palanca, doblamos alrededor del mandril y así doblamos el tubo. Lleno de arena, conservará su forma redonda y el diámetro de la sección transversal en la curva. Reducimos el ángulo en un 2-3%, ya que el metal salta, restaurando parcialmente las dimensiones anteriores.
Se requiere un soplete para lograr el radio de curvatura mínimo. Calentamos el tubo lleno de arena con una lámpara hasta que se ponga rojo en la zona del doblez, que hay que marcar previamente. Inmediatamente después del calentamiento, lo instalamos en la mesa y lo doblamos. Si se planea calentar, entonces es mejor perforar agujeros en los tapones con un diámetro de 3-4 mm para liberar los gases que se forman durante el calentamiento.
Cuando se enfría, el acero, como otros metales, vuelve ligeramente a su forma anterior. Es decir, el ángulo de curvatura puede ser mayor de lo necesario. Luego se debe repetir el proceso de calentamiento y doblado. Después de obtener la forma deseada, los corchos se perforan o se queman, la arena se vierte y se almacena para la próxima vez. Verifique el lugar de la curva por la ausencia de estrías, grietas, roturas y ondulaciones. Al final, se corta la tubería al tamaño deseado, se limpia de escamas, se rosca y la pieza está lista.
Tubos de fuego, cobre y latón
Los tubos de cobre y latón se pueden doblar, también se pueden rellenar con arena, si se prevé un radio de curvatura mínimo con calentamiento. Si no se calienta, vierta colofonia fundida, después de tapar los extremos, la tubería se dobla. Para doblar pequeños, hasta 22 mm de diámetro, es mejor tener una dobladora de tubos de palanca manual en la granja, que está disponible comercialmente. Con él, puede doblar rápida y fácilmente varias partes de tuberías.
Para doblar tubos de cobre y latón con radios pequeños en casa, también necesitará un soplete o un quemador de gas. La tubería recocida se dobla fácilmente sobre el mandril, pero es más difícil corregir la curvatura y es necesario recalentarla. Además de llenar con arena, se usa un dispositivo especial: un resorte que se coloca en la tubería en la curva. El resorte permite la flexión, pero no permite que la tubería se aplaste. Se guarda la geometría de la sección de tubería. Después de doblar, el resorte se "atornilla" y se retira.
Doblamos tubos de plástico sin problemas
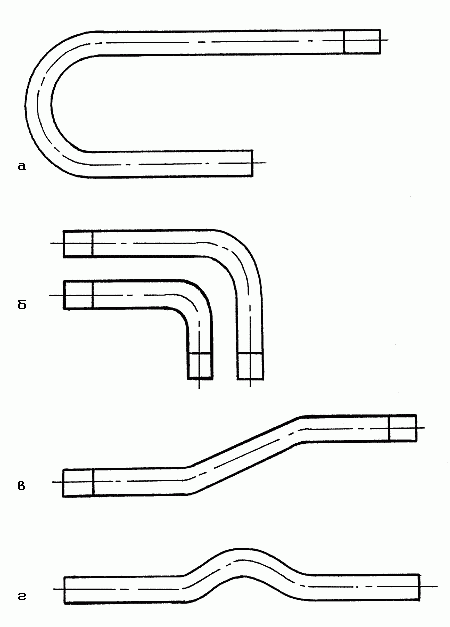
Tipos de codos de tubería: a - kalach; b - curvas; c - pato; g - soporte.
Los tubos de plástico son de plástico para que se doblen sin dificultad. Sin embargo, cuando se requiere el menor radio de curvatura posible, se producen los mismos fenómenos físicos de aplanamiento que con las tuberías metálicas. Las tuberías de polipropileno son más rígidas que otras tuberías de plástico. La plasticidad del material y su estiramiento durante la flexión pueden reducir significativamente el espesor de la pared de la tubería y comprometer la resistencia de la tubería, especialmente si está bajo presión. Por lo tanto, las tuberías de plástico no deben doblarse para su uso en sistemas a presión, pero los accesorios deben soldarse, lo que garantiza la resistencia de las conexiones.
Para otros fines, por ejemplo, al instalar calefacción por suelo radiante, las tuberías de plástico se doblan en el hogar, llenándolas como tuberías de metal, pero con sal. La sal se calcina en una sartén, después de lo cual se vierte en la tubería y los extremos se tapan con corchos. La sal caliente calienta la tubería, aumentando su plasticidad, y la tubería se dobla fácilmente.
El radio de curvatura más pequeño es igual a dos diámetros. Después de dar el ángulo de curvatura deseado, se debe fijar el tubo de plástico hasta que se enfríe por completo. Para calefacción adicional, ajuste de curva, puede usar un secador de pelo de construcción. Sin calentar, una tubería de polipropileno se puede doblar lenta y cuidadosamente con un radio mínimo de 7-8 diámetros.
Características de doblar tubos perfilados.
De los tubos de acero perfilados, cuadrados y rectangulares se utilizan a menudo. Se utilizan para una variedad de diseños en el hogar. Es prácticamente imposible doblar tales tuberías sin talleres especializados sin equipo. Los métodos descritos no permiten mantener la rectangularidad de la sección en la curva, y se reduce el valor estético de esta.
Sin embargo, es posible doblar tubos perfilados utilizando accesorios simples y económicos y grandes radios de curvatura. Las partes principales del dispositivo de doblado son rodillos de perfil, que conservan una forma rectangular en la sección transversal durante el proceso de doblado.
A menudo se utilizan imitaciones de flexión. La tubería se corta desde el interior con un cierto paso, luego se dobla sin mucho esfuerzo. Después de eso, todas las costuras se sueldan y se limpian con una amoladora. Con un paso de corte de 20 mm, el radio de curvatura será mínimo.