En la mayoría de los casos, se prefiere un taladro cónico de metal porque no se desafilará ni se romperá, a diferencia de los juegos de taladro estándar, que son más aplicables a la madera. ¿Cómo logras esa resiliencia?
1 ¿Por qué el taladro se llama cónico?
Los taladros son herramientas de corte que forman un agujero debido a la acción de traslación-rotación sobre el material en el punto de contacto. También se utilizan a menudo para escariar o expandir agujeros acabados. Además, se pueden utilizar para obtener rebajes no pasantes. Según la cola, las brocas son cilíndricas, hexagonales, triangulares y cónicas. Si busca en el diccionario, un cono de herramienta no significa nada más que un vástago cónico, lo que significa que se trata de un taladro de tipo cónico. Su principal comodidad es un cambio rápido: en caso de avería, siempre se puede de forma fácil y rápida. El vástago en sí está hecho en forma de boquilla, que se coloca en la parte de trabajo.
Por su diseño, los taladros cónicos no difieren mucho de los estándar convencionales, y constan de los siguientes elementos: piezas de corte y guía, vástago, correa y cuello. La principal diferencia está en la forma de la caña. En este caso, parece un cono, que es exactamente lo que nos dice el nombre de estos dispositivos. Dependiendo de su forma, se dividen en tipos aún más específicos. La cola puede ser de los siguientes tipos:
- cono morse;
- métrico;
- instrumental;
- alargado
toma unos minutos breve descripción este tipo de boquillas, que haremos a continuación, y también consideraremos otras clasificaciones.
2 Taladro cónico para metal - variedades
El mango cónico de la herramienta es el más común. Es rápido y fácil de quitar y fácil de usar. Más a menudo se usa para máquinas CNC o para máquinas donde hay un cambio de herramienta automático. Para la fabricación de este tipo de taladros existen ciertas normas y estándares. Los conos de vástago acortados se obtienen reduciendo la parte gruesa del cono. Por lo general, al comprar, puede ver el etiquetado de estos dispositivos. Están designados: B7 (acortado a 14 mm), B10, B12 (acortado a 18 y 22 mm), B16, B18 (acortado a 29 y 37 mm), B22, B24 (acortado a 45 y 55 mm). La marca de un taladro cónico se selecciona con un acortamiento dependiendo del trabajo, es decir, de la profundidad del agujero que se está realizando. También hay brocas alargadas con vástago cónico.

Los mangos cónicos con un ángulo superior a 1 grado y una relación con la parte de trabajo de 1 a 20 se definen como conos métricos. Por su diseño, no difieren de los conos Morse. También vienen en diferentes tamaños y números: No. 80, 100, 120, 160, 200. Los vástagos de cono Morse se usan con mayor frecuencia para trabajar con agujeros. Fueron propuestos por primera vez por Stephen Morse (el primer inventor de los taladros). Aparecieron en 1864. El inventor ya propuso entonces ocho tamaños básicos de KM0 a KM7. Nuestros maestros prefieren los conos métricos. Esto probablemente se deba al hecho de que se describen en el GOST nacional, según el cual la mayoría de las instrucciones técnicas se compilan en las empresas.

Los vástagos cónicos se pueden presentar en diferentes diseños: con patas, hilo o sin patas e hilo. Los dispositivos con patas se unen al husillo atascando estas patas, generalmente hay una ranura especial en el manguito de los husillos. El propósito de las patas es facilitar la extracción del cono del husillo, así como evitar que gire. Los dispositivos con rosca interna se unen al husillo mediante una varilla (tracción), que se atornilla en el extremo del cono. El uso de conos roscados es una garantía de que la herramienta no se caerá. Además, su uso facilitará la extracción del cono si éste se atasca en el husillo durante el funcionamiento.
También hay conos especiales que están equipados con un sistema de varios agujeros o ranuras. Son necesarios para suministrar fluidos de corte de manera oportuna.
3 Broca de mango cónico: una versión moderna
Los taladros tipo cono modernos están hechos de acero al carbono o aleado duradero. A menudo, los fabricantes utilizan un tratamiento térmico adicional de la superficie de estas herramientas en la fabricación. Esto los hace más confiables y al mismo tiempo protege contra la corrosión. La forma del vástago cónico ayuda a aumentar la productividad y mejorar la calidad del orificio. Gracias a esta forma (cónica), la broca sale fácilmente del material que se está procesando.

Como regla general, tales taladros se utilizan para obtener varios orificios en una superficie metálica. También se pueden utilizar cuando se requieren agujeros en plástico, duroplástico o chapa de acero (la broca escalonada cónica hace un excelente trabajo con esto). El diámetro del vástago o cono puede variar de 6 a 12 mm. Y la longitud del cono es posible de 58 a 85 mm. Los taladros se seleccionan según el diámetro y la profundidad del futuro orificio.
Recientemente, los artesanos están utilizando cada vez más un taladro helicoidal con un vástago cónico (GOST 10903-77). Por lo general, crean agujeros en varias partes utilizando máquinas estacionarias. El tamaño de tales taladros puede ser de 5 a 80 mm. El vástago cónico ayuda a aumentar significativamente el área de superficie de contacto entre el taladro y la cabeza. Esto, a su vez, ayuda no solo a aumentar la precisión, sino también a aumentar la fiabilidad de la fijación.

Hoy en día, las brocas helicoidales pueden ser largas, de carburo sólido, especiales para aleaciones ligeras, materiales difíciles de cortar y, opcionalmente, también pueden equiparse con plaquitas de carburo. Esta división de estas herramientas le permite seleccionarlas con mayor precisión para ciertos tipos de trabajo. Esto ayudará a mejorar no solo el proceso de perforación en sí, sino que también mejorará todo el trabajo.
4 ¿Cómo funciona un taladro de este tipo en el trabajo?
Los taladros de tipo cónico son los más adecuados para perforar agujeros en tuberías, láminas de acero y metales no ferrosos. Son igualmente convenientes para hacer agujeros en metal y plástico. El uso de brocas cónicas en el trabajo asegura la realización de varias operaciones a la vez en una sola pasada. Es decir, con una sola pasada, desbarbar, centrar y taladrar progresivamente agujeros de diferentes diámetros a la vez. Las brocas cónicas tienen una punta especial que evita el deslizamiento o deslizamiento incluso en superficies que sobresalen mucho.

Los profesionales y los artesanos aficionados notan que es muy conveniente trabajar con tales taladros. Al usarlos, no se necesitan varios dispositivos adicionales o centrados adicionales. Cuando se perfora un orificio con uno convencional, se puede llevar a un lado durante la operación, y el orificio en sí mismo a menudo resulta ser irregular, con "bordes rasgados", que luego deben alinearse más. El vástago cónico se distingue por el hecho de que durante la perforación va exactamente, y el orificio no solo es uniforme, sino también liso.
Las brocas helicoidales se encuentran entre las herramientas más versátiles y, por lo tanto, más populares que se utilizan para hacer agujeros en diversos materiales. GOST 10902-77 y GOST 10903-77 regulan las brocas helicoidales. Guiado por las disposiciones de estos documentos reglamentarios, así como por los parámetros del orificio que desea crear, elegir la herramienta adecuada es bastante fácil.
Características de diseño y características principales.
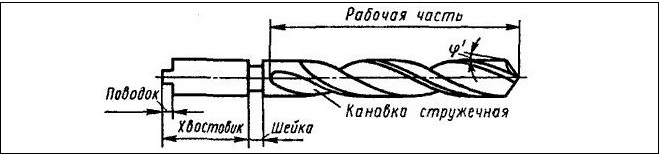
El diseño de las brocas helicoidales, a menudo denominadas brocas de tornillo, consta de los siguientes elementos.
parte de trabajoEn la parte de trabajo hay dos ranuras ubicadas a lo largo de una línea helicoidal. Realizan varias funciones al mismo tiempo: forman la parte de corte, eliminan las virutas creadas en la zona de procesamiento y proporcionan suministro de refrigerante al área de perforación.
CañaCon la ayuda de este elemento estructural, la herramienta se fija en el mandril del equipo utilizado. El vástago se puede fabricar con un pie especial que facilita la extracción de la herramienta del casquillo cónico, o con una correa que interviene en la transmisión del par del mandril.
CuelloEste elemento tecnológico es el responsable del rendimiento cuando se utiliza para el rectificado de herramientas.
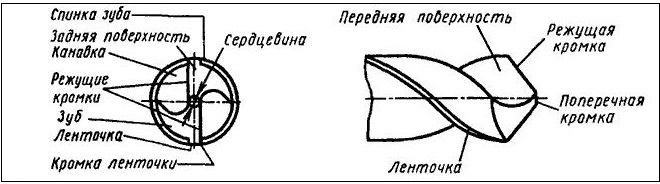
La parte de trabajo de un taladro helicoidal con vástago cilíndrico o cónico consta de varios elementos estructurales.Parte de calibración
Este elemento parece una tira estrecha que continúa la ranura en la parte de trabajo. Esta parte de la guía tiene otro nombre común: "cinta".
parte de corteEsta parte consta de cinco filos de corte: 2 principales, 2 auxiliares, que están dispuestos en espiral a lo largo del eje de la broca, y 1 transversal, ubicado en el extremo de la herramienta y que tiene forma de cono. Todos ellos se forman debido a las intersecciones de las superficies de las ranuras. Entonces, los filos de corte principales son la intersección de la superficie frontal de la ranura de la herramienta con la parte posterior, los auxiliares son la superficie frontal de la ranura con la superficie de la pieza de calibración, los transversales son la intersección de las superficies posteriores de las cintas
La gran popularidad de las brocas helicoidales está asociada con las siguientes ventajas.
- Las herramientas de este tipo se distinguen por un amplio margen para reafilar la parte de corte.
- Las brocas helicoidales con mango cilíndrico o cónico se caracterizan por una mejor estabilidad de su posición durante el proceso de taladrado.
- Debido a las peculiaridades de su diseño, dichas herramientas permiten la eliminación oportuna de virutas de la zona de procesamiento.
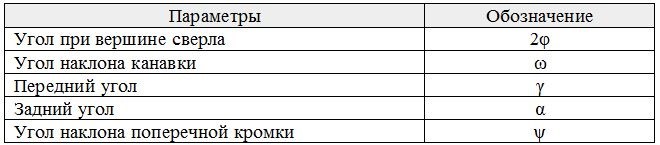
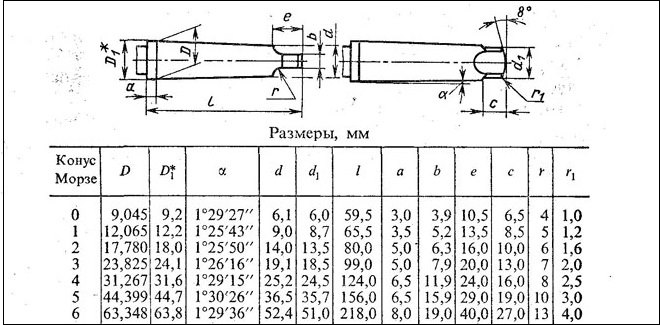
Los parámetros principales de las brocas helicoidales con vástagos cilíndricos y cónicos, cuyos requisitos estipulan GOST 10902 y GOST 10903-77, se enumeran en la tabla.
Los valores de todos los parámetros anteriores están determinados por las tareas para las que se planea utilizar la herramienta.
Las brocas helicoidales se utilizan no solo para trabajar metales, sino también para hacer agujeros en otros materiales como el hormigón y la madera. También hay herramientas multipropósito. Brocas utilizadas para mecanizar varios materiales, difieren entre sí tanto en forma como en diseño, y en sus parámetros geométricos dados en los GOST relevantes.
Según la configuración de la pieza sujetada en el mandril, se distinguen las brocas:
- con un vástago cilíndrico;
- con vástago cónico.
Para fijar brocas helicoidales con vástagos cónicos en el equipo, como se indica en GOST 10903-77, se utilizan manguitos adaptadores universales, cuyos orificios de montaje se realizan de acuerdo con el tipo de cono Morse. Las herramientas compatibles con GOST de este tipo se pueden usar para equipar cualquier equipo.
Brocas con mango cilíndrico
Las brocas helicoidales con mango cilíndrico, de acuerdo con los requisitos del documento reglamentario, se pueden producir en varias series: corta, mediana y larga. Usando el GOST relevante para ejercicios, puede seleccionar de manera óptima una herramienta para resolver ciertos problemas tecnológicos.
Las brocas helicoidales cilíndricas, según GOST, se fabrican con o sin orificio de centrado. Las herramientas de serie media y larga, de acuerdo con GOST, pueden tener un cuello en su diseño que facilite su rectificado. No hay requisitos especiales para el tamaño de dicho elemento.
Puede familiarizarse con los requisitos GOST para brocas helicoidales con mango cilíndrico descargando el documento en formato pdf desde el siguiente enlace.

Las herramientas espirales izquierda y derecha que pertenecen a una serie corta y que tienen un diámetro de 0,5 a 40 mm se fabrican de acuerdo con GOST 4010-77. GOST 10902-77 regula la producción de taladros cilíndricos derecho e izquierdo de la serie media, cuyo diámetro está en el rango de 0,25 a 20 mm. Las brocas helicoidales de serie larga están disponibles en un rango de diámetro de 1 a 31,5 mm. El documento reglamentario, que especifica los requisitos para los productos de esta serie, es GOST 886-77.
Las brocas con vástago cilíndrico de serie larga se fabrican principalmente con la dirección correcta de la hélice. GOST permite la fabricación de productos de esta serie y en otros diseños previo acuerdo con el cliente. Las longitudes de las herramientas espirales de mango cilíndrico de todas las series se muestran en la siguiente tabla.
Los requisitos técnicos para la producción de brocas helicoidales de todas las series anteriores están especificados por GOST 2034-80. De acuerdo con lo establecido en este documento reglamentario, los productos de esta serie, que se utilizan para taladrar piezas de fundición dúctil y gris, aceros al carbono (estructurales y para herramientas) y aleados, así como aceros estructurales de maquinabilidad ordinaria y de corte libre, están hechos de aleaciones de acero de alta velocidad. Las herramientas de esta serie se pueden asignar a una de tres clases de precisión:
- A1 (aumentada);
- B1 y B (normales).
GOST permite que los taladros de esta serie no se fabriquen con acero de alta velocidad, sino con una aleación de acero aleado de grado 9XC, mientras que sus vástagos se pueden fabricar con acero de grado 45 o 40X. Por su diseño, tales brocas pueden ser sólidas o soldadas. Cuando se usa soldadura en las uniones, se excluye la presencia de áreas sin soldar, huecos y grietas en los anillos.
Brocas con vástago cónico
La industria moderna produce varios tipos de taladros, cuyo vástago tiene forma cónica. En consecuencia, los requisitos para tales herramientas están regulados por diferentes GOST. La unificación de varios tipos de ejercicios le permite seleccionarlos de manera óptima para resolver ciertos problemas tecnológicos. Los documentos normativos, de acuerdo con los requisitos de los cuales se producen herramientas en espiral con mango cónico, son:
- GOST 10903-77 (para productos de longitud normal);
- GOST 12121-77 (para una serie larga);
- GOST 2092-77 (para series extendidas);
- GOST 22736-77 (para productos con insertos de carburo).

Puede familiarizarse con los requisitos GOST para brocas helicoidales de vástago cónico descargando el documento en formato pdf desde el siguiente enlace.Dependiendo de la configuración sujetada en
Las brocas helicoidales de longitud normal, que están cubiertas por los requisitos de GOST 10903-77, se pueden producir en el rango de diámetro de 5 a 80 mm. Los vástagos de dichos taladros, según el diámetro de estos últimos, tienen un diseño normal o reforzado. Con un vástago reforzado, se fabrican brocas helicoidales con un diámetro de 12 a 76 mm. Su parte cónica de aterrizaje corresponde al estándar Morse, de 1 a 6.
El diámetro de los taladros largos, según GOST, puede estar en el rango de 5 a 20 mm, mientras que el procesamiento realizado con su ayuda se lleva a cabo a través de casquillos de taladro. El vástago de tales brocas se fabrica de acuerdo con el estándar Morse de 1 a 4. La parte en espiral de las brocas largas y las herramientas de longitud normal tiene la dirección correcta, pero, de acuerdo con el fabricante, también se puede producir con la dirección izquierda.
Las brocas cónicas largas están disponibles en diámetros de 6 a 30 mm. El vástago cónico de tales brocas debe cumplir con el estándar Morse de 1 a 3.
En la barra de metal se sueldan insertos de carburo del tipo VK, que se pueden fabricar con un diámetro de 10 a 30 mm, en versiones cortas y normales.
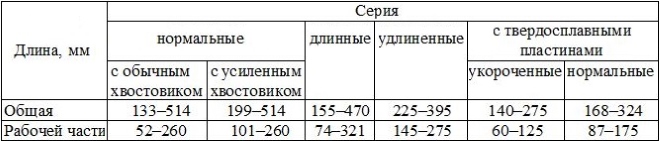
La longitud de las herramientas espirales de mango cónico de todas las series se muestra en la siguiente tabla.
Los materiales para la fabricación de la parte principal de dichos taladros son acero rápido, aleación de acero grado 9XC o acero de otros grados, que no deben contener cobalto y la cantidad de tungsteno no debe exceder el 6%.
Los taladros se distinguen por una serie de características: material de fabricación, método, tipo de filo, propósito, etc. La broca de vástago cónico resuelve los problemas de centrado de herramientas de forma rápida y eficaz.
 Descripción del taladro de vástago cónico
Descripción del taladro de vástago cónico
El producto está diseñado para realizar las mismas tareas que un taladro de mango cilíndrico e incluye los mismos elementos.
- La parte de trabajo consta de una parte de corte formada por dos filos principales y transversales, y una guía - filos de corte auxiliares.
- El vástago, de hecho, es un sujetador para el taladro. Tiene forma cónica, está hecho en forma de boquilla y, si es necesario, se puede quitar y reemplazar fácilmente.
Esta forma de taladro se desarrolló principalmente para aplicaciones industriales: el cabezal cónico permite el cambio automático de herramienta en el cabezal.
Hay varias opciones para un taladro cónico:
- con patas- en el husillo se fija atascando las patas, esto evita girar material demasiado ligero al taladrar;
- roscado- sujetado con una varilla. Los sujetadores se consideran los más confiables y garantizan que la herramienta no se caiga;
- sin patas y sin hilo- diseñado para trabajar con materiales ligeros metálicos o no metálicos - plástico, ebonita, plexiglás.
Hay disponibles una serie de brocas cónicas especiales, en las que se proporcionan orificios o ranuras para el suministro de fluidos de corte.
En la vida cotidiana se empezaron a utilizar las brocas cónicas por la facilidad de centrado. Con suficientes agujeros diametro largo- más de 10 mm, primero debe perforar un orificio más pequeño y, en la segunda etapa, usar un taladro del diámetro deseado. Una herramienta con un mango cónico no necesita esos trucos.
Especificaciones
- Material de producción– Se utilizan aleación y acero al carbono 9XC, así como P9 y P18. Estos últimos pertenecen a la categoría de aceros rápidos y se denominan HSS. Tal aleación conserva su dureza cuando se calienta, y dado que la perforación va acompañada de un fuerte calentamiento tanto del material como de la herramienta, el uso de acero rápido está bastante justificado.
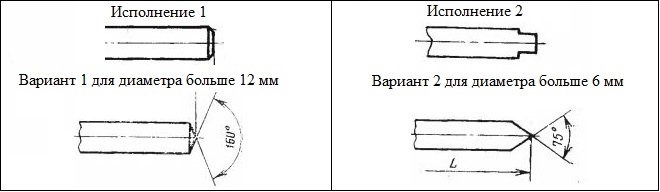
- Ángulo de afilado- el valor de los ángulos de los filos principales y el transversal determina el alcance del taladro. Para plexiglás y otros tipos de plásticos, se requiere una herramienta con un ángulo de punta de 60 a 90 grados. Se recomienda un ángulo de 60 grados cuando se trabaja con láminas delgadas, 90 cuando se taladra material con un espesor de 20 mm o más.
Un pequeño ángulo de afilado mejora la disipación del calor y, dado que el vidrio acrílico se deforma cuando se calienta, esta característica del taladro es muy importante para él. Sin embargo, dicho afilado afecta la resistencia de la herramienta en sí y, por lo tanto, se usa solo cuando se trabaja con materiales no sólidos.
- El ángulo trasero debe ser de al menos 15 grados. Con este afilado, la superficie posterior del taladro raspa el material y no corta, lo que reduce la deformación del plexiglás.
- Consejo: en el caso habitual, consta de dos filos con un ángulo de convergencia de 118-135 grados. Se producen taladros en los que se elimina un chaflán adicional detrás de los bordes: doble afilado. Esta opción reduce la fricción. Otra mejora es la punta de dos etapas para un centrado preciso: este taladro está diseñado para materiales duros.
El diámetro, la longitud del cono y la sección del vástago están regulados por GOST 10903-77.
Solicitud
Los taladros cónicos se utilizan para taladrar material laminar diversos grados de resistencia y dureza, pero no quebradizo. Éstos incluyen:
- metales y aleaciones- acero, hierro fundido, bronce, aluminio, duraluminio, etc.;
- materiales no metalicos- , plásticos, madera, tableros de fibra.
Al perforar aleaciones refractarias, se utiliza una herramienta reforzada con placas de carburo. Para el procesamiento de plásticos viscosos, se utilizan brocas con afilado especial y pulido.
Variedades
El vástago cónico o cono Morse está disponible en varias modificaciones.
- Instrumental- los más comunes, ya que están diseñados para un cambio automático rápido mientras se trabaja en la máquina. Los parámetros del producto están regulados por GOST.
- acortado e - la parte de la cola del taladro se reduce debido a la parte engrosada del cono. Marcado de la siguiente manera: B7 - acortado a 14 mm, B10 - a 18 y B24 - acortado a 55 mm. Esta opción se usa cuando un agujero requiere un cierto diámetro pero poca profundidad.
- alargado- se utilizan para taladrar agujeros profundos en varias etapas.
- Métrico- Mangos en los que la relación con la parte de trabajo es de 1:20 y el ángulo es de más de 1 grado.
La foto muestra una variedad de taladros con cola cónica.
El propósito del taladro está determinado por el afilado: el ángulo en la parte superior, el ángulo posterior, etc. El afilado y el afilado se realizan en máquinas especiales o manualmente.
GOST cónico
GOST 10903-77 regula una herramienta con un vástago cónico, con un cono Morse y una variante con cuello.
- Posible diámetro del producto– 5–10 mm.
- Longitudes cónicas- 58–85 mm.
- sección de cola– 6–12 mm.
alargado
Los taladros con cola extendida están regulados por GOST 2092-77. Se utilizan en la producción de agujeros de gran profundidad.
El valor del diámetro varía de 6 a 30 mm. La longitud de la sección de la cola es de 145 a 275 mm.
Los productos se producen en dos clases de precisión:
- A1 y A– con mayor precisión;
- B1 y B– con precisión normal.
Escalonado cónico
El cono en este caso parece una pirámide, donde cada “escalón” se encarga de formar un hueco de un diámetro determinado. Esta estructura le permite perforar agujeros de diferentes tamaños sin cambiar de herramienta. En su marcado, se indican inmediatamente una serie de valores.
La misma característica le permite achaflanar con el mismo taladro que hizo el agujero. La velocidad de perforación es relativamente baja, hasta 1000 rpm, lo que hace que la herramienta sea muy adecuada para trabajar con plexiglás.
El centrado debido a la forma cónica no presenta problemas, pero la sensibilidad a la distorsión es mayor que la de la versión instrumental.
Las herramientas se utilizan para procesar acero, aluminio, duraluminio y materiales no metálicos: plásticos, plexiglás, ebonita.
Vástago cónico de cobalto
Para mejorar las propiedades de resistencia y la eliminación de calor, los productos se someten a un procesamiento adicional.
- HSS-G: someterse a un pulido adicional;
- HSS-Co: el acero contiene cobalto, los taladros de esta clase están diseñados para trabajar en condiciones de temperatura difíciles;
- HSS-R - productos laminados;
- HSS-Tin: la herramienta se trata con nitruro de titanio, el recubrimiento reduce la fricción y, por lo tanto, el calentamiento de la herramienta y el material.
Puede saber a qué tipo de procesamiento se sometieron las brocas por su color: un color dorado brillante indica la deposición de nitruro de titanio, el negro indica un tratamiento térmico, etc.
Ventajas
 En una sola pasada, el taladro cónico realiza varias operaciones, reduciendo así tanto el período de trabajo como el tiempo de exposición al plexiglás:
En una sola pasada, el taladro cónico realiza varias operaciones, reduciendo así tanto el período de trabajo como el tiempo de exposición al plexiglás:
- centrado- la forma cónica del vástago proporciona un centrado preciso sin ningún dispositivo adicional;
- taladrado incremental de agujeros con diferentes diámetros, la punta de la herramienta no permite que el taladro se deslice;
- desbarbado, y si se utiliza una broca escalonada, también achaflanar.
Conclusión
Los taladros cónicos son eficientes y rentables en su lugar. Cuando se procesa plexiglás, no se necesita una herramienta reforzada con placas, pero una broca recubierta de nitruro de titanio reduce la fricción y, por lo tanto, el riesgo de deformación. El afilado no es menos importante: para trabajar con material viscoso, se requiere una herramienta rectificada bien afilada.
El video muestra un fragmento del uso de un taladro con una cola cónica:
La perforación es una de las formas más comunes de hacer agujeros. En función de qué tamaños deben obtenerse y en qué material están hechos, se elige una herramienta. broca helicoidal- el más versátil y demandado.
1
Un taladro helicoidal (o, en otras palabras, un taladro de tornillo) es estructuralmente una varilla cilíndrica, que consta de elementos:
- La parte de trabajo está equipada con dos ranuras helicoidales en espiral que forman elementos de corte y están diseñadas para la eliminación eficiente de virutas, así como para el suministro de lubricante a la zona de perforación.
- Vástago: diseñado para sujetar de forma segura el taladro en una herramienta manual o en una máquina. Puede tener un pie para sacar el taladro de un casquillo en forma de cono o una correa que proporciona transmisión de torsión desde el mandril del equipo.
- Cuellos: proporciona la salida de la rueda abrasiva en el proceso de rectificado de la pieza de trabajo.
La parte de trabajo consta de:
- La parte de calibración (guía) es una tira estrecha que continúa la superficie de la ranura en la circunferencia de la sección de perforación. También se le llama cinta.
- Parte de corte: incluye dos filos principales y dos auxiliares, ubicados a lo largo del taladro en espiral, así como uno transversal (cónico al final del taladro). Todos ellos están formados por la intersección de las superficies de las ranuras: las principales, las delanteras con las traseras, las auxiliares, las delanteras con la superficie de la cinta, la transversal, ambas traseras.
De todos los taladros conocidos hoy en día, los taladros helicoidales han encontrado el uso más extendido debido a las siguientes ventajas:
- gran stock para rectificar;
- buena dirección en el hoyo;
- excelente evacuación de virutas.
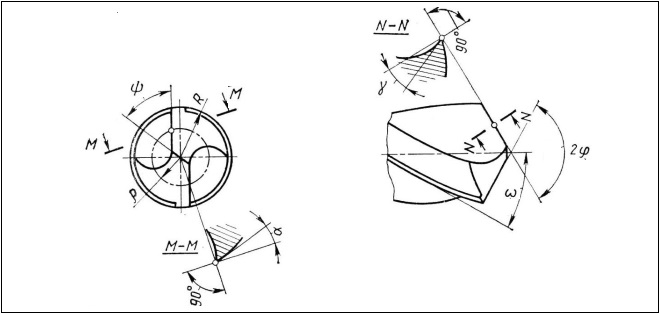
Los principales parámetros geométricos del taladro helicoidal:
- ángulo en la punta en la parte superior - denotado 2φ;
- ángulo de ranura ω;
- ángulo de ataque γ;
- ángulo trasero α;
- ángulo de inclinación del borde transversal final ψ.
Los valores de estos parámetros dependen del tipo, tipo y propósito del taladro.

Las brocas helicoidales para metal también se diferencian de otras brocas para tornillos (para hormigón, madera, universales y otras) en el tamaño, la forma y la longitud de sus elementos estructurales. Según la forma de la caña, son:
- con un vástago cilíndrico;
- con cónica.
Para instalar este último en la máquina, se utilizan bujes adaptadores especiales universales: conos Morse. A continuación se proporcionan breves descripciones de los tipos más comunes de herramientas de corte de metal.
2
La broca helicoidal con mango cilíndrico se produce en series cortas, medias y largas de acuerdo con las normas pertinentes. Esta diversidad asegura la selección óptima de la herramienta adecuada para cada tarea específica.
Para todos los taladros, los orificios centrales se realizan de acuerdo con GOST 14034. Está permitido producir herramientas sin orificios centrales. Los productos de las series media y larga, según sus estándares, pueden fabricarse con o sin cuello. Sus dimensiones no están reguladas.
GOST 4010-77 se aplica a los taladros izquierdo y derecho de una serie corta con un diámetro de 0,5 a 40 mm. Según esta norma, dependiendo del diámetro de la broca producida, la longitud es (mm):
- el total de todo el instrumento es 20-200;
- parte de trabajo - 3–100.

GOST 10902-77 se aplica a los taladros izquierdo y derecho de la serie media con un diámetro de 0,25 a 20 mm. La longitud es (mm):
- el total de todo el instrumento es 19–205;
- parte de trabajo - 3–140.
GOST 886-77 se aplica a taladros de una serie larga con un diámetro de 1 a 31,5 mm. La longitud es (mm):
- el total de todo el instrumento es 56–316;
- parte de trabajo - 33–207.
Para estos productos, la dirección de la espiral es correcta. Con la izquierda se hacen de acuerdo con el cliente.
Por toda esta herramienta requerimientos técnicos para la fabricación están regulados por GOST 2034-80. Según este documento, estas brocas están fabricadas en acero de alta velocidad y están diseñadas para taladrar orificios en fundiciones dúctiles y grises, aceros estructurales aleados y al carbono y aceros estructurales de alta y aumentada maquinabilidad. Esta herramienta se fabrica en 3 clases de precisión: diferentes tipos y, en consecuencia, según diferentes estándares. Esto le permite elegir de manera óptima exactamente la herramienta que mejor se adapte a un tipo particular de trabajo. Existen los siguientes GOST:
- 10903-77 - para taladros de longitud normal;
- 12121-77 - largo;
- 2092-77 - alargado;
- 22736-77 - con insertos de carburo.
Todos estos instrumentos se pueden fabricar con o sin cuello según sus estándares. Sus dimensiones no están reguladas.
GOST 10903 se aplica a brocas de longitud normal con un diámetro de 5 a 80 mm, que están disponibles en dos versiones: con vástago normal y reforzado. Según GOST 10903, según el diámetro del taladro producido con un vástago normal, la longitud es (mm):
- el total de todo el instrumento es 133–514;
- parte de trabajo - 52–260.

Con un vástago reforzado, los taladros GOST 10903 se producen con diámetros de 12 a 76 mm. La longitud de su parte activa es la misma que la de un mango normal. Las longitudes son las siguientes (mm):
- general - 199–514;
- parte de trabajo - 101–260.
Los tamaños de conos Morse que se utilizan para el montaje en el mandril de la máquina son del 1 al 6.
GOST 12121 se aplica a taladros largos con un diámetro de 5 a 50 mm, que están diseñados para realizar perforaciones a través de casquillos de taladro especiales. La longitud es (mm):
- el total de todo el instrumento es 155–470;
- parte de trabajo - 74-321.

Los tamaños de los conos Morse utilizados para la fijación en el mandril de la máquina son del 1 al 4. Para la herramienta de estos dos estándares, la dirección de la hélice es correcta. Con la izquierda se hacen de acuerdo con el cliente.
GOST 2092 se aplica a brocas alargadas con un diámetro de 6 a 30 mm. La longitud es (mm):
Para esta herramienta, los requisitos técnicos para la fabricación están regulados por GOST 5756-81. De acuerdo con esto, estos taladros están diseñados para taladrar varias piezas de hierro fundido. Clases a producir:
- mayor precisión - A;
- normal - v.
Los insertos de carburo del tipo VK deben usarse como equipo de corte. Las cajas de productos están hechas de aleación 9XC. Se permite fabricar carcasas de otros grados con un contenido de tungsteno de hasta el 6%. Es inaceptable utilizar aleaciones de acero que contengan cobalto.

Una herramienta con una parte de trabajo con un diámetro de 6 mm o más, cuyo cuerpo esté hecho de una aleación de alta velocidad, debe soldarse. Los vástagos de los productos soldados deben estar hechos de acero 45 o 40X. No se permite en la zona de soldadura: falta de penetración, cáscaras superficiales y grietas en los anillos.